
以下是:廊坊市安次區歡迎訪問#襯塑鋼管#實體廠家的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 名稱 襯塑復合管 材質 Q235B 執行標準 GB/T28897-2012 長度 6米 范圍 歡迎訪問#襯塑鋼管#供應范圍覆蓋河北省、廊坊市、安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市等區域。 【利達】為客戶提供多樣化產品,包括霸州鍍鋅鋼管免費詢價、大城鍍鋅鋼管精選貨源、廣陽鍍鋅鋼管認準大品牌廠家、香河鍍鋅鋼管不只是質量好等,適配多元場景需求。歡迎訪問#襯塑鋼管#實體廠家,利達管道科技(廊坊市安次區分公司)為您提供歡迎訪問#襯塑鋼管#實體廠家,聯系人:賈經理,電話:【0527-88266888】、【17768165506】。 河北省,廊坊市,安次區 2019年前三季度,安次區地區生產總值152.5億元,增長6%;社會消費品零售總額53.8億元,增長8%;城鄉居民人均可支配收入分別為32204元、13904元,增長8.8%、9%。
無需長篇大論,觀看歡迎訪問#襯塑鋼管#實體廠家視頻,讓你瞬間愛上我們的產品。以下是:歡迎訪問#襯塑鋼管#實體廠家的圖文介紹廊坊安次利達管道科技有限公司坐落于天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1,公司主要產品有 鍍鋅鋼管。公司自成立之處,即秉承客戶至上,質量至上,誠信為本”的宗旨,產品遍及各地。多年來,公司積j i倡導:以客戶為目的,以市場為導向,積j i開拓市場。公司憑借產品的質量、良好的信譽、優良的服務、合理的價格獲得了客戶的信賴和好評。實現了公司業務的長期發展。
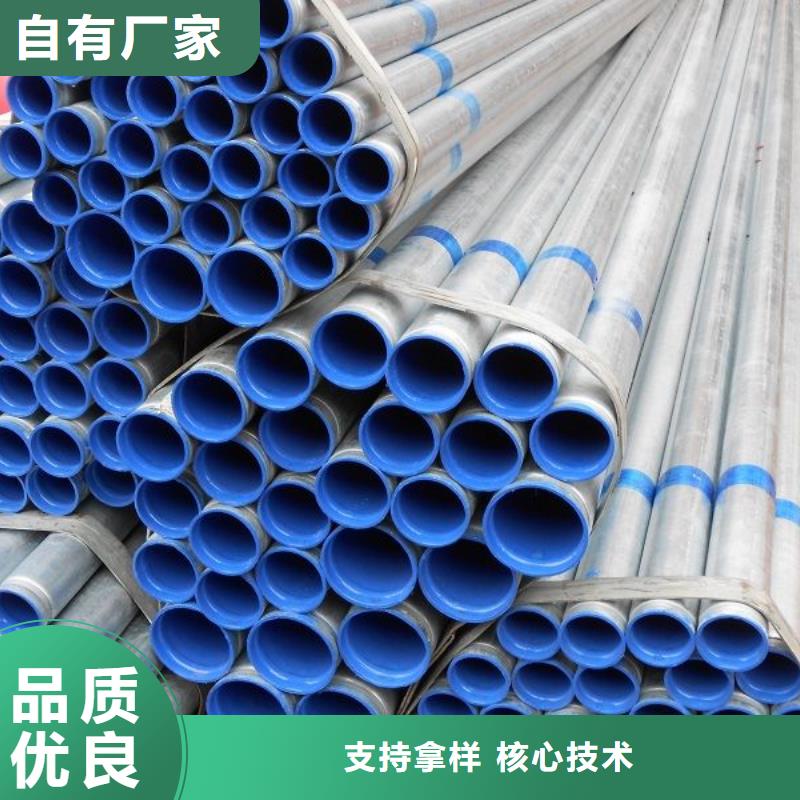
環氧樹脂復合鋼管是以鋼管為基管,以塑料粉末為涂層材料,在其內表面熔融涂敷上一層塑料層、在其外表面熔融涂敷上一層塑料層或其他材料防腐層的鋼塑復合產品。涂塑鋼管根據內涂層材料的不同分為聚乙烯涂層鋼管和環氧樹脂涂層鋼管。產品標記由涂塑復合鋼管代號、內涂層材料代號和公稱尺寸組成。給水襯塑復合鋼管是在鋼管內壁,按輸送介質的要求內襯塑乙烯、耐熱聚乙烯(PE-RT)、交聯聚乙烯(PE-X)、聚丙烯(PP-R)、硬聚氯乙烯(PVC)、氯化聚氯乙烯(PVC-C)等熱塑性塑料管制成。由于工藝的改進,有些產品增加了外覆塑層。產品按輸送水的溫度分為冷水用襯塑鋼管和熱水用襯塑鋼管。產品標記由襯塑鋼管代號、襯塑材料代號、公稱通徑組成。消費者在選購此類產品時,應該按實際需要盡量到大型商場大商店選擇信譽良好的產品。
psp鋼塑復合壓力管是我國近年來發展的一種新型管材。鋼塑復合壓力管是新型金屬與塑料復合的管材,以焊接鋼管為中間層,內外層為聚乙烯塑料,采用專用熱熔膠,通過擠出成型方法復合成一體的管材。此管材的縮寫為PSP鋼塑復合管。相對塑料管具有承壓高、抗沖擊力強等特點;內外層的塑料起到了防腐蝕作用,具有內壁光滑、耐化學腐蝕、無污染、流體阻力小、不結垢、不滋生微生物、流體不受二次污染等優點,使用壽命高達50年。 該管材克服了鋼管存在的易銹蝕、有污染、笨重、使用壽命短和塑料管存在的強度低、膨脹量大、易變形的缺陷,而又具有鋼管和塑料管的共同優點,如隔氧性好、有較高的剛性和較高的強度,埋地管容易探測等。
天津利達管道科技有限公司,鋼塑復合管,產品以無縫鋼管、焊接鋼管為基管,內壁涂裝高附著力、防腐、食品級衛生型的聚乙烯粉末涂料或環氧樹脂涂料。采用前處理、預熱、內涂裝、流平、后處理工藝制成的給水鍍鋅內涂塑復合鋼管,是傳統鍍鋅管的升級型產品,鋼塑復合管一般用螺紋連接。 襯塑鋼管,以鍍鋅無縫鋼管、焊接鋼管為基管,內壁去除焊筋后,襯入與鍍鋅管內等徑的食品級聚乙烯(PE)管材,聚乙烯襯層厚度要求符合CJ/T136-2007標準,后加壓加熱一定時間后成型,是傳統鍍鋅管的升級型產品。
但是水于0℃以下就會凝固成冰,從而達不到用水的目的,因此在行業中有保溫的一些規范,使管路中水的溫度一直保持在0℃以上,以保持流體的可流動性,熱水一般用于采暖,淋浴,水溫通常為75℃以下,溫度可達為95℃左右。
選購歡迎訪問#襯塑鋼管#實體廠家來廊坊市安次區找利達管道科技(廊坊市安次區分公司),我們是廠家直銷,產品型號齊全,確保您購買的每一件產品都符合高標準的質量要求,選擇我們就是選擇品質與服務的雙重保障。聯系人:賈經理-【17768165506】,地址:[天津西青區中北鎮萬卉路南段西側華亭麗園三區31-2-802-1]。










