

以下是:滁州市定遠(yuǎn)縣實(shí)力雄厚的焊管供貨商的產(chǎn)品參數(shù)
產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 范圍 實(shí)力雄厚的焊管供貨商供應(yīng)范圍覆蓋安徽省、滁州市、定遠(yuǎn)縣、瑯琊區(qū)、南譙區(qū)、來安縣、全椒縣、鳳陽縣、天長(zhǎng)市、明光市等區(qū)域。 【天鑫達(dá)】業(yè)務(wù)覆蓋多領(lǐng)域場(chǎng)景,主營(yíng)明光H型鋼廠家匠心制造、天長(zhǎng)H型鋼廠家卓越品質(zhì)保障、瑯琊H型鋼廠家老客戶鐘愛、全椒H型鋼廠家自營(yíng)品質(zhì)有保障、來安H型鋼廠家實(shí)力廠商等產(chǎn)品服務(wù)。實(shí)力雄厚的焊管供貨商,天鑫達(dá)特鋼有限責(zé)任公司(滁州市定遠(yuǎn)縣分公司)為您提供實(shí)力雄厚的焊管供貨商,聯(lián)系人:楊經(jīng)理,電話:【18853178958】、【18853178958】。 安徽省,滁州市,定遠(yuǎn)縣 秦漢時(shí)境內(nèi)曾置陰陵、東城二縣和曲陽候國(guó),南北朝梁武帝普通五年(公元524年),置定遠(yuǎn)縣,古寓“安定遠(yuǎn)方”之意,至今有近1500年歷史。千百年來涌現(xiàn)出一批又一批叱咤風(fēng)云人物,南宋名相董槐、明朝丞相李善長(zhǎng)、胡惟庸以及東吳名將魯肅、明代抗倭英雄戚繼光等皆出于此,自古享有“將相故里”和“懷詩(shī)、壽字、定文章”之美譽(yù)。
想知道實(shí)力雄厚的焊管供貨商產(chǎn)品的獨(dú)特魅力嗎?我們?yōu)槟鷾?zhǔn)備的視頻將帶您親身體驗(yàn),讓您感受到產(chǎn)品的無限魅力。
以下是:滁州定遠(yuǎn)實(shí)力雄厚的焊管供貨商的圖文介紹
滁州定遠(yuǎn)山東天鑫達(dá)特鋼有限責(zé)任公司位于滁州定遠(yuǎn),交通便利,是滁州定遠(yuǎn)主要的【H型鋼廠家】廠家。多年來我們一直致力于各種規(guī)格的:【H型鋼廠家】生產(chǎn)研發(fā)銷售。
此外,我公司還以質(zhì)優(yōu)價(jià)廉的【H型鋼廠家】產(chǎn)品和周到貼心的服務(wù)打開了企業(yè)信譽(yù)和【H型鋼廠家】市場(chǎng)占有率,受到廣大消費(fèi)者的青睞,在此我們誠(chéng)摯歡迎各界客商隨時(shí)光臨我廠參觀指導(dǎo)。
3.7在同樣鋼管材料, 同樣片距和片數(shù)條件下, 不同小口徑焊管焊接后長(zhǎng)度變化一致
焊接速度區(qū)別
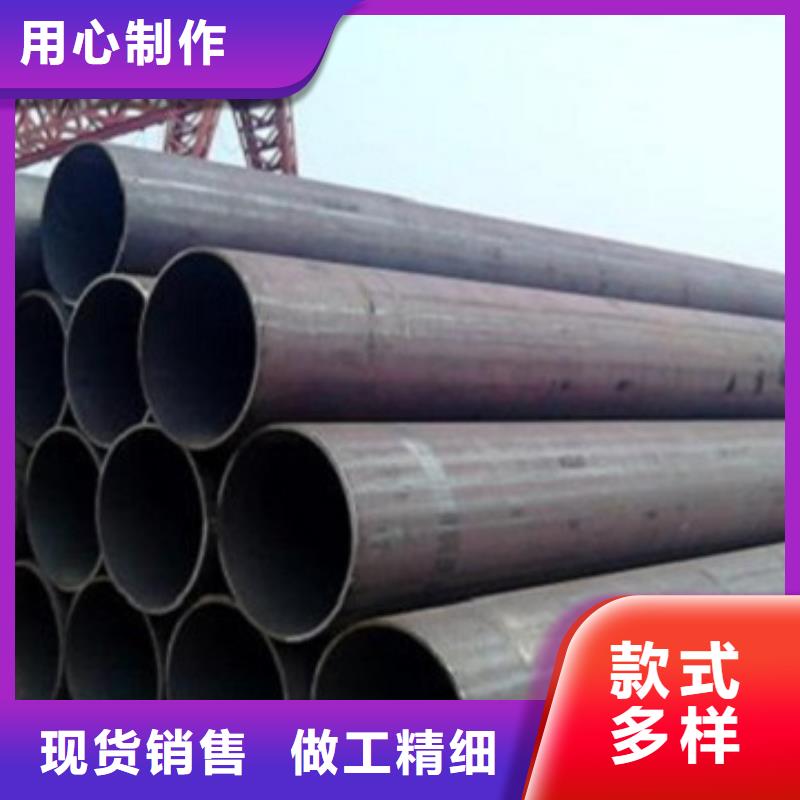
