| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 36000/臺(tái) |
| 發(fā)貨期限 | 3 |
| 供貨總量 | 99 |
| 運(yùn)費(fèi)說(shuō)明 | 物流/專車 |
| 小起訂 | 1 |
| 質(zhì)量等級(jí) | 優(yōu) |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 河南建貿(mào) |
| 發(fā)貨城市 | 河南許昌 |
| 產(chǎn)品產(chǎn)地 | 河南許昌 |
| 加工定制 | 是 |
| 產(chǎn)品型號(hào) | RLJ-3000 |
| 可售賣地 | 全國(guó) |
| 產(chǎn)品重量 | 3500kg |
| 產(chǎn)品顏色 | 可定制 |
| 品牌 | 河南建貿(mào) |
| 型號(hào) | RLJ-3000 |
| 加工范圍 | 400-3000 |
| 安裝尺寸 | 16M*5M |
| 整機(jī)質(zhì)量 | 3500KG |
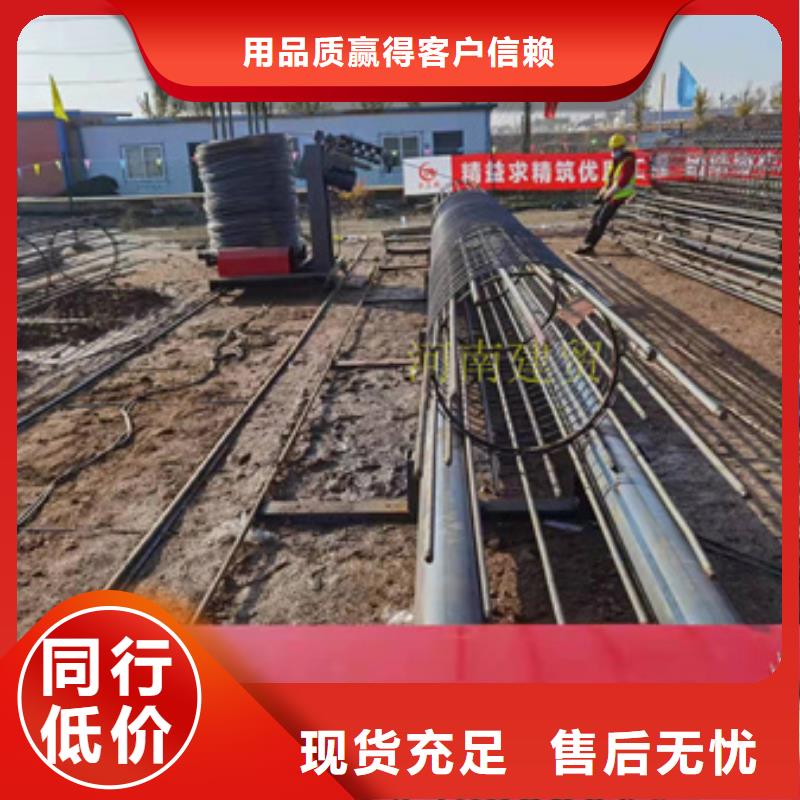
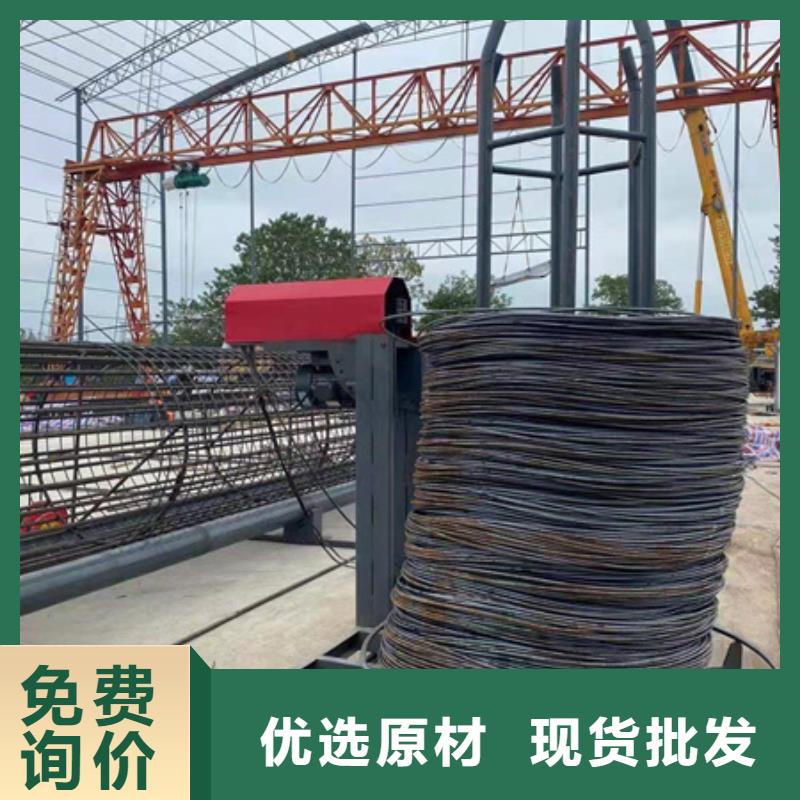
| 名稱 | 鋼筋籠繞筋機(jī) |
| 范圍 | 優(yōu)選:鋼筋籠繞絲機(jī)供應(yīng)范圍覆蓋遼寧省、沈陽(yáng)市、大連市、鞍山市、撫順市、本溪市、丹東市、錦州市、營(yíng)口市、阜新市、遼陽(yáng)市、盤錦市、鐵嶺市、朝陽(yáng)市、葫蘆島市 溪湖區(qū)、明山區(qū)、南芬區(qū)等區(qū)域。 |
圓盤用于纏繞筋存放,繞筋通過(guò)放線器連接于骨架,骨架旋轉(zhuǎn)、小車直行,纏繞筋拉動(dòng)圓盤自行轉(zhuǎn)動(dòng)。調(diào)速;按繞筋間距要求的10倍在車輪下方做記號(hào),數(shù)鋼筋籠轉(zhuǎn)10圈整,測(cè)量小車行走距離,變頻調(diào)速至接近該數(shù)值為宜,并記住變頻調(diào)定值備用。鋼筋籠繞筋機(jī)免費(fèi)教學(xué)工程機(jī)械備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,數(shù)控鋼筋籠繞筋機(jī)將一根主筋抬放于膠輥長(zhǎng)度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬第二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待第二根主筋或多根主筋焊完后,主筋下行。