| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 產(chǎn)地 | 山東聊城 |
| 材質(zhì) | 20#、45#、20cr、40cr、35crmo、42crmo |
| 規(guī)格 | 10-133*1-26 |
| 長(zhǎng)度 | 散尺或定尺 |
| 運(yùn)輸 | 陸運(yùn)、海運(yùn) |
| 范圍 | 22*2*3*4*5精密無(wú)縫鋼管13561270610生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋西藏 拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市 普蘭縣、扎達(dá)縣、格爾縣、日土縣、革吉縣、改則縣、措勤縣等區(qū)域。 |
蘭格精密管(阿里市分公司)秉承“以用戶需求為導(dǎo)向,以增值服務(wù)為驅(qū)動(dòng)力”的經(jīng)營(yíng)理念,本著“誠(chéng)信、真實(shí)、進(jìn)取、法治”的企業(yè)價(jià)值觀,弘揚(yáng)工匠精神,以科技創(chuàng)新為動(dòng)力,以用戶滿意為宗旨,以持續(xù)改進(jìn)和標(biāo)準(zhǔn)化管理為手段,以管理求效益,以服務(wù)贏得客戶,期待與員工客戶朋友攜手合作,共創(chuàng)【冷拔鋼管】美好明天!
縫鋼管13561270610")
縫鋼管13561270610")
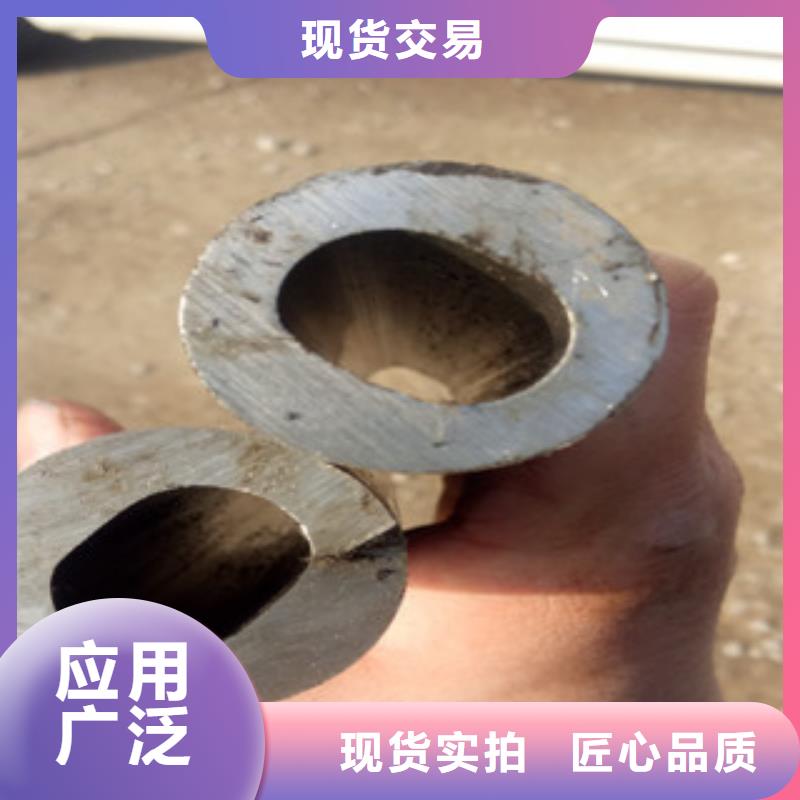
對(duì)于有縫與無(wú)縫的生產(chǎn)工藝區(qū)別就沒(méi)有必要說(shuō)了,主要說(shuō)一下使用區(qū)別:1、有縫鋼管一般能夠承受的 使用壓力在20公斤以內(nèi)這是的使用范圍。它一般用于輸水、煤氣、壓縮空氣等低壓流體;
2、無(wú)縫管可以承受超高壓,當(dāng)然其壁厚也會(huì)隨之增加,這需要根據(jù)壓力要求來(lái)進(jìn)行設(shè)計(jì)。它一般用于高壓油管、鍋爐管等高溫高壓的設(shè)備使用。也有結(jié)構(gòu)用的無(wú)縫管,這就看設(shè)計(jì)要求了。3、當(dāng)前也有一些有縫鋼管無(wú)縫化處理的管,它是對(duì)焊縫進(jìn)行了退火處理,了焊縫的殘余應(yīng)力,使焊縫與母材相當(dāng),其承壓范圍基本與無(wú)縫管相當(dāng)。也可考慮使用。4、當(dāng)然市場(chǎng)上也有一些采用有縫鋼管整體加熱以后再拉撥或帶芯頭軋制的無(wú)縫鋼管,主要以小規(guī)格為主,這類(lèi)管僅在外形方面屬于無(wú)縫管,其實(shí)質(zhì)并不是很好,要注
意哦!!
