
以下是:廊坊市安次區專業銷售螺旋鋼管-保質的產品參數【全通】業務覆蓋多領域場景,主營三河螺旋鋼管質優價廉、固安螺旋鋼管用心做好每一件產品、廣陽螺旋鋼管產地采購、霸州螺旋鋼管現貨、文安螺旋鋼管品牌企業、永清螺旋鋼管卓越品質保障、大城螺旋鋼管做工細致等產品服務。專業銷售螺旋鋼管-保質_全通管道(廊坊市安次區分公司),固定電話:【177681665506】,移動電話:【177681665506】,聯系人:銷售部 王經理,南開發區。 河北省,廊坊市,安次區 安次區,隸屬河北省廊坊市。位于河北省中部,北部、西北、東北與廣陽區交界,東、東北與天津市武清區毗鄰。南與霸州市,西與永清縣相接。總面積578.4平方公里,根據安次區第七次全國人口普查結果, 2020年11月1日零時安次區常住人口為 479826 人。截至2022年1月,安次區下轄3個街道、8個鎮。區政府駐廣陽區金光道14號。
對于專業銷售螺旋鋼管-保質產品,我們傾注了無盡的心血和熱情。而我們的視頻,正是我們向您展示這一成果的方式。
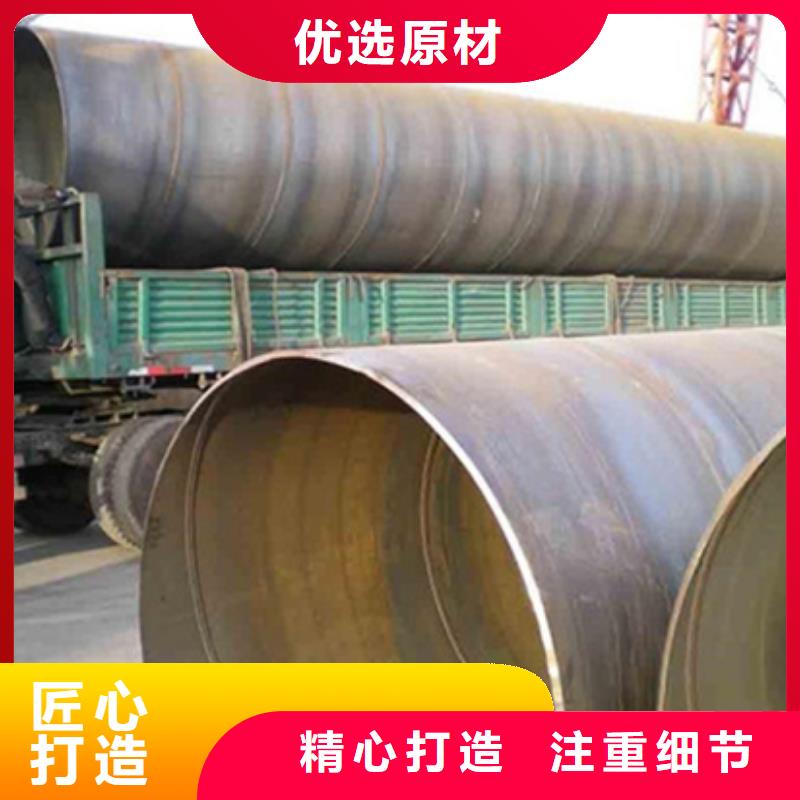
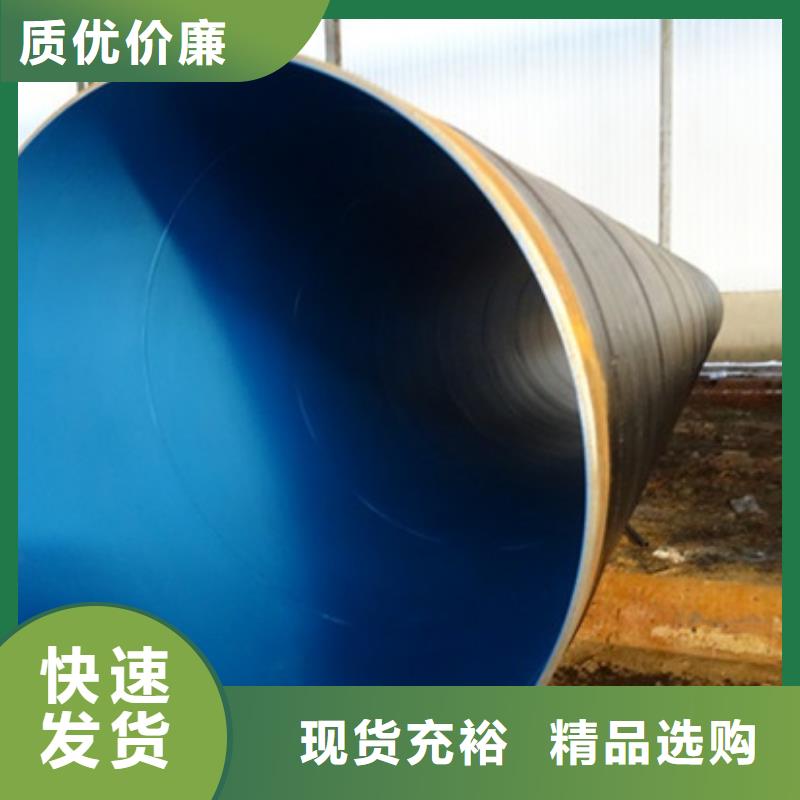
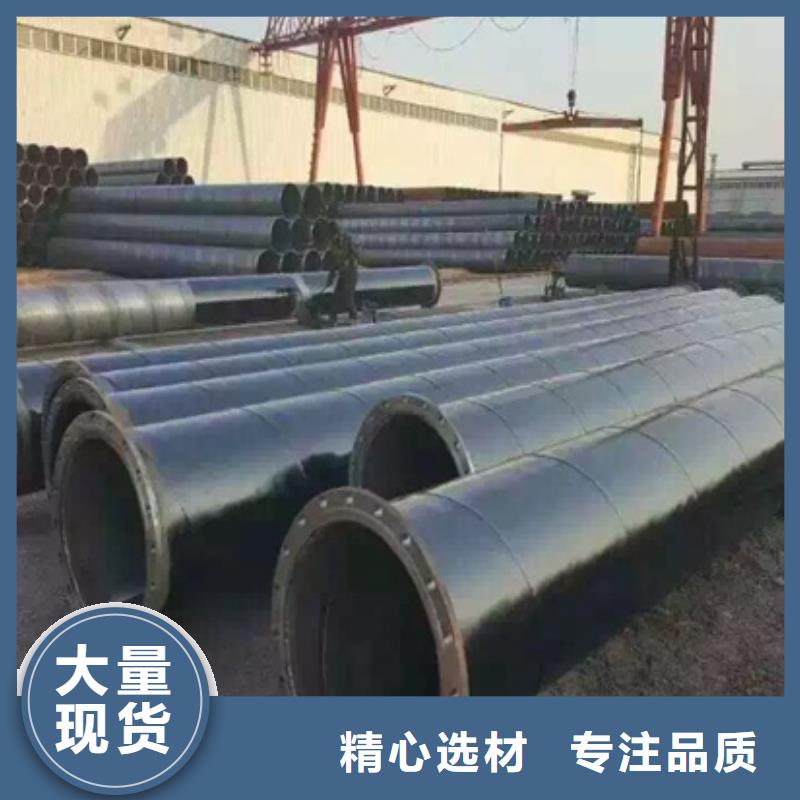
以下是:專業銷售螺旋鋼管-保質的圖文介紹廣泛用于天然氣、石油、化工、電力、熱力、給排水、蒸汽供熱、水電站用壓力鋼管、火力發電、水源等長距離輸送管線及打樁、橋梁、鋼結構等工程領域。銷售區域:北京天津大邱莊重慶河北石家莊邯鄲山西太原內蒙古遼寧吉林黑龍江江蘇浙江安徽福建江西山東河南鄭州湖北武漢湖南長沙廣西南京海南四川成都貴州貴陽云南昆明陜西西安甘肅蘭州寧夏銀川青海西寧新疆烏魯木齊重慶產品銷往幾十個地,常年雙面埋弧焊螺旋鋼管螺旋焊管,螺旋鋼管,厚壁螺旋鋼管,雙面埋弧螺旋焊管,螺旋焊接鋼管,直縫鋼管,直縫焊管,直縫焊接鋼管,大口徑直縫鋼管生產量達到15萬噸,目前庫存螺旋鋼管,厚壁螺旋鋼管,螺旋焊管,雙面埋弧螺旋焊管生產廠家螺旋焊接鋼管,直縫焊管,螺旋管道達到5000噸,另外也可以定做防腐螺旋焊管,鋼管樁,螺旋焊縫鋼管,直埋保溫管鋼套鋼保溫鋼管等,可按客戶要求定制。