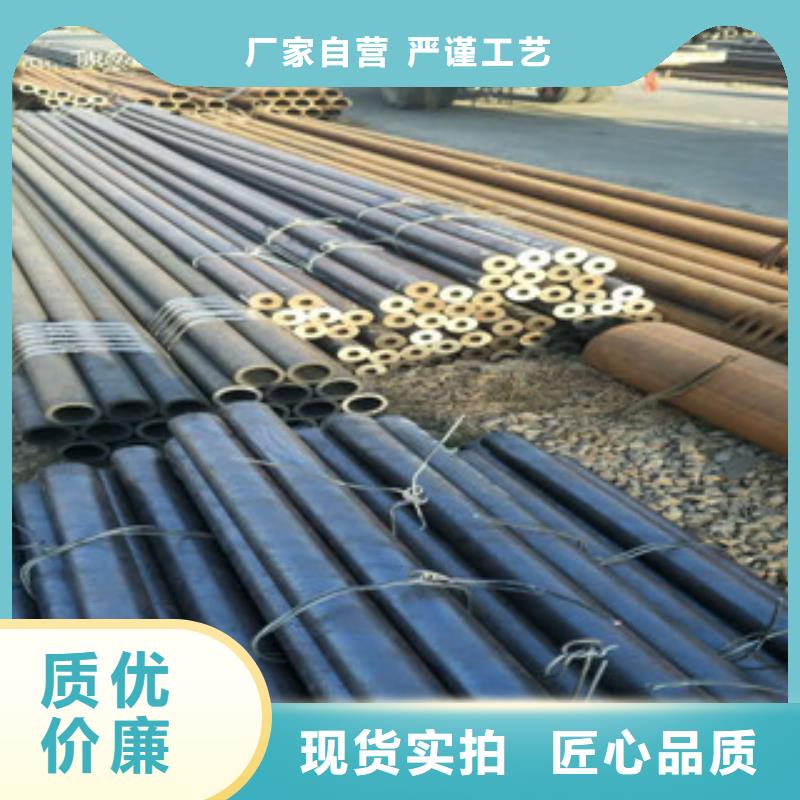


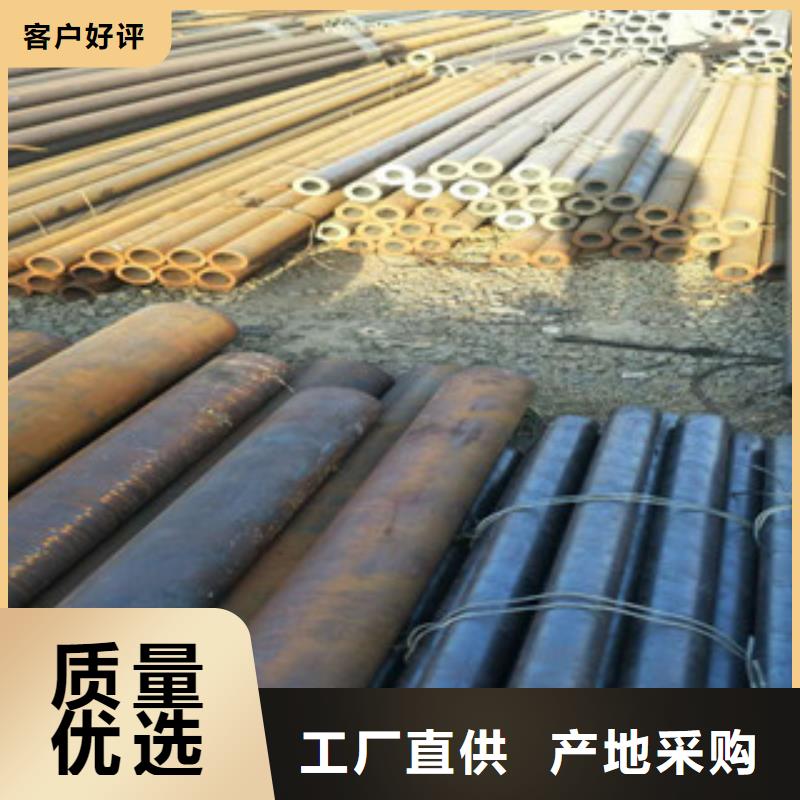
以下是:貴州省畢節市優質的無縫管供應商的產品參數
品名 無縫鋼管 厚壁無縫管 材質 齊全 性能 保證 廠家 山東 工藝 熱軋 冷拔 可定制 是 范圍 優質的無縫管供應范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣等區域。 【凱弘】為您提供納雍鋼板多種場景適用、七星關鋼板通過檢測、安順鋼板支持批發零售、黔東南鋼板用途廣泛、銅仁鋼板廠家直發、六盤水鋼板產地批發、貴陽鋼板價格公道合理、黔西南鋼板規格型號全、黔南鋼板就近發貨等多元產品與服務。優質的無縫管供應商,凱弘進出口(畢節市分公司)為您提供優質的無縫管供應商的資訊,聯系人:楊經理,電話:【18762195566】、【18762195566】。 貴州省,畢節市 畢節市,別稱畢城,貴州省轄地級市,位于貴州省西北部,扼川滇黔三省交通要沖,介于北緯26°21′~27°46′,東經103°36′~106°43′之間,屬亞熱帶季風濕潤氣候,夏無酷暑,冬無嚴寒,總面積2.69萬平方千米。截至2022年末,畢節市常住人口681.59萬人。截至2023年4月,畢節市轄1個區、6個縣,代管1個縣級市,市人民政府駐七星關區碧陽大道518號。
為了給您提供更的優質的無縫管供應商產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。
以下是:貴州畢節優質的無縫管供應商的圖文介紹貴州畢節凱弘進出口有限公司在 鋼板領域有豐富的生產經驗和人才、技術、管理優勢,公司匯聚了 鋼板行業內具有高素質的專業技術員工,為用戶提供 鋼板設計制造、安裝調試和技術操作培訓。您的滿意是我們心愿,我們秉承這一理念,不斷努力自己的軟硬件實力,為廣大新老客戶提供更可靠 鋼板產品和服務。
預熱溫度:由于Q345鋼的Ceq>0.45%,在焊接前應進行預熱,預熱溫度T0=100-150℃,層間溫度Ti≤400℃。 焊后熱處理參數:為了降低焊接殘余應力,減小焊縫中的氫含量,改善焊縫的金屬組織和性能,在焊后應對焊縫進行熱處理。熱處理溫度為:600-640℃,恒溫時間為2小時(板厚40mm時),升降溫速度為125℃/h 。