無(wú)縫鋼管一般是將熔融狀態(tài)的鋼水通過(guò)環(huán)形狹縫積壓出來(lái)后再將拉伸等處理工藝成型(無(wú)縫鋼管安生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等) ,這樣就沒(méi)有焊縫,在性能上,尤其是承壓能力上較普通鋼管有很大提高,所以經(jīng)常被用于高壓設(shè)備上使用。但壓力等級(jí)是根據(jù)口徑和壁厚而定的,不是按焊縫來(lái)的,可是普通鋼管的焊縫部位是其薄弱環(huán)節(jié),焊縫質(zhì)量也是影響其整體性能的主要因素。在北方生活過(guò)的人一般都有過(guò)自來(lái)水管或暖氣管在冬天被凍爆的經(jīng)歷,爆的地方一般都是焊縫處,所以一般高壓的地方一般不采用焊管。無(wú)縫焊管采用工藝為熱軋和冷拔,焊管用板材焊接而成,焊縫有直焊縫、螺旋焊縫等。使用條件比無(wú)縫焊管受的限制多。
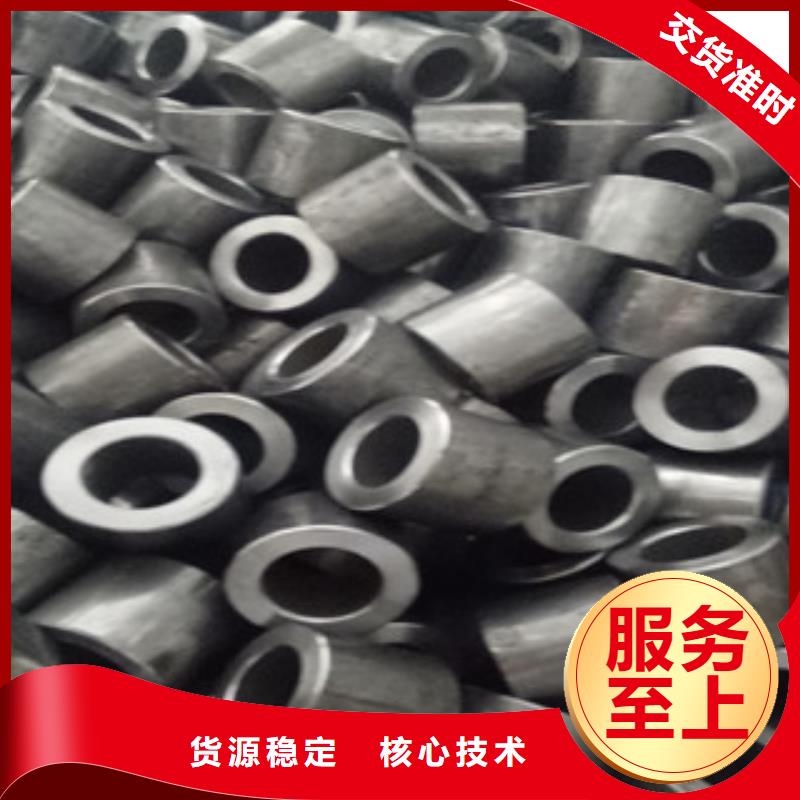
無(wú)縫焊管是用實(shí)心管胚經(jīng)穿孔后軋制的。1.生產(chǎn)制造方法按生產(chǎn)方法不同分為熱軋管、冷軋管、冷拔管、擠壓管等。1.1熱軋無(wú)縫管一般在自動(dòng)軋管機(jī)組上生產(chǎn)。實(shí)心管坯經(jīng)檢查并表面缺陷,截成所需長(zhǎng)度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機(jī)上穿孔。在穿孔同時(shí)不斷旋轉(zhuǎn)和前進(jìn),在扎混和頂頭的作用下,管坯內(nèi)部逐漸形成空腔,稱毛管。再送至自動(dòng)軋管機(jī)上繼續(xù)軋制。 經(jīng)均整壁厚,經(jīng)定徑機(jī)定徑,達(dá)到規(guī)格要求。利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋管無(wú)縫鋼管是較先進(jìn)的方法。1.2若欲獲得尺寸更小和質(zhì)量更好的無(wú)縫管,必須采用冷軋、冷拔或者兩者聯(lián)合的方法。冷軋通常在二輥式軋機(jī)上進(jìn)行,鋼管在變斷你、面圓孔槽和不動(dòng)的錐形頂頭所組成的環(huán)形孔型中軋制。冷拔通常在0.5-100t的單練是或雙鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行。1.3擠壓法即將加熱好的管坯放在密閉的擠壓圓筒中,穿孔棒與擠壓桿一起運(yùn)動(dòng),使擠壓件從較小的模孔中擠出。此方法可生產(chǎn)直徑較小的鋼管。用途無(wú)縫管用途很廣泛。一般用途的無(wú)縫管由普通碳素結(jié)構(gòu)鋼、低合金結(jié)構(gòu)鋼或合金結(jié)構(gòu)鋼軋制,產(chǎn)量多,主要用作輸送流體的管道或結(jié)構(gòu)零件。