
以下是:無縫管量大從優的產品參數無縫管量大從優,華聶金屬材料有限公司(大祥分公司)為您提供無縫管量大從優,聯系人:李寧,電話:0635--8887875、15006385855,QQ:2234388616,請聯系華聶金屬材料有限公司(大祥分公司),發貨地:高新技術開發區。 湖北省,邵陽市,大祥區 大祥區轄2個鄉、1個鎮、11個街道。2020年,大祥區全區實現地區生產總值190.3億元,同比增長4%。
想要更直觀地了解無縫管量大從優產品的特點和功能嗎?我們為您準備了視頻介紹,相較于圖文,視頻更能讓您輕松掌握產品的核心賣點。以下是:無縫管量大從優的圖文介紹邵陽大祥華聶金屬材料有限公司是一家從事(邵陽大祥) 本地 圓鋼生產的大型企業。位于高新技術開發區,交通便利,便于客戶來訪。公司自建立以來,靠有優良的產品質量和良好的售后服務,本著友善合作,誠信經營的原則,深受客戶信賴及好評,歡迎廣大客商合作洽談,我們將竭誠為您服務!
力學性能指標編輯
鋼材力學性能是保證鋼材終使用性能(機械性能)的重要指標,它取決于鋼的化學成分和熱處理制度。在鋼管標準中,根據不同的使用要求,規定了拉伸性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶要求的高、低溫性能等。
①抗拉強度(σb)
試樣在拉伸過程中,在拉斷時所承受的力(Fb),除以試樣原橫截面積(So)所得的應力(σ),稱為抗拉強度(σb),單位為N/mm2(MPa)。它表示金屬材料在拉力作用下抵抗破壞的能力。
②屈服點(σs)
具有屈服現象的金屬材料,試樣在拉伸過程中力不增加(保持恒定)仍能繼續伸長時的應力,稱屈服點。若力發生下降時,則應區分上、下屈服點。屈服點的單位為N/mm2(MPa)。
上屈服點(σsu):試樣發生屈服而力首次下降前的應力; 下屈服點(σsl):當不計初始瞬時效應時,屈服階段中的小應力。
屈服點的計算公式為:
式中:Fs--試樣拉伸過程中屈服力(恒定),N(牛頓)So--試樣原始橫截面積,mm2。
③斷后伸長率(σ)
在拉伸試驗中,試樣拉斷后其標距所增加的長度與原標距長度的百分比,稱為伸長率。以σ表示,單位為%。計算公式為:σ=(Lh-Lo)/L0*
式中:Lh--試樣拉斷后的標距長度,mm; L0--試樣原始標距長度,mm。
④斷面收縮率(ψ)
在拉伸試驗中,試樣拉斷后其縮徑處橫截面積的縮減量與原始橫截面積的百分比,稱為斷面收縮率。以ψ表示,單位為%。計算公式如下:
式中:S0--試樣原始橫截面積,mm2; S1--試樣拉斷后縮徑處的少橫截面積,mm2。
⑤硬度指標
金屬材料抵抗硬的物體壓陷表面的能力,稱為硬度。根據試驗方法和適用范圍不同,硬度又可分為布氏硬度、洛氏硬度、維氏硬度、肖氏硬度、顯微硬度和高溫硬度等。對于管材一般常用的有布氏、洛氏、維氏硬度三種。
