
以下是:云南省大理市正大襯塑鋼管正大襯塑鋼管的產品參數
產品參數 產品價格 6000 發貨期限 無 供貨總量 4000 運費說明 1 名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 正大襯塑鋼管正大襯塑鋼管供應范圍覆蓋云南省、昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 祥云縣、賓川縣、彌渡縣、永平縣、洱源縣、劍川縣、鶴慶縣等區域。 【利達】持續拓展產品矩陣,現有永平鍍鋅鋼管不斷創新、鶴慶鍍鋅鋼管現貨直供、德宏鍍鋅鋼管質量檢測、麗江鍍鋅鋼管根據要求定制、西雙版納鍍鋅鋼管精品選購、紅河鍍鋅鋼管精心打造、臨滄鍍鋅鋼管打造行業品質、昆明鍍鋅鋼管的簡單介紹、玉溪鍍鋅鋼管專注生產N年等,滿足不同場景需求。正大襯塑鋼管正大襯塑鋼管,利達管道科技(大理市分公司)專業從事正大襯塑鋼管正大襯塑鋼管,聯系人:賈經理,電話:【0527-88266888】、【17768165506】,以下是正大襯塑鋼管正大襯塑鋼管的詳細頁面。 云南省,大理白族自治州 大理白族自治州有風景名勝旅游點區達130多處,佛教圣地雞足山、道教名山巍寶山、石窟瑰寶石寶山和高原明珠洱海,蒼山洱海是風景名勝區,“蒼山自然與南詔文化遺存”是自然文化雙遺產。自治州首府大理是批24座歷史文化名城之一,集歷史文化名城、風景名勝區、自然保護區、中國旅游城市、中國魅力城市、地質公園、中國十佳旅游休閑城市、中國休閑旅游目的地、中國文化名城等桂冠于一身。
一分鐘,了解產品的全部魅力!觀看我們的正大襯塑鋼管正大襯塑鋼管產品視頻,為您的購買決策提供有力支持。以下是:云南大理正大襯塑鋼管正大襯塑鋼管的圖文介紹
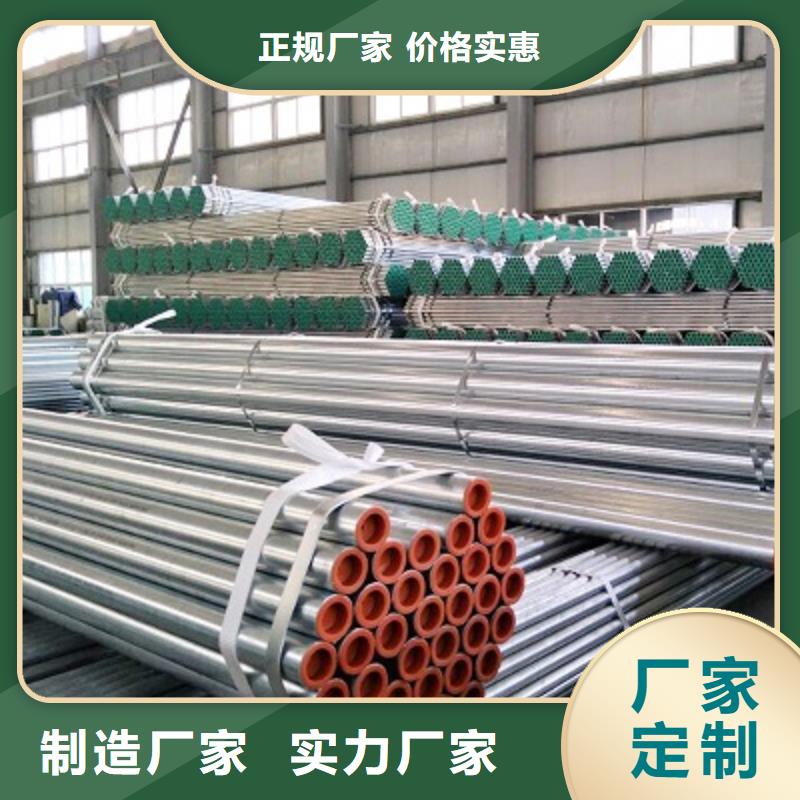
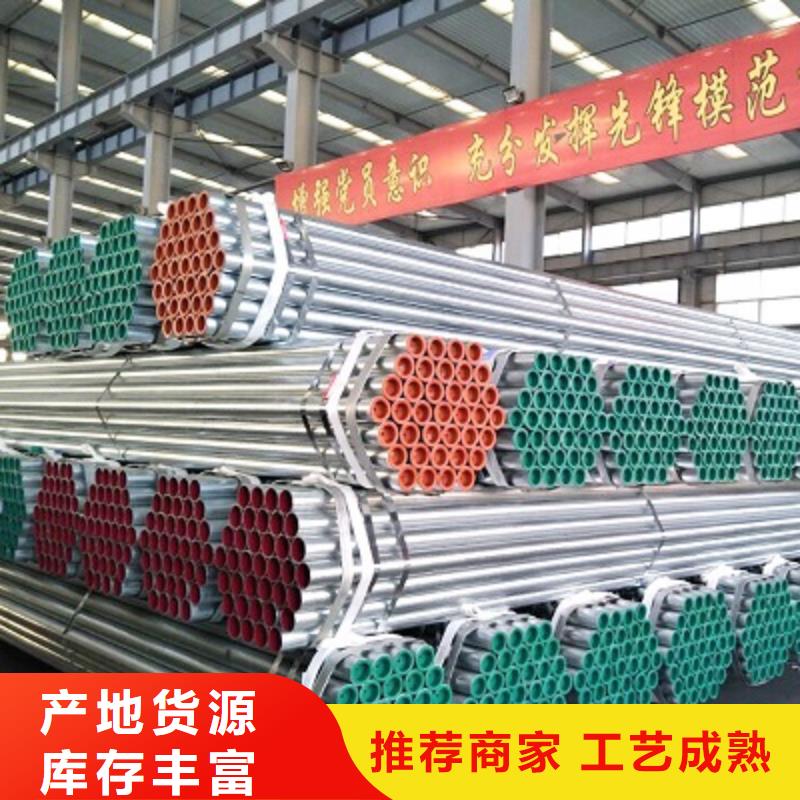
襯塑鋼管,襯塑鋼管是以鍍鋅鋼管、無縫鋼管、焊接鋼管為基管,內壁去除焊筋后,襯入與鍍鋅管內等徑的食品級聚乙烯(PE)管材,聚乙烯襯層厚度要求符合CJ/T136-2007標準,后加壓加熱一定時間后成型,是傳統鍍鋅管的升級型產品,眾所周知,鋼鐵的腐蝕是非常普遍的,由此帶來的經濟損失是巨大的。我們知道鋼鐵的腐蝕主要是由于電化學腐蝕,塑料的腐蝕老化主要是化學腐蝕以及紫外線照射而引起的,內筋嵌入式襯塑鋼管由于內層塑料管由外層金屬管庇護,徹底了塑料腐蝕老化的成因,使塑料管具有經久耐用的性能。而外層金屬管的保護卻要困難得多。連接方式有:法蘭連接、溝槽連接、絲扣連接。執行標準:GB/T28897-2012鋼塑復合管,CJ136-2007。