基管外徑25~51 翅片厚度2mm 每對(duì)焊接時(shí)間小于3秒 (不包括上下料時(shí)間和退火時(shí)間)H型薄壁焊管省煤器技術(shù)原理 H型薄壁焊管,亦稱H型肋片管,也有稱蝶片管的,它是把兩片中間有圓弧的鋼片對(duì)稱地與光管焊接在一起形成鰭片(肋片或蝶片),正面形狀頗像字母“H”,故稱為H型薄壁焊管。 H型薄壁焊管的兩個(gè)鰭片為矩形,近似正方形,其邊長(zhǎng)約為光管的2倍。屬擴(kuò)展的受熱面。 H型薄壁焊管采用閃光電阻焊工藝方法,其焊接后焊縫熔合率高,焊縫抗拉強(qiáng)度大,具有良好的熱傳導(dǎo)性能。 H型薄壁焊管還可制造成雙管的“雙H”型薄壁焊管,其結(jié)構(gòu)的剛性好,可以應(yīng)用于管排較長(zhǎng)的場(chǎng)合。結(jié)構(gòu)形式:基本形式為“H”型及雙“H”型 。
隨著我國(guó)經(jīng)濟(jì)的持續(xù)發(fā)展,大力發(fā)展能源行業(yè),長(zhǎng)輸油氣管線是能源保障的重要方式,在輸油(氣)管線防腐施工過程中,薄壁焊管表面處理是決定管線防腐使用壽命的關(guān)鍵因素之一,它是防腐層與薄壁焊管能否牢固結(jié)合的前提。經(jīng)研究機(jī)構(gòu)驗(yàn)證,防腐層的壽命除取決于涂層種類、涂覆質(zhì)量和施工環(huán)境等因素外,薄壁焊管的表面處理對(duì)防腐層壽命的影響約占50%,因此,應(yīng)嚴(yán)格按照防腐層規(guī)范對(duì)薄壁焊管表面的要求,不斷探索和總結(jié),不斷改進(jìn)薄壁焊管表面處理方法。
生產(chǎn)工藝編輯
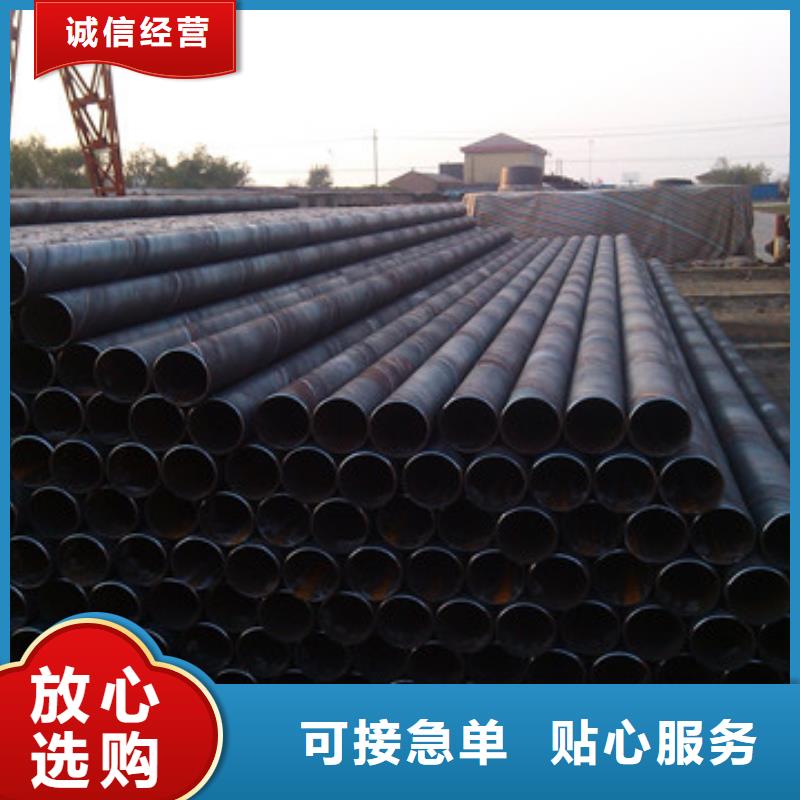
螺旋鋼管是以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管.原材料即帶鋼卷,焊絲,焊劑。在投入前都要經(jīng)過嚴(yán)格的理化檢驗(yàn)。帶鋼頭尾對(duì)接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動(dòng)埋弧焊補(bǔ)焊。成型前,帶鋼經(jīng)過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點(diǎn)壓力表控制輸送機(jī)兩邊壓下油缸的壓力,確保了帶鋼的平穩(wěn)輸送。采用外控或內(nèi)控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯(cuò)邊量和焊縫間隙都得到嚴(yán)格的控制。
