
以下是:廊坊市安次區絎磨管支持非標定制的產品參數
產品參數 產品價格 電議 發貨期限 電議 供貨總量 電議 運費說明 電議 產地 聊城 品牌 九冶 類型 絎磨管 可定制 是 顏色 金屬色 范圍 絎磨管供應范圍覆蓋河北省、廊坊市、安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市等區域。 【九冶】為您提供霸州絎磨管實體誠信經營、香河絎磨管應用廣泛、固安絎磨管質量優選、文安絎磨管高品質現貨銷售、大城絎磨管細節嚴格凸顯品質等多元產品與服務。絎磨管支持非標定制,九冶管業(廊坊市安次區分公司)lcjy851-6為您提供絎磨管支持非標定制的資訊,聯系人:李經理,供應服務范圍覆蓋河北省、廊坊市、安次區、廣陽區、固安縣、永清縣、香河縣、大城縣、文安縣、霸州市、三河市。 河北省,廊坊市,安次區 2019年前三季度,安次區地區生產總值152.5億元,增長6%;社會消費品零售總額53.8億元,增長8%;城鄉居民人均可支配收入分別為32204元、13904元,增長8.8%、9%。
為了給您提供更的絎磨管支持非標定制產品信息,我們上傳了的產品視頻。請花幾分鐘時間觀看,您會發現更多驚喜。以下是:廊坊安次絎磨管支持非標定制的圖文介紹廊坊安次九冶管業有限公司經營理念:誠信為本,實力優先,全心全意為客戶。公司重管理,講效率,向規模經濟要效益,為嚴格公司紀律明確責任,提高工作效率引進了當前先進的管理體系,完善了 絎磨管生產各項規章制度,企業要發展,人才是關鍵,公司謀求長遠發展,建立并完善了人才資源庫,努力做到讓所有員工人盡其才,才盡其用,讓其在本崗位上發揮特長,盡忠職守。
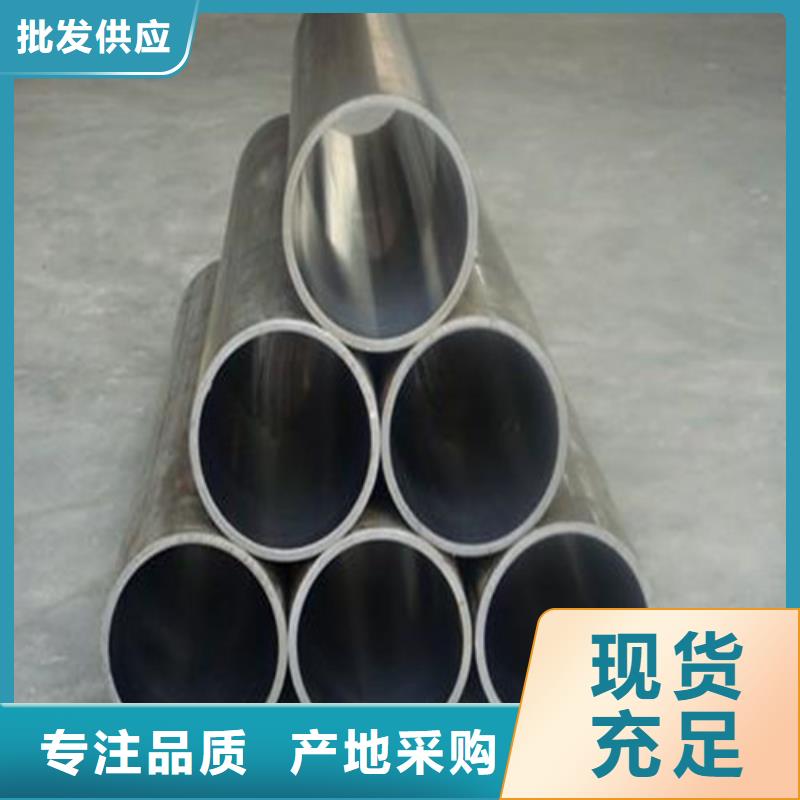
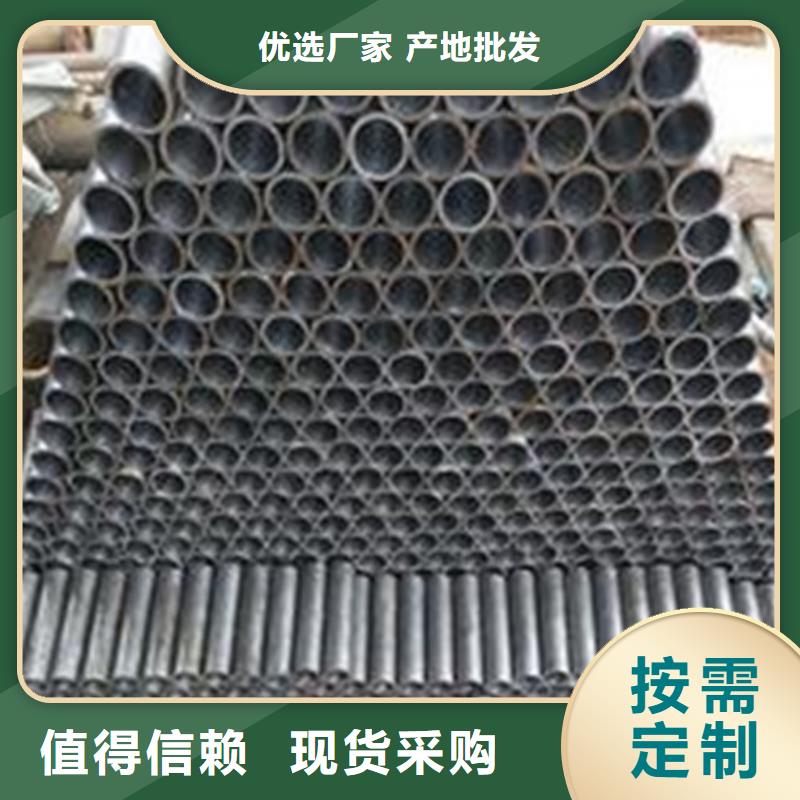
目前公司生產品種規格為:內徑直徑30mm—300mm,壁厚為2mm—40mm。技術條件為:內孔精度H5—H10.內孔粗糙度Ra≤0.63um,直線度≤0.3mm/m。鋼號是20#—45#、16Mn, 27SiMn及部分低合金鋼.標準GB8713-88。 絎磨生產主要設備:350噸全液壓預應力高精度冷拔機和150噸各1臺,拔機大行程12米,大拔制力為350噸。并有立式珩磨機2臺,臥式珩磨機2臺。
產品主要用途:液壓、汽動缸筒;液壓管線;旋壓、紡織以及印刷機械用管;汽車減震器用管;軸套管;活塞桿以及精密合金鋼管。根據客戶的要求還可提供:定尺管、珩磨管以及特殊熱處理管等。厚壁珩磨管制造品質規定留意的要點1、規格精密度和外觀設計厚壁珩磨管的幾何圖形規格主要包含無縫鋼管的直徑、壁厚、橢圓形度、長短、彎折度、管內孔切傾斜度、焊縫視角和鈍邊,異性朋友無縫鋼管的截面規格等。2、工藝性能規范中要求了厚壁珩磨管的“表面光潔”的規定。3、淬火?