A、布氏硬度(HB)
用一定直徑的鋼球或硬質合金球,以規定的試驗力(F)壓入式樣表面,經規定保持時間后卸除試驗力,測量試樣表面的壓痕直徑(L)。布氏硬度值是以試驗力除以壓痕球形表面積所得的商。以HBS(鋼球)表示,單位為N/mm2(MPa)。
其計算公式為:
式中:F--壓入金屬試樣表面的試驗力,N; D--試驗用鋼球直徑,mm; d--壓痕平均直徑,mm。
測定布氏硬度較準確可靠,但一般HBS只適用于450N/mm2(MPa)以下的金屬材料,對于較硬的鋼或較薄的板材不適用。在鋼管標準中,布氏硬度用途廣,往往以壓痕直徑d來表示該材料的硬度,既直觀,又方便。
舉例:120HBS10/1000/30:表示用直徑10mm鋼球在1000Kgf(9.807KN)試驗力作用下,保持30s(秒)測得的布氏硬度值為120N/ mm2(MPa)。 [1]
質量要求編輯
(一)質量要求
①鋼的化學成分:鋼的化學成分是影響無縫鋼管性能主要的因素之一,也是制定軋管工藝參數和鋼管熱處理工藝參數的主要依據。
a. 合金元素:有意加入,根據用途
b. 殘余元素:煉鋼帶入,適當控制
c. 有害元素:嚴格控制(As、Sn、Sb、Bi、Pb),氣體(N、H、O)
爐外精煉或電渣重熔:提高鋼中化學成分的均勻性和鋼的純凈度,減少管坯中的非金屬夾雜物并改善其分布形態。
②鋼管幾何尺寸精度和外形
a. 鋼管外徑精度:取決于定(減)徑方法、設備運轉情況、工藝制度等。
外徑允許偏差 δ=(D-Di)/Di × D: 或小外徑mm
Di:名義外徑mm
b. 鋼管壁厚精度:與管坯的加熱質量,各變形工序的工藝設計參數和調整參數,工具質量及其潤滑質量等有關
壁厚允許偏差: ρ=(S-Si)/Si× S:橫截面上或小壁厚
Si:名義壁厚mm
C.鋼管橢圓度:表示鋼管的不圓程度。
d. 鋼管長度:正常長度、定(倍)尺長度、長度允許偏差
e. 鋼管彎曲度:表示鋼管的彎度:每米鋼管長度的彎曲度、鋼管全長的彎曲度
f. 鋼管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度
g. 鋼管端面坡口角度和鈍邊
5.鋼管表面質量:表面光潔要求
a. 危險性缺陷:裂紋、內折、外折、軋破、離層、結疤、拉凹、凸包等。
b. 一般性缺陷:麻坑、青線、劃傷、碰傷、輕微的內、外直道、輥印等。
具有空心截面,其長度遠大于直徑或周長的鋼材。按截面形狀分為圓形、方形、矩形和異形鋼管;按材質分為碳素結構鋼鋼管、低合金結構鋼鋼管、合金鋼鋼管和復合鋼管;按用途分為輸送管道用、工程結構用、熱工設備用、石油化工工業用、機械制造用、地質鉆探用、高壓設備用鋼管等;按生產工藝分為無縫鋼管和焊接鋼管,其中無縫鋼管又分熱軋和冷軋(拔)兩種,焊接鋼管又分直縫焊接鋼管和螺旋縫焊接鋼管。