自動(dòng)行走機(jī)構(gòu)1套,伺服驅(qū)動(dòng),高精齒輪齒條嚙合傳動(dòng),確保鋼筋長(zhǎng)度。電控1臺(tái),PLC控制。人機(jī)界面(屏)立式操作臺(tái);程序?qū)嵱谩⒁讓W(xué),適合工地工人現(xiàn)場(chǎng)作業(yè)空壓機(jī)1臺(tái),隨機(jī)工具及說(shuō)明書(shū)1套。遵循公司和業(yè)主多次傳達(dá)的在施工中大力引進(jìn)新工藝、新技術(shù)、新設(shè)備以建設(shè)施工水平及效率的思想要求,數(shù)控鋼筋籠繞筋機(jī)我部結(jié)合在實(shí)際應(yīng)用中總結(jié)出的,提出該機(jī)有率、高和成本的三個(gè)特點(diǎn)
選:本溪鋼筋籠繞絲機(jī)生產(chǎn)廠家")
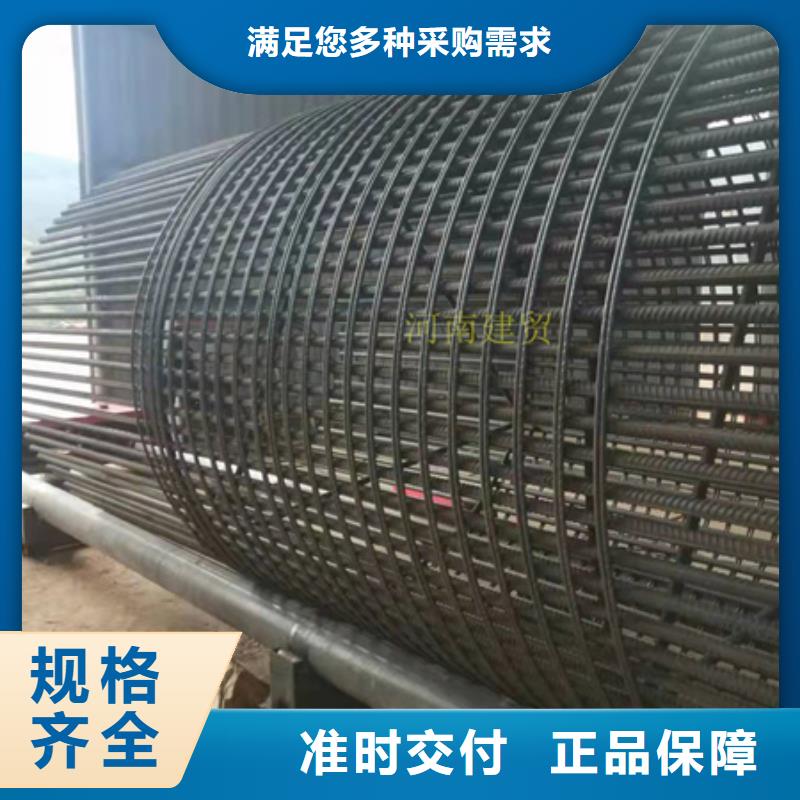
該工法集主筋、盤圓調(diào)直、箍筋纏繞及二氧化碳保護(hù)焊、整體成型于一體,數(shù)控操作。鋼筋籠的主筋通過(guò)人工穿過(guò)固定旋轉(zhuǎn)盤相應(yīng)模板園孔至移動(dòng)旋轉(zhuǎn)盤的相應(yīng)孔中進(jìn)行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過(guò)固定旋轉(zhuǎn)盤及移動(dòng)旋轉(zhuǎn)盤轉(zhuǎn)動(dòng)把繞筋纏繞在主筋上(移動(dòng)盤是一邊旋轉(zhuǎn)一邊后移),同時(shí)進(jìn)行焊接,從而形成產(chǎn)品鋼筋籠。數(shù)控鋼筋籠繞筋機(jī)維護(hù)在電源切斷的情況下進(jìn)行重新緊固鋼筋籠滾焊機(jī)是將鋼筋矯直、彎曲成型、滾焊成型有機(jī)的結(jié)合在一起,使得鋼筋籠的加工基本上實(shí)現(xiàn)機(jī)械化和自動(dòng)化,減少了各個(gè)環(huán)節(jié)間的工藝時(shí)間和配合偏差,大大提高了鋼筋籠成型的質(zhì)量和效率,為施工單位創(chuàng)造良好的經(jīng)濟(jì)效益和社會(huì)效益,是今后鋼筋籠加工的發(fā)展方向.利用冷鐓的原理使鋼筋端頭塑性變形,直徑增大4~6mm,然后再加工螺紋。使加工螺紋后的實(shí)際截面積大于原鋼筋截面積,大大接頭的抗拉強(qiáng)度。這種鐓粗后的螺紋接頭經(jīng)拉伸實(shí)驗(yàn)檢測(cè)全部斷于母材,適用于要求較高的工程(1)操作簡(jiǎn)單,液壓電氣控制,不需要專業(yè)技工,培訓(xùn)十分鐘即可開(kāi)機(jī)操作;(2)將鋼筋端部截面積擴(kuò)大15-20%,使加工成螺紋的底徑不小于鋼筋母材直徑,完全發(fā)揮抗拉強(qiáng)度。(3)生產(chǎn)效率高,每臺(tái)班可鐓粗300-500個(gè)頭;(4)加工鋼筋范圍廣,可加工符合gb1499或bs4449(cs2)標(biāo)準(zhǔn)的ф16-ф50各種規(guī)格的鋼筋。(5)設(shè)備故障率小,無(wú)易損零配件,施工成本底。(6)環(huán)保、,不受及氣候影響