淬火在全部的冷拔管制造中是十分關鍵的工藝流程,淬火品質的優劣既危害無縫鋼管的特性也危害氧化鐵皮的。普遍的缺點有:裂痕、發紋、內折、外折、軋破、內直道、外直道、離層、結痂、凹痕、凸包、麻坑(表面)、劃傷(擦破)、內螺旋式道、外螺旋式道、青線、矯凹、輥印等。在其中裂痕、內折、外折、軋破、離層、結痂、凹痕、凸包校線風險缺點;無縫鋼管的表面、青線、擦破、輕度的內外直道、輕度的內外螺旋式、矯凹、輥印為一般性缺點。
上述這些問題都是關于珩磨管的,給出具體答案好讓大家通過學習,來清楚明白,有正確認識,這樣,也可以避免出錯,進而,在產品的使用及利用上,其使用效果。珩磨管,就是經過絎磨加工的無縫鋼管。珩磨是一種機械加工工藝,通過珩磨頭對冷拔管內孔進行往復高速磨加工工藝加工,使內孔達到我們所需要的公差尺寸及表面粗糙度要求。根據客戶要求珩磨加工,能達到公差范圍(如H7,H8,H9等),粗糙度能達到Ra0.4,橢圓度達到3~5絲范圍內,長度長能到8m。珩磨管采用滾壓加工,由于表面層留有表面殘余壓應力,可以幫助于表面微小裂紋的封閉,阻止侵蝕作用的擴展。從而增加表面抗腐蝕能力,并能減小疲勞裂紋的產生或擴大,因而增加珩磨管疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的性和塑性變形,滾壓后,表面粗糙度值的減小,可增加配合性質缸筒是液壓缸的主體,其內孔一般采用鏜削、鉸孔、滾壓或珩磨管等精密加工工藝制造(又稱冷拔管,珩磨管),使活塞及其密封件、支承件能順利滑動,從而保證密封效果,減少磨損
液壓油缸缸筒要承受很大的液壓力,因此,應有足夠的強度和剛度。 端蓋在缸筒的兩端,與缸筒形成密閉油腔,因此,端蓋及其連接件都應有足夠的強度。設計時既要考慮強度,又要選擇工藝性較好的結構形式。導向套對活塞或柱塞起導向和支承作用,有些液壓缸不設導向套,直接用端蓋孔導向,這種結構簡單,但磨損后必須更換端蓋珩磨管是選用精密無縫鋼管制造機械結構或液壓設備等,精密鋼管通過冷拔或冷軋處理后的一種高精密的無縫鋼管。由于珩磨管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓產品。珩磨管的敷設排列和走向應整齊一致,層次分明,盡量采用水平或垂直布管,水平管道的不平行度應≤2/1000;垂直管道的不垂直度應≤2/400。用水平儀檢測。較長的管道必須考慮有效措施以防止溫度變化使管子伸縮而引起的應力。直徑50mm以上的珩磨管一般應采用機械加工方法切割。如用氣割,則必須用機械加工方法車去因氣割形成的組織變化部分,同時可車出焊接坡口。除回油管外,壓力由管道不允許用滾輪式擠壓切割器切割,切割表面必須平整,去除毛刺、氧化皮、熔渣等。
絎磨管支持非標定制_九冶管業(廊坊市安次區分公司),聯系人:李經理,丁塊工業園。











