
以下是:圓管彎管機廠家數十年行業經驗的產品參數圓管彎管機廠家數十年行業經驗,愚公斧開山機械設備制造有限公司(阜陽分公司)為您提供圓管彎管機廠家數十年行業經驗產品案例,聯系人:李總工,電話:13934163543、13934163543,QQ:394893978,發貨地:小店區208國道東浦村東浦路一號。 安徽省,阜陽市 “阜陽”二字來自于東漢時期境內的阜陽侯國,已有1900多年歷史。阜陽擁有長三角和中原城市群“雙橋頭堡”的區位優勢,戰略交匯疊加,被確定為長三角一體化和中部地區高質量發展區域重點城市、淮河生態經濟帶和中原城市群區域性中心城市。2023年,被評為三線城市,阜陽的代表文化是淮河文化,是甘羅、管仲、鮑叔牙、呂蒙、劉福通的故里,晏殊、歐陽修、蘇軾曾在此為官。潁州西湖歷史上曾與杭州西湖齊名,潁上縣八里河風景區為5A級風景區、阜陽生態園和迪溝生態旅游風景區均為4A級風景區。阜陽剪紙、潁上花鼓燈、界首彩陶、阜南柳編等列入非物質文化遺產名錄,阜南縣出土的商代青銅器龍虎尊被列為中國十大國寶青銅器之一。
我們為您呈現了一部精彩絕倫的圓管彎管機廠家數十年行業經驗產品視頻,讓您感受產品的獨特之處。以下是:圓管彎管機廠家數十年行業經驗的圖文介紹
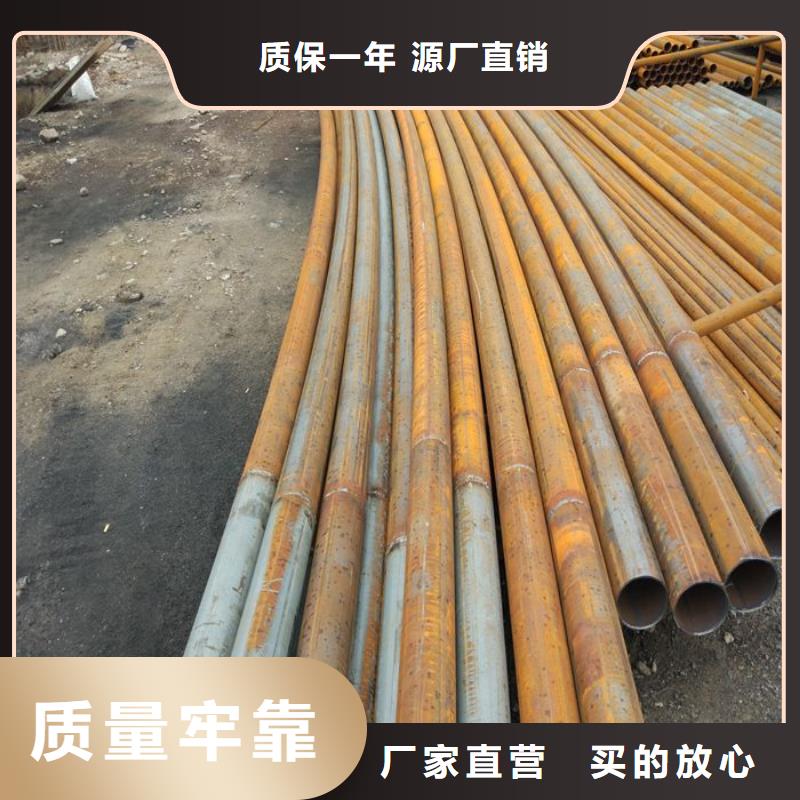
冷彎空心管材的特點
1. 厚壁度高,節省了機械加工用戶工料時的損耗。2.規格多,應用范圍廣泛。3.冷軋成品好,表面質量好,直線度好。4.鋼管內徑可以做成六角形。5.鋼管性能更優越。
2、圓管彎弧機的主要功能就要利用滾動擠壓的方式改變金屬材料的形狀,那么在方管收到擠壓的時候,彎弧機用途,必然后產生變形量,變形量的大小就取決于彎弧機給方管的擠壓力量,圓管彎弧機,彎弧機給工件的力量就是取決于客戶想要吧方管彎曲的弧度的大小。弧度越大,壓力越小,那么弧度越小,壓力越大,對彎弧的工件產生的變形也就越大,這個可以用一些小技巧解決,單純的追求設備的改變是不行的。可以通過設備加工裝和填充的工藝來解決方管彎曲小弧度變形的問題。
3.可調偏心調節可調偏心調整主要是偏心偏心距的調整,調整偏心偏心距將納入音高變化,當偏心率調整幅度較大,送入距離增加;偏心調節小時,送入的距離變小。數控彎弧機在調整時,只要用在偏心內六角扳手內六角螺釘正向或反向,可以抵消向上或向下小。
4.由于長時間摩擦材料磨損的制動張力調節在制動狀態的制動是非常大的,彎弧機應該根據實際情況隨時調整制動彈簧螺母,從而使制動帶是漲緊狀態,并且及時更換的摩擦材料,否則會送入距的影響。