內(nèi)焊和外焊均采用美國(guó)林肯電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規(guī)范。焊完的焊縫均經(jīng)過在線連續(xù)超聲波自動(dòng)傷儀檢查,保證了的螺旋焊縫的無損檢測(cè)覆蓋率。若有缺陷,自動(dòng)報(bào)警并噴涂標(biāo)記,生產(chǎn)工人依此隨時(shí)調(diào)整工藝參數(shù),及時(shí)缺陷。采用空氣等離子切割機(jī)將鋼管切成單根。切成單根鋼管后,每批鋼管都要進(jìn)行嚴(yán)格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過無損探傷檢驗(yàn),確保制管工藝合格后,才能正式投入生產(chǎn)。
焊縫上有連續(xù)聲波探傷標(biāo)記的部位,經(jīng)過手動(dòng)超聲波和X射線復(fù)查,如確有缺陷,經(jīng)過修補(bǔ)后,再次經(jīng)過無損檢驗(yàn),直到確認(rèn)缺陷已經(jīng)。帶鋼對(duì)焊焊縫及與螺旋焊縫相交的丁型接頭的所在管,全部經(jīng)過X射線電視或拍片檢查。每根鋼管經(jīng)過靜水壓試驗(yàn),壓力采用徑向密封。
(5)采用外控或內(nèi)控輥式成型。
(6)采用焊縫間隙控制裝置來保證焊縫間隙焊接要求,管,錯(cuò)邊量和焊縫間隙都嚴(yán)格控制。
(7)內(nèi)焊和外焊均采用電焊機(jī)進(jìn)行單絲或雙絲埋弧焊接,從而焊接。
(8)焊完焊縫均經(jīng)過連續(xù)超聲波自動(dòng)傷儀檢查,保證了螺旋焊縫無損檢測(cè)覆蓋率。若有缺陷,自動(dòng)并噴涂標(biāo)記,生產(chǎn)工人依此隨時(shí)工藝參數(shù),及時(shí)缺陷。
(9)采用空氣等離子切割機(jī)將鋼管切成單根。
(10)切成單根鋼管后,每批鋼管都要進(jìn)行嚴(yán)格首檢制度,檢查焊縫力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面以及經(jīng)過無損探傷檢驗(yàn),確保制管工藝合格后,才能正式投入生產(chǎn)。
(11)焊縫上有連續(xù)聲波探傷標(biāo)記部位,經(jīng)過手動(dòng)超聲波和X射線復(fù)查,如確有缺陷,經(jīng)過修補(bǔ)后,再次經(jīng)過無損檢驗(yàn),直到確認(rèn)缺陷已經(jīng)。
點(diǎn)擊查看天鑫達(dá)特鋼有限責(zé)任公司(滁州市定遠(yuǎn)縣分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】
實(shí)力雄厚的焊管供貨商_天鑫達(dá)特鋼有限責(zé)任公司(滁州市定遠(yuǎn)縣分公司),固定電話:【18853178958】,移動(dòng)電話:【18853178958】,聯(lián)系人:楊經(jīng)理,鋼材市場(chǎng)。


力雄厚的焊管供貨商")
力雄厚的焊管供貨商")
力雄厚的焊管供貨商")
力雄厚的焊管供貨商")
力雄厚的焊管供貨商")
力雄厚的焊管供貨商")
力雄厚的焊管供貨商")
力雄厚的焊管供貨商")