鋼管不僅用于輸送流體和粉狀固體、交換熱能、制造機械零件和容器,它還是一種經濟鋼材。用鋼管制造建筑結構網架、支柱和機械支架,可以減 輕重量,節省金屬20~40%,而且可實現工廠化機械化施工。用鋼管制造公路橋梁不但可節省鋼材、簡化施工,而且可大大減少涂保護層的面積,節約投資和維護費用。
按生產方法
鋼管按生產方法可分為兩大類:無縫鋼管和有縫鋼管,有縫鋼管簡稱為直縫鋼管。
1. 無縫鋼管按生產方法可分為:熱軋無縫管、冷拔管、精密鋼管、熱擴管、冷旋壓管和擠壓管等。
無縫鋼管用優質碳素鋼或合金鋼制成,有熱軋、冷軋(拔)之分。
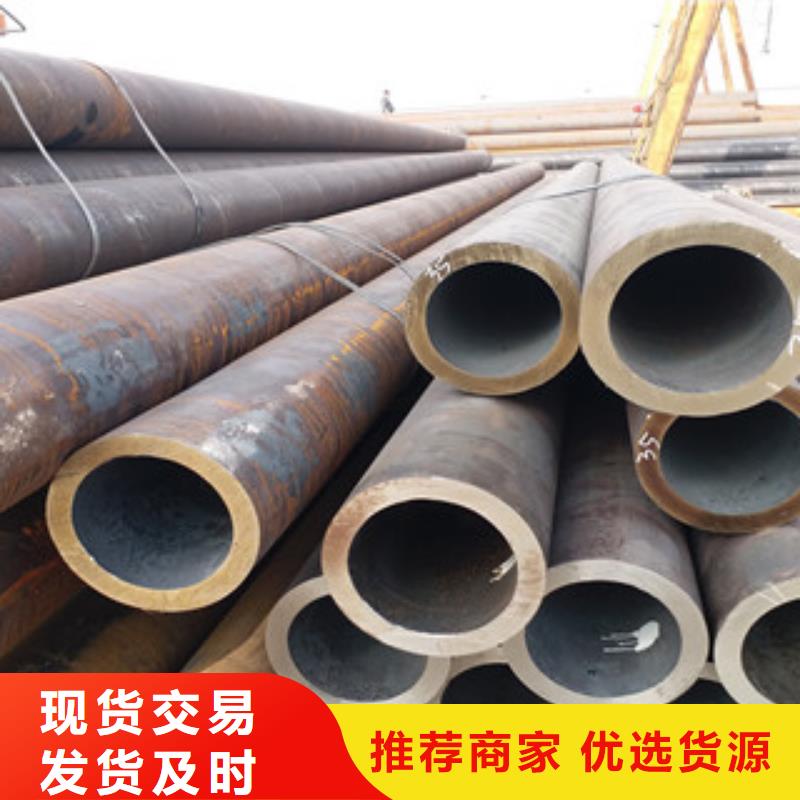
成捆的鋼管
成捆的鋼管
2.焊接鋼管因其焊接工藝不同而分為爐焊管、電焊(電阻焊)管和自動電弧焊管,因其焊接形式的不同分為直縫焊管和螺旋焊管兩種,因其端部形狀又分為圓形焊管和異型(方、扁等)焊管。
焊接鋼管是由卷成管形的鋼板以對縫或螺旋縫焊接而成,在制造方法上,又分為低壓流體輸送用焊接鋼管、螺旋縫電焊鋼管、直接卷焊鋼管、電焊管等。無縫鋼管可用于各種行業的液體氣壓管道和氣體管道等。焊接管道可用于輸水管道、煤氣管道、暖氣管道、電器管道等。
按材質
鋼管按制管材質(即鋼種)可分為:碳素管和合金管、不銹鋼管等。
碳素管又可分為普通碳素鋼管和優質碳素結構管。
合金管又可分為:低合金管、合金結構管、高合金管、高強度管。軸承管、耐熱耐酸不銹管、精密合金(如可伐合金)管以及高溫合金管等。
按連接方式分類
鋼管按管端聯接方式可分為:光管(管端不帶螺紋)和車絲管(管端帶有螺紋)。
車絲管又分為:普通車絲管和管端加厚車絲管。
加厚車絲管還可分為:外加厚(帶外螺紋)、內加厚(帶內螺紋)和內外加厚(帶內外螺紋)等地車絲管。
車絲管若按螺紋型式也可分為:普通圓柱或圓錐螺紋和特殊螺紋等地車絲管。
另外,根據用戶需要,車絲管一般均配有管接頭交貨。
按鍍涂特征
鋼管按表面鍍涂特征可分為:黑管(不鍍涂)和鍍涂層管。
鍍層管有鍍鋅管、鍍鋁管、鍍鉻管、滲鋁管以及其他合金層得鋼管。
涂層管有外涂層管、內涂層管、內外涂層管。通常采用的涂料有塑料、環氧樹脂、煤焦油環氧樹脂以及各種玻璃型的防腐涂層料。鍍鋅管又分為KBG管,JDG管,螺紋管等
按用途
1.管道用管。如:水、煤氣管、蒸汽管道用無縫管、石油輸送管、石油天然氣干線用管。農業灌溉用水龍頭帶管和噴灌用管等。
2.熱工設備用管。如一般鍋爐用的沸水管、過熱蒸汽管,機車鍋爐用的過熱管、大煙管、小煙管、拱磚管以及高溫高壓鍋爐管等。
3.機械工業用管。如航空結構管(圓管、橢圓管、平橢圓管),汽車半軸管、車軸管、汽車拖拉機結構管、拖拉機的油冷卻器用管、農機用方形管與矩形管、變壓器用管以及軸承用管等。
