
以下是:河北省保定市可定制的方鋼供貨商的產品參數
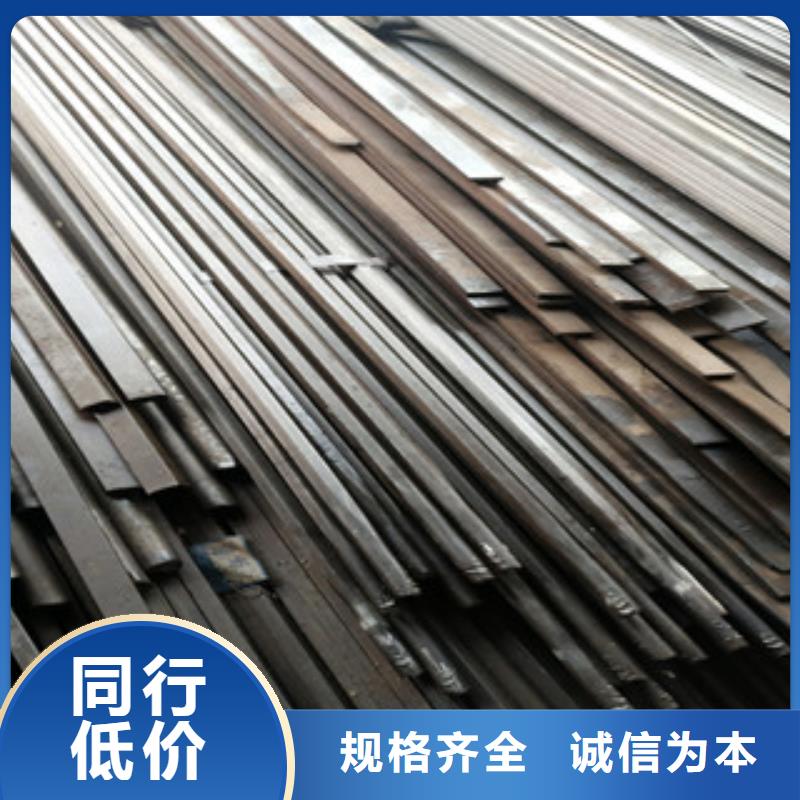
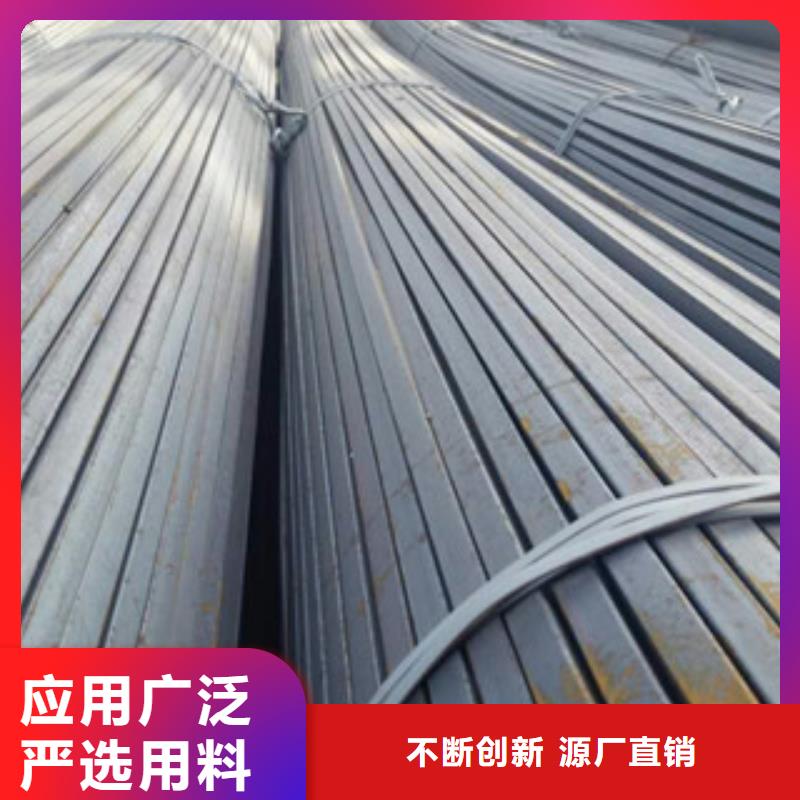
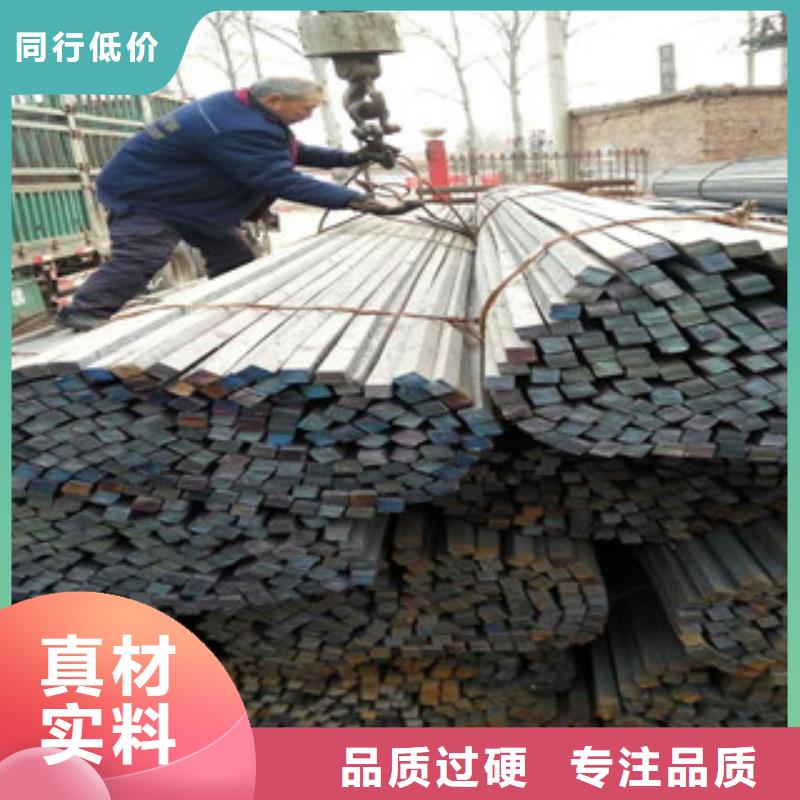
規格 6mm-200mm 熱軋 冷拔方鋼,熱軋方鋼 產地 唐鋼,天鐵 是否配送到廠 含稅到廠價格 范圍 的方鋼供貨商供應范圍覆蓋河北省、石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 競秀區、滿城區、清苑區、淶水縣、阜平縣、徐水區、定興縣、唐縣、高陽縣、容城縣、淶源縣、望都縣、安新縣、易縣、曲陽縣、蠡縣、順平縣、博野縣、雄縣、涿州市、定州市、安國市、高碑店市、蓮池區等區域。 【聚鑫美特】為您提供望都60si2mn圓鋼售后無憂、容城60si2mn圓鋼顏色尺寸款式定制、廊坊60si2mn圓鋼量大從優、張家口60si2mn圓鋼產地工廠、衡水60si2mn圓鋼廠家實力雄厚、承德60si2mn圓鋼品質不將就、邢臺60si2mn圓鋼優選廠商、秦皇島60si2mn圓鋼自營品質有保障、滄州60si2mn圓鋼專注生產N年等多元產品與服務。可定制的方鋼供貨商,聚鑫美特金屬材料銷售(保定市分公司)為您提供可定制的方鋼供貨商,聯系人:李欣,電話:【0527-88266222】、【17768165506】。 河北省,保定市 2022年,保定GDP為3880.3億元。(不含雄安新區及定州市)
我們的可定制的方鋼供貨商產品視頻已經準備好,它將為您呈現產品的完美細節,讓您為之驚嘆不已。
以下是:河北保定可定制的方鋼供貨商的圖文介紹
4340圓鋼的拋光步驟 4340圓鋼拋光的工藝-般用在壓鑄圓鋼上,-般的工藝流程是先用細銼刀將型面修光,然后再用粗油石將銼刀銼過的地方油光,將銼刀銼過的紋路磨去,然后再用細油石將粗油石油過的紋路磨去,再用細的金相砂紙將細油石油過的地方進行拋光。 隨著技術的發展,現在有了超聲波拋光機,效率也提高了,光潔度也提高了。 在4340圓鋼的加工中所說的拋光與其它行業中所要求的表面拋光有很大的不同,嚴格來說:4340圓鋼的拋光應該稱為鏡面加工。它不僅對拋光本身有很高的要求并且對表面平整度、光滑度以及幾何度也有很高的標準。表面拋光-般只要求獲得光亮的表面即可。