選:本溪鋼筋籠繞絲機(jī)生產(chǎn)廠家") <本溪>建貿(mào)機(jī)械設(shè)備有限公司
優(yōu)選:本溪鋼筋籠繞絲機(jī)生產(chǎn)廠家
<本溪>建貿(mào)機(jī)械設(shè)備有限公司
優(yōu)選:本溪鋼筋籠繞絲機(jī)生產(chǎn)廠家
簡(jiǎn)單使用1.自動(dòng)化程度高。采用計(jì)算機(jī)控制、屏進(jìn)行操作,速度、行走速度均為無(wú)級(jí)可調(diào),加配自動(dòng)焊接手,可實(shí)現(xiàn)自動(dòng)焊接。2.焊接速度快。采用自動(dòng)焊接手,1-2秒即可焊接一個(gè)焊點(diǎn)。相對(duì)人工,加工效率3至4倍。3.。焊點(diǎn)可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續(xù)的快速對(duì)接提供了基礎(chǔ)。4.勞動(dòng)強(qiáng)度低。只需2-3人即可完成設(shè)備整體操作,在生產(chǎn)大直徑鋼筋籠時(shí)優(yōu)勢(shì)尤為顯著。自動(dòng)鋼筋籠繞筋機(jī)5.操作簡(jiǎn)單。工人通過(guò)簡(jiǎn)單培訓(xùn)即可上崗。6.適應(yīng)能力強(qiáng)。適用于主筋直徑12mm-50mm鋼筋籠的焊接,在焊接中箍盤間距可自動(dòng)。7.根據(jù)需要,可定制有“雙主筋””或“對(duì)焊”主筋的鋼筋籠設(shè)備解決了鋼筋籠滾焊機(jī)不容易同時(shí)雙盤筋同時(shí)纏繞問(wèn)題鋼筋籠繞筋機(jī)所有生產(chǎn)材料嚴(yán)格使標(biāo)準(zhǔn)鋼材,研發(fā)生產(chǎn)嚴(yán)謹(jǐn),故障率遠(yuǎn)低于行業(yè)平均水平,本司鄭重承諾繞筋機(jī)整機(jī)質(zhì)保一月,不止要把好產(chǎn)品售去,還要給客戶提供優(yōu)質(zhì)產(chǎn)品賣出后服務(wù),時(shí)間為客戶安裝設(shè)備,時(shí)間為客戶解決問(wèn)題。