4.石油地質鉆探用管。如:石油鉆探管、石油鉆桿(方鉆桿與六角鉆桿)、鉆挺、石油油管、石油套管及各種管接頭、地質鉆探管(巖心管、套管、主動鉆桿、鉆挺、按箍及銷接頭等)。
5.化學工業用管。如:石油裂化管,化工設備熱交換器及管道用管、不銹耐酸管、化肥用高壓管以及輸送化工介質用管等。
6.其他各部門用管。如:容器用管(高壓氣瓶用管與一般容器管),儀表儀器用管、手表殼用管、注射針頭及其醫療器械用管等。 [2]
按斷面形狀
鋼管產品的鋼種與品種規格極為繁多,其性能要求也是各種各樣的。所有這些應隨著用戶要求或工作條件的變化而加以區分。通常,鋼管產品按斷面形狀、生產方法、制管材質、聯接方式、鍍涂特征與用途等進行分類。
鋼管按橫斷面形狀可分為:圓鋼管和異形鋼管。
異形鋼管是指各種非圓環形斷面的鋼管。其中主要有:方形管、矩形管、橢圓管、平橢管、半圓管、六角形管、六角內圓管、不等邊六角形管、等邊三角形管、五角梅花管、八角形管,凸字形管、雙凸形管。雙凹形管、多凹形管、瓜子形管、扁形管、菱形管、星形管、平行四邊形管、帶肋管、滴狀管、內翅片管、扭異管、B型管、D型管以及多層管等。
鋼管按縱斷面形狀又分為:等斷面鋼管和變斷面鋼管。變斷面(或變截面)鋼管是指沿管長方向上的斷面形狀、內外直徑及壁厚等發生周期性或非周期性變化的鋼管。其主要有:外錐形管、內錐形管、外階梯管、內階梯管、周期斷面管、波紋管、螺旋管、帶散熱片的鋼管以及帶復線的槍管等。
結構管是一般結構用鋼管,簡稱結構管。
本標準代替GB/T8162-2008《結構用無縫鋼管》。本標準與GB/T8162-2008相比,主要變化如下:
結構管,此標準適用于一般結構、機械結構用無縫鋼管,流體無縫鋼管標準適用于輸送流體的一般無縫鋼管。它與結構無縫鋼管的主要區別是流體無縫鋼管逐根
進行液壓試驗或進行超聲波、渦流、漏磁探傷。因此,在壓力管道鋼管的標準選用上,不宜采用流體無縫鋼管。無縫鋼管表示方法為外徑,壁厚,厚壁無縫鋼管主要用于機械加工,煤礦,液壓鋼,等多種用途。厚壁無縫鋼管的材質分為10#、20#、35#、45# 16Mn、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo等。 厚壁無縫鋼管分類——熱軋厚壁無縫鋼管、冷軋厚壁無縫鋼管、冷拔厚壁無縫鋼管、擠壓厚壁無縫鋼管、頂管。 結構用不銹鋼無縫鋼管(GB/T14975-1994)是廣泛用于化工、石油、輕紡、醫療、食品、機械等工業的耐腐蝕管道和結構件及零件的不銹鋼制成的熱軋(擠、擴)和冷拔(軋)無縫鋼管。
分層缺陷編輯
從機理看,一般認為管坯中的非金屬夾雜物會破壞45#結構鋼管的連續性和致密性,嚴重的夾雜甚至在45#結構鋼管內部產生分層現象。另一種認為是氫致裂紋,即由于鋼中氫聚集造成金屬內部氣體分壓過高,在圓管坯內形成白點,在軋制過程中裂紋發生擴展,終形成分層缺陷。此外,二輥斜軋穿孔的不均勻變形產生的應力超過塑性強度也會造成分層。