技術標準:螺旋縫埋弧焊鋼管SY5037-2000,國標螺旋管GB/T9711.1-2008,石油天然氣工業輸送鋼管APISPEC5L材質為:Q235A,Q235B、20#、Q345B(16Mn)、L245(B)、L290(X42)、等,產品執行APISPEC5L、5CT、GB/T9711.2、SY/T5037、GB/T8163、GB/T8162標準。廣泛用于天然氣、石油、化工、電力、熱力、給排水、蒸汽供熱、水電站用壓力鋼管、火力發電、水源等長距離輸送管線及打樁、橋梁、鋼結構等工程領域。
它的鋼號冠以“Q”,代表鋼材的屈服點,后面的數字表示屈服點數值,單位是MPa例如Q235表示屈服點(σs)為235MPa的碳素結構鋼。②必要時鋼號后面可標出表示質量等級和脫氧方法的符號。質量等級符號分別為A、B、C、D。脫氧方法符號F表示沸騰鋼,B表示半鎮定鋼,Z表示鎮定鋼,TZ表示特殊鎮定鋼,鎮定鋼可不標符號,即ZT和TZ都可不標。例如Q235-AF表示A級沸騰鋼。③專門用途的碳素鋼,例如:橋梁鋼、船用鋼等,基本上采用碳素結構鋼的表示方法,但在鋼號后附加表示用途的字母。2.優質碳素結構鋼①鋼號開頭的兩位數字表示鋼的碳含量,以均勻碳含量的萬分之幾表示,例如均勻碳含量為0.45%的鋼,鋼號為“45”,它不是順序號,所以不能讀成45號鋼。②錳含量較高的優質碳素結構鋼,應將錳元素標出,例如50Mn。③沸騰鋼、半鎮定鋼及專門用途的優質碳素結構鋼應在鋼號后特別標出,例如均勻碳含量為0.1%的半鎮定鋼,其鋼號為10b。3.碳素工具鋼①鋼號冠以“T”,以免與其他鋼類相混。②鋼號中的數字表示碳含量,以均勻碳含量的千分之幾表示。例如“T8”表示均勻碳含量為0.8%。③錳含量較高者,在鋼號后標出“Mn”,例如“T8Mn”。④高級優質碳素工具鋼的磷、硫含量,比一般優質碳素工具鋼低,在鋼號后加注字母“A”,以示區別例如“T8MnA”。
