以下是:成都市大邑縣圓管彎管機加工廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 范圍 圓管彎管機加工供應范圍覆蓋四川省、成都市、大邑縣、錦江區、青羊區、金牛區、武侯區、成華區、龍泉驛區、青白江區、新都區、溫江區、金堂縣、雙流區、郫縣、蒲江縣、新津區、都江堰市、彭州市、邛崍市、崇州市等區域。 【愚公斧】為您提供龍泉驛愚公斧巖石撐裂機質量無憂、郫縣愚公斧巖石撐裂機優質材料廠家直銷、新都愚公斧巖石撐裂機精選廠家好貨、彭州愚公斧巖石撐裂機一手價格等多元產品與服務。圓管彎管機加工廠家,愚公斧開山機械設備制造(成都市大邑縣分公司)yuanganlengwanji237-6為您提供圓管彎管機加工廠家產品案例,聯系人:李總工,供應服務范圍覆蓋:四川省、成都市、大邑縣、錦江區、青羊區、金牛區、武侯區、成華區、龍泉驛區、青白江區、新都區、溫江區、金堂縣、雙流區、郫縣、蒲江縣、新津區、都江堰市、彭州市、邛崍市、崇州市。 四川省,成都市,大邑縣 大邑縣歷史悠久,早在新石器時代,今大邑縣境內已有人類活動。唐高宗威亨二年(671年),置大邑縣。《太平寰宇記》記載:“縣在鶴鳴山東,其邑廣大,遂以為名。”1983年5月,溫江地區建制撤銷,大邑縣劃歸成都市管轄。
為了給您提供更的圓管彎管機加工廠家產品信息,我們上傳了的產品視頻。看視頻,選購不迷路。以下是:成都大邑圓管彎管機加工廠家的圖文介紹隨著大數據、物聯網、智慧城市等新型產業發展帶來行業的契機,成都大邑愚公斧開山機械設備制造有限公司始終以前瞻的眼光,緊跟時代潮流,堅持以專業化的發展戰略,專注技術與應用不斷開發適合客戶需求的新 愚公斧巖石撐裂機產品;務實守信,開拓創新,攜手廣大合作伙伴“揚帆起程領航未來”。
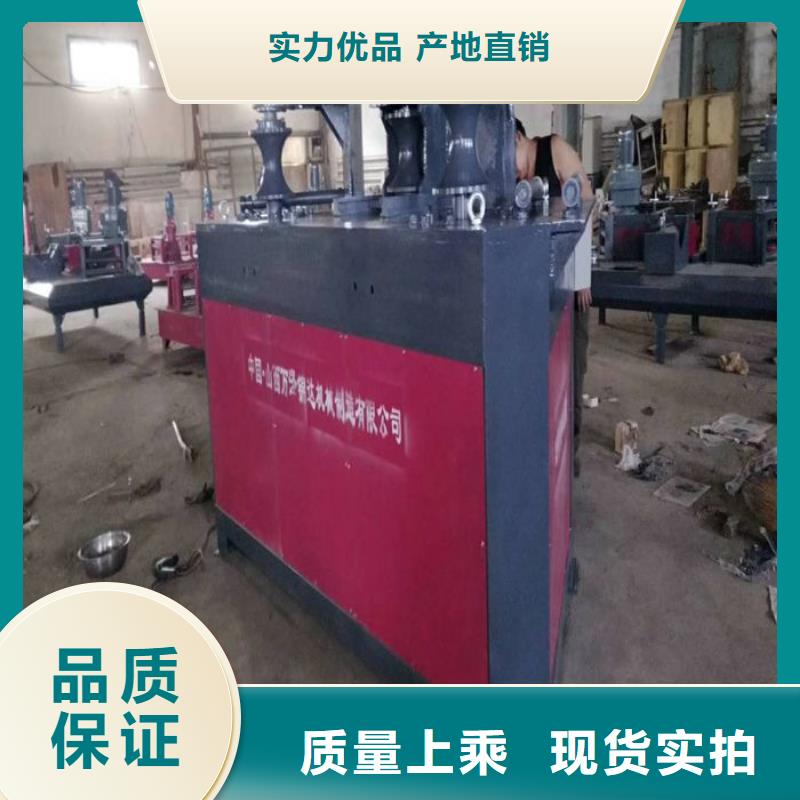
圓管彎弧機
全自動大棚彎管機由三輪組成,配置兩個電機電機,彎曲速度快。設備可彎圓管、方管、橢圓管、雙模骨架、幾字鋼、C型鋼等鋼管 ,模具材質太鋼。價格低廉,為大棚鋼管骨架彎曲設計。
圓管彎弧機使用注意事項
1、直接用于彎圓管加工,機器在自動運行時可自動執行、可急停,
2、圓管彎管機不僅可以加工圓管,同時還可以彎角鋼。
3、彎管程式可在各加工步驟設定各軸自之動作0-3共三段速度,以針對不同工作物靈活運用,提高工作效率。
4、采用對原點系統,每次開機前檢查機器有無狀況。電機總功率:6.6KW,雙伺服電機生產速度:每分鐘10米左右.