云南大理利達管道科技有限公司十分重視質量管理,建立了完善,持續,檢測體系。多年來以建立起了完善的銷售網絡,有著豐富實踐經驗高素質的技術人員組成的銷售和技術服務隊伍,隨時竭誠為廣大用戶服務;將負責有關 鍍鋅鋼管產品的技術服務,技術咨詢,銷售,此外還可以根據用戶的要求定制,設計,制造各種非標準 鍍鋅鋼管產品。
持續完善,不斷創新,喜有沃不銹鋼將繼續發展 鍍鋅鋼管產品和服務優勢,提高企業市場競爭力,增強客戶對企業和產品的信心.實現讓中國的 鍍鋅鋼管名揚世界的目標.
一般來說鋼塑復合管中的鋼管部分為非標管,厚度較薄,大管徑采用絲接肯定不行,法蘭連接還是比較保險的。當然溝槽連接也可以。如果是管道安裝,DN100以上(含100)采用卡箍(即溝槽)連接,相對于鋼塑復合管的造價應該不算貴,但其管件用在飲用水或生活給水上必須熱鍍鋅,同時內壁涂塑(有衛生許可證達到衛生標準的),連接件的襯墊必須為食品級硅橡膠。如果是設備接口安裝將管道的開口整體預制好(同時壓好槽),然后進行整體熱鍍鋅和內壁涂塑(無法進行襯塑)。采用卡箍(即溝槽)連接管道嚴密性較好,試壓基本無滲漏,較好的保證了施工質量。一般小于等于DN70的采用螺紋連接,大于DN70的采用溝槽連接(卡箍連接)。注意要用鋼塑管廠家機械,不要破壞塑料層。法蘭連接一般用在大口徑的多。應該都是專用的配套管件,一般是法蘭連接和羅紋連接, 鋼塑復合管管道 生產廠家有配套的專業管件;還應該按照設計要求的連接方法連接,螺紋連接較經濟。 鋼塑復合管特點:(一)。高機械強度、高延伸性;(二)連接性能好,確保無滲漏;(三).復合管端面特殊密封;(四)。傳統工藝安裝,便於推廣;(五)衛生性能好,可輸送凈水;(六)耐高溫,可輸送熱水、沸水;(七).不會老化,使用壽命長;(八)低溫脆性好,膨脹系數小;(十)價格低廉 鋼塑復合管或內復不銹鋼凈水管是在外層鋼管內襯以聚乙烯塑料管或薄壁不銹鋼管,這樣降低了制造成本,又確保了厚度以保證強度,使安裝鋼塑復合管和不銹鋼內復合鍍鋅鋼管的費用同聚丙烯PP-R管差不多,接近鋁塑復合管,大大低於純不銹鋼管和純銅管。
今年在云南省大理市購買正大襯塑鋼管正大襯塑鋼管有了新選擇,利達管道科技(大理市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的正大襯塑鋼管正大襯塑鋼管產品。如需購買或咨詢,請隨時聯系我們,聯系人:賈經理-【17768165506】,地址:天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1。