廊坊安次全通管道有限公司在成立之時就確定了以人為本,以科技促進發展的理念,始終以“立足 螺旋鋼管事業,為客戶解決問題”為使命,圍繞公司主營業務履行社會責任,嚴格確立在任何時間都能站在客戶的角度、讓我們的客戶做有效的 螺旋鋼管,并以良好的服務和滿意的治理效果贏得了廣大客戶的認可。
如今,在搜索引擎中到處宣傳的口徑都是3620mm。公司各種檢測設備齊全,可生產直徑325mm-1220mm、壁厚7mm-50mm雙面埋弧直縫焊鋼管。螺旋焊縫鋼管螺旋縫埋弧焊鋼管。另外我公司自主創新,研制成功一條大口徑熱縮徑熱軋無縫化生產線,可用于電廠、水處理、中央空調、石油和中低壓可燃性流體的輸送管道、石油套管以及建設結構用管。螺旋焊縫鋼管,螺旋縫埋弧焊鋼管,專業生產:大口徑厚壁直縫雙面埋弧焊鋼管(JOCE)螺旋鋼管螺旋焊管大口徑螺旋鋼管,規格:Φ325-Φ1220,壁厚7-80(年生產能力60萬噸)執行標準:GB/T3091-2001、GB/T9711.1-1997、材質:Q235B、20#、X42x52-70、合金鋼、不銹鋼等。承壓流體輸送,用螺旋縫埋弧焊鋼管SY5036-2000,主要用于輸送石油、天然氣的管線;承壓流體輸送用螺旋縫高頻焊鋼管SY5038-2000,用高頻搭接焊法焊接的,用于承壓流體輸送的螺旋縫高頻焊鋼管。鋼管承壓能力強,塑性好,便于焊接和加工成型;地下輸水管道用螺旋鋼管首要應用于自來水工程、石化工業、化學工業、電力工業、農業灌溉、城市建設,是中國開發的二十個要點商品之一。作液體運送用:給水、排水。作氣體運送用:煤氣、蒸氣、液化石油氣。作構造用:作打樁管、作橋梁;碼頭、路途、建筑構造用管等。
您是想要在廊坊市安次區采購高質量的專業銷售螺旋鋼管-保質產品嗎?全通管道(廊坊市安次區分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的專業銷售螺旋鋼管-保質產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:銷售部 王經理-【177681665506】,地址:《南開發區》。