5、可以彎:方管,圓管,橢圓管,幾字鋼。
安裝、使用、維護全操作規程。
1、安裝在堅硬的基礎面上、設備保持平穩。開機前減速器應加潤滑油。
2、使用設備前、請認真閱讀說明書、再進行設備操作。嚴格遵守規章制度和安
3、操作人員應了解并掌握設備的結構及工作原理和保養檢查點。掌握開機、停機的方法和順序(按電磁調速電機的使用說明書操作)。
4、設備正在運行時如須打反轉、則應先將調速開關復位、停機后停1分鐘再開機。
5、被動輪進給時、應先將緊固螺栓松開、進給達到刻度后、再將圓螺母擰緊固定;被動輪兩邊的螺栓(4-m30)擰緊、固定。每次被動輪進給時需將工件完全退出后再進給。
6、使用過程中應及時清理壓輪槽內及工作臺表面的雜滓。請注意、本機電源為三項四線。
關于圓管彎弧機模具
彎管機對模具的制作有講究,對出廠的彎管機模具會進行熱處理工藝,模具硬度,增加耐磨性。
卷圓機設備的模具制作,均采用模具45號鋼制成,這是一種具是真空脫煉鋼,內質純凈,機械加工性良好,切削明顯提高,淬透性良好,空冷淬硬不易出現淬裂,耐磨性好,韌性良好的材料。我們通過熱處理四把火:退火、正火、淬火、回火模具的各種性能,如模具的塑性、耐磨、耐腐蝕等,以利于進行各種冷加工。
大型圓管彎管機直銷設備特點:
1、機器運作穩定.具有手動、自動、半循環、全循環等多種功能任意選擇.機頭,彎管設計,提供大彎管空間.
2、模板更換簡單方便,便于彈性生產.大容量冷卻循環系統,使機器運行更穩當移動式腳踏式開關,具有自動啟動、緊急停止、緊停連續三種功能.
大型彎管機的幾個技術熱點:
1.管型規整化:設計和排管時要避免過大的圓弧、任意曲線、復合彎以及大于180°的圓弧。過大的圓弧不但使機械笨重,而且受彎管機機床尺寸的限制;任意曲線、復合彎設計造型很不合理,妨礙了機械化、自動化生產,使操作者不好擺脫笨重的體力勞動:大于180°的圓弧使彎管機無法卸模。
2.彎曲半徑標準化:彎曲半徑要盡量實現“一管一模”和“兩管一模”。對于一根管子來說,彎曲角度如何,其彎曲半徑只能有一個,因為彎管機在彎曲過程中不更換模塊,這就是“一管一模”。而“多管一模”就是相鄰直徑規格的管子應盡量采用同一套模具,也就是使用同一套模具彎曲兩種相鄰型號的圓管,這樣才有利于減少模具的數量,減少了成本。
3.適當的彎曲半徑值:圓管彎曲半徑的大小,決定了圓管在彎曲成型時所受阻力的大小。一般來說,管徑大彎曲半徑小,彎曲時容易出現內皺和打滑現象,彎曲質量很難,所以一般選用彎管模的r值為管子直徑的2、3倍為好。
4.適中的彎曲成型速度:彎曲成型速度對成型質量的主要影響為:速度太快,容易造成圓管彎曲部分的扁平,圓度打不到要求,造成圓管的拉裂、拉斷:速度太慢,容易造成圓管的起皺和壓緊塊打滑,大管徑的管子易形成圓管彎曲部分的下陷。針對這兩臺數控彎管機上大量的試驗,將圓管的彎曲速度定為機器彎曲速度的20%-40%為宜。
5.合適的芯棒及其位置:芯棒在彎曲過程中主要起著支撐圓管彎曲半徑的內壁防止其變形的作用。目前管材在機床上彎曲成型若不適用芯棒。芯棒的形式有很多種,如柱式芯棒,定向單、多球頭芯棒等。另外芯棒的位置對圓管彎曲成型也有影響:理論上,它的切線應與彎管模的切線平齊,單經過大量的試驗證明,提前1-2mm較好,此時彎管質量比較理想。當然,提前量太大,會造成彎曲部分的外壁出現所謂“鵝頭”的現象。
選購圓管彎管機加工廠家來成都市大邑縣找愚公斧開山機械設備制造(成都市大邑縣分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:李總工,地址:[小店區208國道東浦村東浦路一號]。