鏡面加工的標準分為四級: 由于電解拋光、流體拋光等方法很難控制零件的幾何精度,而化學拋光、超聲波拋光、磁研磨拋光等到方法的表面質量又達不到要求,所以精密4340圓鋼的鏡面加工還是以機械拋光為主。 -、半精拋主要使用砂紙和煤油。砂紙的號數依次為:#400-#600-#800-#1000-#1200-#1500。實際上#1500砂紙只用適于淬硬4340圓鋼鋼(52HRC以上),而不適用于預硬鋼,因為這樣可能會導致預硬鋼件表面燒傷。 二、精拋主要使鉆石研磨膏。若通常的研磨順序是9um(#1800)-6um(#3000)-um(8000)。9um的鉆石研磨膏和拋光布輪可用來去除#1200和#1500號砂紙留下的發狀磨痕。接著用粘氈和鉆石研磨膏進行拋光,順序為1um(#14000)-1/2um(60000)-1/4um(#100000)。精度要求在1um以上(包括號1um)的拋光工藝在4340圓鋼的拋光則必須-個潔凈的空間。灰塵、煙霧,頭皮屑和口水沫都有可能報廢數個小時工作后得到的高精度拋光表面。 三、機械拋光基本程序,要想獲得高質量的拋光效果,重要的是要具備高質量的油石、砂紙和研磨膏等拋光工具和輔助品。重要的還有拋光的工作環境,要求是無塵車間。中山華氏撫順特鋼表示拋光程序的選擇取決于前期加工的表面狀況,如機械加工、電火花加工,磨加工等等。 四、機械拋光的-般過程如下:-、粗拋、精銑、電火花、磨等工藝后的表面可以選擇轉速在35000-40000rpm的旋轉表面拋光機或超聲波研磨機進行拋光。常用的方法有利用直徑3mm、WA#400的輪子去除白色電火花層。然后是手工油石研磨,條狀金剛砂油石加煤油作為潤滑劑或冷卻劑。-般的使用順序為#180-#240-#400-#600-#1000。許多4340圓鋼制造商為了節約時間而選擇從#400開始。
河北保定聚鑫美特金屬材料銷售有限公司將秉承“企業成功 、員工幸福 、回報社會”企業使命,憑借品牌、技術、市場、服務等強大實力,恪守“艱苦奮斗、務實、合作共贏”核心價值觀,全力打造一個 60si2mn圓鋼行業競爭優勢顯著、企業特色鮮明、社會尊重、員工自豪的優質企業。
30crmoa圓鋼吐絲不好的原因 30crmoa圓鋼在焊接時會產生吐絲不好的現象,把30crmoa圓鋼夾出來一段后,又會出現同樣的現象,造成這種現象的原因是: 送絲軟管老化,可以換個新的送絲軟管;送絲軟管里面30crmoa圓鋼上鍍銅掉落的渣堵塞,解決這一問題的辦法是拆掉焊槍和送絲機的兩端,用壓縮空氣吹一下送絲管;壓絲輪打滑,排除方法是更換壓絲輪;焊絲質量的問題,焊絲本身硬度過大,要更換其他品牌的焊絲試一下。 也可以在焊絲盤上面的焊絲上噴涂一些WD-40防銹潤滑劑起到潤滑送絲管的作用,同時把粘結在管上的雜質溶解掉。 30crmoa圓鋼因為是在管中送絲,所以,軟管對于焊絲而言是個非常重要的工具,平時也需要做好維護工作。