使用參數(shù):1、型號(hào);JMRLJ-3000(按基本型配置)2、加工范圍;鋼筋籠直徑φ600---φ3000mm長(zhǎng)度12m(可以加長(zhǎng))3、繞筋線速;0---15.4m/min(i=59*1.25=73.75)4、小車速度;0---1.38m/min(i=593)5,膠輥電機(jī);Y90L-4功率4kw6、小車電機(jī);Y90L-4功率1.5kw7、整機(jī)質(zhì)?量;3500kg8、外形尺寸;主機(jī)13m*1.8m*0.8m?小車?15m*1.3m*1.5m9、安裝尺寸;16M*4M需要在設(shè)備上制作骨架時(shí)(人員少,工作量不足,無(wú)機(jī)械連接、單節(jié)鋼筋籠等情況),可按人工制作生產(chǎn),利用膠輥帶動(dòng)骨架轉(zhuǎn)動(dòng),可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將*一根主筋抬放于膠輥長(zhǎng)度上方,好起始尺寸,箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。設(shè)備、價(jià)格合理
選:本溪鋼筋籠繞絲機(jī)生產(chǎn)廠家") 數(shù)控鋼筋彎曲中心自動(dòng)化水平高,且適用范圍廣,具有鋼筋籠直徑可調(diào),主筋根數(shù)可調(diào),箍筋間距可調(diào),電機(jī)轉(zhuǎn)速可調(diào)特性。
整機(jī)采用先進(jìn)的模塊化設(shè)計(jì)思想,可便當(dāng)?shù)夭鹧b組合,控制界面友好,操作簡(jiǎn)雙方便,轉(zhuǎn)運(yùn)便當(dāng)。關(guān)鍵零部件,采用高規(guī)格消費(fèi)規(guī)范,減少設(shè)備毛病率,降低運(yùn)用本錢。數(shù)控鋼筋彎曲中心對(duì)場(chǎng)地順應(yīng)性強(qiáng),可依據(jù)場(chǎng)地大小、鋼筋籠長(zhǎng)度合理布置設(shè)備。
數(shù)控鋼筋彎曲中心自動(dòng)化水平高,且適用范圍廣,具有鋼筋籠直徑可調(diào),主筋根數(shù)可調(diào),箍筋間距可調(diào),電機(jī)轉(zhuǎn)速可調(diào)特性。
整機(jī)采用先進(jìn)的模塊化設(shè)計(jì)思想,可便當(dāng)?shù)夭鹧b組合,控制界面友好,操作簡(jiǎn)雙方便,轉(zhuǎn)運(yùn)便當(dāng)。關(guān)鍵零部件,采用高規(guī)格消費(fèi)規(guī)范,減少設(shè)備毛病率,降低運(yùn)用本錢。數(shù)控鋼筋彎曲中心對(duì)場(chǎng)地順應(yīng)性強(qiáng),可依據(jù)場(chǎng)地大小、鋼筋籠長(zhǎng)度合理布置設(shè)備。
選:本溪鋼筋籠繞絲機(jī)生產(chǎn)廠家")