安徽阜陽愚公斧開山機械設備制造有限公司深耕于 愚公斧巖石撐裂機系列產品的換代升級。近年來,學習國外技術、引進國外設備,建立了一支 愚公斧巖石撐裂機技術過硬、檢測、管理完善的生產和服務團隊。始終把“客戶,質量”作為公司的核心理念。
展望未來安徽阜陽愚公斧開山機械設備制造有限公司將繼續發揚中國傳統匠心精神,不忘初心,腳踏實地。努力把中國制造 愚公斧巖石撐裂機推向世界。
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。
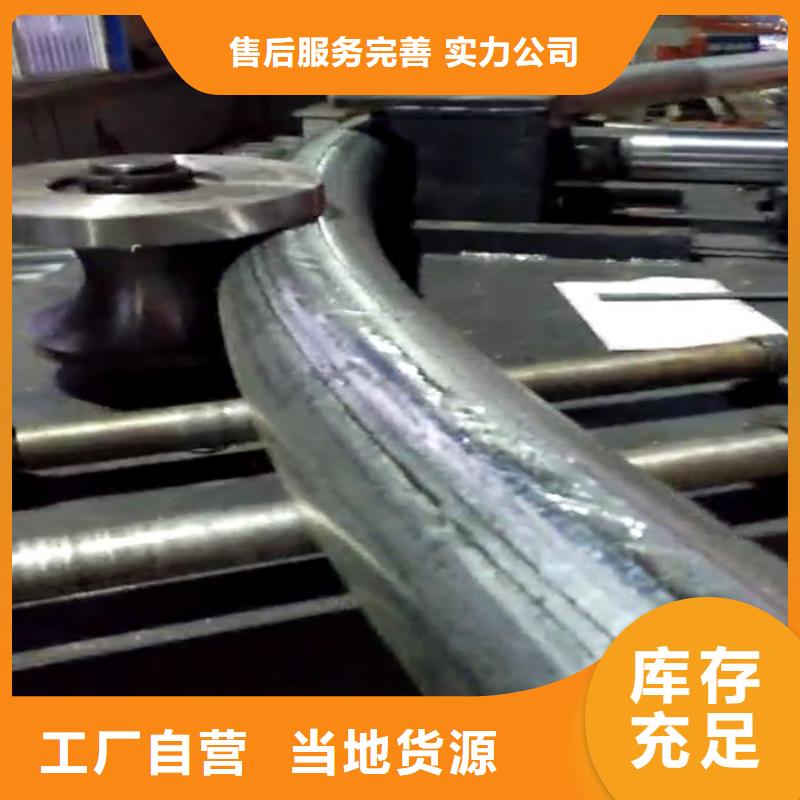
大型圓管彎管機產品講解
隨著技術的不斷發展,彎管機的形式日趨多樣化,彎管性能也在大幅度地提高。微型計算機、單片機、可編程控制器、交流伺服系統以及新型液壓元器件和液壓技術的應用,使彎管機的功能更趨完善。而數控彎管機將是現代彎管生產的主要設備。
大型圓管彎管機需看因素:
1、三個頂滾的直徑:細了,因接觸面小,容易打滑;彎非標鋼材的時候容易變形。
2、油缸的直徑和行程:直徑和行程決定了壓力的大小和彎曲半徑的可調性,臺體鋼板厚度和骨架的質量:決定著彎大型鋼材時是否變形。
3、電機的功率和減速機的質量,廠家的生產規模和服務。
圓管彎管機操作前:
1、機床必須良好的接地,導線不得小于4mm2銅質軟線。不允許接入高過規定范圍的電源電壓,不能帶電插拔插件,不能用兆歐表測試控制回路,否則可能損壞器件。
2、在插拔接插件時,不能拉拔導線或電纜,以防焊接拉脫。接近開關,編碼器等不能用硬物撞擊。
3、不能用尖銳物碰撞顯示單元。電氣箱必須放在通風處,禁止在塵埃和腐蝕性氣體中工作。
4、不得私自加裝、改接PC輸入輸出端。調換機床電源時必須重新確認電機轉向。機床應保持清潔,特別應注意夾緊塊、滑塊等滑動槽內不應有異物。
5、定期在鏈條及其它滑動部位加潤滑油。在清洗和檢修時必須斷開電源。
6、、開車前準備:檢查油箱油位是否到油位線,各潤滑點加油,開機確認電機轉向,檢查油泵有無異常聲音,開機后檢查液壓系統有無漏油現象(角度編碼器處于不允許加油);
7、壓力調整:用電磁溢流閥調整壓力,保證系統壓力達到需要的工作壓力,一般不高于12.5Mpa.
8、、模具調整:模具安裝,要求模具與夾緊塊對中心,夾緊塊可用螺栓調節;助推塊與模具對中心,助推塊可調;芯頭與模具對中心,松開芯頭架螺栓,調正好中心后緊固螺栓。
在安徽省阜陽市采購圓管彎管機廠家數十年行業經驗請認準愚公斧開山機械設備制造有限公司(阜陽分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李總工-13934163543,QQ:394893978,地址:小店區208國道東浦村東浦路一號)。