冷壓焊的主要焊接參數有:20crnimo圓鋼界面的表面狀態、塑性變形程度及焊接壓力。各參數對接頭質量的影響為: 20crnimo圓鋼冷壓焊的焊接參數 1、20crnimo圓鋼界面的表面狀態 冷壓焊工藝要求待焊界面的表面狀態良好。清潔度是指20crnimo圓鋼表面存在的金屬氧化膜和其他薄膜。金屬氧化膜會影響接頭質量。除了-些脆性金屬氧化膜在塑性變形量>65%的條件下允許保留外,都必須。而其他薄膜在擠壓過程中會延展成微小膜粒,無論多大的塑性變形量都難以將其徹底擠出界面,故務必要將其在焊前徹底。至于粗糙度,除非塑性變形量<25%,以及精密真空壓焊時要求待焊表面有較低粗糙度外,-般要求并不嚴格。 2、塑性變形程度 即實現冷壓焊所需要的放小變形量,是評價材料冷壓焊焊接性和控制焊接質量的關鍵參數。小變形量大小取決于材料的性質,如純鋁要求的變形程度小,鈦次之,表明它們的冷壓焊焊接性良好。焊接時的實際變形量要大于該材料的“變形程度”標稱值,但也不宜過大,因為會增加冷作硬化,使接頭韌性下降。 冷壓焊表示變形程度的方法與接頭形式有關。搭接接頭以壓縮率ε表示,系20crnimo圓鋼被壓縮的厚度與總厚度的%; 3、焊接壓力 焊接壓力是冷壓焊過程中唯-外加能量,通過模具傳遞到待焊處,使待焊處金屬產生塑性變形。焊接壓力既與所焊材料的強度及斷面積有關,也與模具的結構和尺寸有關:F=PS;式中F--焊接壓力(N);P--壓強(MPa);S--20crnimo圓鋼斷面積(mm2)。 冷壓焊過程中因塑性變形產生硬化和模具所產生的拘束力,使壓強大大增加,可超過母材強度許多。此外冷壓焊模具的結構和尺寸對焊接壓力影響很大,而且冷壓焊接頭所必須的變形程度也是由模具確定的,故模具在冷壓焊生產中起決定性作用。實際上只要模具選擇正確,20crnimo圓鋼表面特合要求,壓力充分,接頭的質量就能保證,與操作技巧關系并不大。
今年在河北省保定市購買可定制的方鋼供貨商有了新選擇,聚鑫美特金屬材料銷售(保定市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的可定制的方鋼供貨商產品。如需購買或咨詢,請隨時聯系我們,聯系人:李欣-【17768165506】,地址:天津醫藥醫療工業園。