全自動(dòng)數(shù)控鋼筋籠繞筋機(jī)價(jià)格工法特點(diǎn)鋼筋籠繞筋機(jī)的使用說(shuō)明:1.備齊一節(jié)鋼筋籠所需箍筋按位置平放兩膠輥上,將一根主筋抬放于膠輥長(zhǎng)度上方,調(diào)整好起始尺寸,豎直箍筋,主筋靠著箍筋單面施焊,待主筋轉(zhuǎn)至上方再補(bǔ)焊。2.焊完一節(jié)主、箍筋,低速轉(zhuǎn)動(dòng)膠輥,抬第二根主筋準(zhǔn)備焊接。此時(shí)按選定生產(chǎn)工藝確定旋轉(zhuǎn)方向,采用卡具(比子)制作骨架時(shí),待第二根主筋或多根主筋焊完后,主筋下行。若采用掛鉤工藝則反向旋轉(zhuǎn),應(yīng)注意多根主筋焊好后有可能出現(xiàn)偏重,可將小車部分;車架、圓盤、放線器、軌道、行走輪、電機(jī)等組成。3.圓盤用于纏繞筋存放,繞筋通過(guò)放線器連接于骨架,骨架旋轉(zhuǎn)、小車直行,纏繞筋拉動(dòng)圓盤自行轉(zhuǎn)動(dòng)。4.調(diào)速;按繞筋間距要求的10倍在車輪下方做記號(hào),數(shù)鋼筋籠轉(zhuǎn)10圈整,測(cè)量小車行走距離,變頻調(diào)速至接近該數(shù)值為宜,并記住變頻調(diào)定值備用。也可直接在鋼筋籠上測(cè)量與調(diào)整要求的間距值。在主機(jī)速度確認(rèn)不變后,根據(jù)變頻器初始參數(shù)0-50均分并計(jì)算,可以快時(shí)間調(diào)到所需數(shù)值。確認(rèn)的一個(gè)或幾個(gè)數(shù)值記錄備用。場(chǎng)地足夠時(shí)可以不用小車上的圓盤,在一定距離上將盤圓材料后倒臥放,纏繞筋直接通過(guò)放線器進(jìn)行繞筋工作,也可以用調(diào)直機(jī)配合使用。主機(jī);含機(jī)架、底座、膠輥、傳動(dòng)系統(tǒng)等。鐵輥旋轉(zhuǎn)帶動(dòng)鋼筋籠轉(zhuǎn)動(dòng),按圖紙?jiān)O(shè)計(jì)間距,配合小車移動(dòng)纏繞箍筋成型。一般不建議在設(shè)備上進(jìn)行骨架制作,會(huì)影響生產(chǎn)線效率。需要在設(shè)備上制作骨架時(shí)(人員少,工作量不足,無(wú)機(jī)械連接、單節(jié)鋼筋籠等情況),可按人工制作方式生產(chǎn),利用膠輥帶動(dòng)骨架轉(zhuǎn)動(dòng),可完成全部主、箍筋焊接生產(chǎn)。完工的骨架不下設(shè)備,繼續(xù)進(jìn)行繞筋工作。還可在機(jī)器上點(diǎn)動(dòng)鋼筋籠,完成焊接保護(hù)塊的工作。機(jī)器上骨架制作過(guò)程;
機(jī)械設(shè)備(本溪市分公司)名片")