鋼管分為 無縫鋼管和焊接鋼管。無縫鋼管生 產過程是將實心管坯或鋼錠穿成空 心的毛管,然后再將其軋制成所要 求尺寸的鋼管。采用的穿孔和軋管 方法不同,就構成了生產無縫鋼管 的不同方法。焊接鋼管生產過程是 將管坯(鋼板或帶鋼)彎曲成管狀, 再把縫隙焊接起來成為鋼管。因采 用的成型和焊接方法不同,就構成了生產焊接鋼管的不同方法。
無縫鋼管主要用熱軋法生產。 擠壓法主要用于生產難穿孔的低塑 性高合金鋼管或異型鋼管和復合金 屬管。冷軋和冷拔法可將熱軋管繼 續加工成小直徑和薄壁的鋼管。焊接鋼管工藝過程簡單、生產 效率高、成本低、產品品種日益擴 大。無縫鋼管和焊接鋼管主要生產 方法見表1、2。
表1 無縫鋼管和焊接鋼管生產方法
生產方法 基 本 工 序
穿 孔 軋管
熱
軋
法
在自動軋管機組上
軋制
圓管坯在二輥式穿孔機
上穿孔
在帶回送輥的二輥式軋
管機上帶短頂頭軋制
在周期軋管機組上
軋制
圓鋼錠或管坯在二輥式
穿孔機上穿孔;
方形或多角形鋼錠在水
壓機上穿孔
在帶變斷面孔型的周期
軋管機上帶長芯棒軋制
在連續式軋管機組
上軋制
圓管坯在三輥或二輥式
穿孔機上穿孔;
連鑄方坯或方鋼錠在二
輥式壓力穿孔機上穿孔
在7~9架連軋管機上長
芯棒軋制;
附帶張力減徑機
在三輥軋管機組上
軋制
圓管坯在二輥式穿孔機
上穿孔;
連鑄坯在三輥式穿孔機
上穿孔
在三輥式斜軋機上帶長
芯棒軋制
在延伸軋管機組上
軋制
在二輥式穿孔機上穿孔 在帶圓盤形拉力導輥的
二輥斜軋機上帶長芯棒
軋制
在行星式軋管機組
上軋制
采用鑄造空心管坯 在行星式軋管機上軋制
表2
生產方法 基 本 工 序
穿 孔 軋管
頂管法 在水壓機上沖成杯形毛
管
在頂管機上頂制
擠壓法 管坯加熱后在擠壓機上
擠壓成型
可繼續軋制或拔制
冷軋法 用熱軋管料在冷軋管機
上軋制
冷拔法 用熱軋或冷軋管料在冷
拔機上拔制
爐
焊
鏈式爐焊 加熱的管坯通過焊管模
成型
成型同時焊接
連續爐焊 加熱的管坯在輥式成型
焊接機上彎曲成型
成型同時焊接
電
焊
電阻焊 在輥式成型機上連續彎
曲成型
在電阻焊管機上焊接
電弧焊 在壓力機上壓制成型或
在輥式彎曲機上卷曲成
型(直縫),在成型機上連
續彎曲成型(螺旋縫)
在埋弧自動焊管機上焊
接
電感焊 在輥式成型機上連續彎
曲成型
在電感焊管機上焊接
在邵陽市大祥區采買無縫管量大從優到華聶金屬材料有限公司(大祥分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:李寧-15006385855,QQ:2234388616,地址:《高新技術開發區》。