現場焊接順序 焊前預熱在翼緣板焊接前,首先對翼緣板進行預熱,恒溫30分鐘后開始焊接。 焊接的預熱、層間溫度、熱處理由熱處理控溫柜自動控制,采用遠紅外履帶式加熱爐片,微電腦自動設定曲線和記錄曲線,熱電偶測量溫度。預熱時熱電偶的測點距離坡口邊緣15mm-20mm。
對外徑不小于351mm 的熱擴管,壁厚允許偏差為±18%鋼管在經過微張力減徑機定徑時,由于金屬的橫向變形(沿徑向流動)導致鋼管管壁不均勻增厚,使其橫截面的內孔呈“六方形”,俗稱“內六方”。“內六方”是金屬橫向不均勻變形的結果,也是鋼管壁厚不均勻的一種特殊表現形式。聊城凱弘進出口有限責任公司()生產的熱軋鋼管,軋機單機架減徑率為3.5%,平均張力系數小于0.48,采用微張力軋制,三輥式十四架兩電機集中差速傳動微張力減徑機定徑,能使鋼管的直徑和壁厚達到終成品尺寸。但這套設備在軋制小直徑的厚壁鋼管時,易出現“內六方”缺陷J,嚴重影響壁厚和內徑精度,本工作主要通過調整減徑率和修改減徑機孑L型參數,制定的生產工藝能有效降低“內六方”缺陷。
焊接施工流程坡口準備→點固焊→預熱→里口施焊→背部清根(碳弧氣刨)→外口施焊 →里口施焊→自檢/專檢→焊后熱處理→無損檢驗(焊縫質量一級合格)焊接工藝參數的選擇通過對Q345鋼的焊接性分析,制定措施如下:焊接材料的選用由于Q345鋼的冷裂紋傾向較大,應選用低氫型的焊接材料,同時考慮到焊接接頭應與母材等強的原則,選用E5015 (J507)型電焊條。
焊接電流:為了避免焊縫組織粗大,造成沖擊韌性下降,必須采用小規范焊接。具體措施為:選用小直徑焊條、窄焊道、薄焊層、多層多道的焊接工藝(焊接順序如圖一所示)。焊道的寬度不大于焊條的3倍,焊層厚度不大于5mm。層至第三層采用Ф3.2電焊條,焊接電流100-130A;第四層至第六層采用Ф4.0的電焊條,焊接電流120-180A。
您是想要在貴州省畢節市采購高質量的優質的無縫管供應商產品嗎?凱弘進出口(畢節市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的優質的無縫管供應商產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:楊經理-【18762195566】,地址:《南環百億物流》。