根據(jù)用途不分為三類(lèi)供應(yīng):按化學(xué)成分和機(jī)械性能供應(yīng),按機(jī)械性能供應(yīng),按水壓試驗(yàn)供應(yīng)。如用于承受液體壓力,也要進(jìn)行水壓試驗(yàn)。專門(mén)用途的無(wú)縫管有鍋爐用無(wú)縫管、地質(zhì)用無(wú)縫管及石油用無(wú)縫管等多種。種類(lèi)無(wú)縫鋼管按生產(chǎn)方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管按外形分類(lèi)有圓形管、異型管之分異形管除方形管和矩形管外,還有橢圓管、半圓管、三角形管、六角形管、凸字形管、梅花形管等。按材質(zhì)的不同,分為普通碳素結(jié)構(gòu)管、低合金結(jié)構(gòu)管、優(yōu)質(zhì)碳素結(jié)構(gòu)管、合金結(jié)構(gòu)管、不銹管等。按專門(mén)用途分,有鍋爐管、地質(zhì)管、石油管等規(guī)格及外觀質(zhì)量鋼管的內(nèi)外表面不得有裂縫、折疊、軋折、離層、發(fā)紋和結(jié)疤缺陷存在。這些缺陷應(yīng)完全掉,后不得使壁厚和外徑超過(guò)負(fù)偏差。鋼管的兩端應(yīng)切成直角,并毛刺。壁厚大于20mm的鋼管允許氣割和熱據(jù)切割。經(jīng)供需雙方也不可切頭。冷拔或冷軋精密無(wú)縫鋼管表面質(zhì)量參照GB3639-83化學(xué)成分檢驗(yàn)按水壓試驗(yàn)供應(yīng)的國(guó)產(chǎn)無(wú)縫管必須保證標(biāo)準(zhǔn)所規(guī)定的水壓試驗(yàn)。進(jìn)口無(wú)縫管的物理性能檢驗(yàn)合同規(guī)定的有關(guān)標(biāo)準(zhǔn)進(jìn)行。主要進(jìn)出口情況。一般無(wú)縫管進(jìn)口量很大。主要進(jìn)口 是的德國(guó)和日本。歐洲 如羅馬尼亞、俄羅斯、瑞士、法國(guó)、西班牙、捷克、南斯拉斯、匈牙利等國(guó)都有進(jìn)口。還有少量從南美的阿根廷、墨西哥等國(guó)進(jìn)口。有縫金屬管可分為水、煤氣鋼管和電焊管兩大類(lèi),水。煤氣鋼管一般用普通碳素鋼制成。按其表面質(zhì)量分鍍鋅管和不鍍鋅管兩種。按管壁厚度又可分為普通的加厚的和薄壁的三種。他主要應(yīng)用在水喝、、煤氣罐路上。所以稱為水、煤氣罐,電焊鋼管用低碳薄鋼板卷尺
縫鋼管13561270610")
縫鋼管13561270610")
縫鋼管13561270610")
縫鋼管13561270610")
縫鋼管13561270610")
質(zhì)量要求:鋼的化學(xué)成分:鋼的化學(xué)成分是影響無(wú)縫鋼管性能主要的因素之一,也是制定軋管工藝
參數(shù)和鋼管熱處理工藝參數(shù)的主要依據(jù)。 合金元素:有意加入,根據(jù)用途。殘余元素:煉鋼帶入,適當(dāng)
控制。有害元素:嚴(yán)格控制(As、Sn、Sb、Bi、Pb),氣體(N、H、O)爐外精煉或電渣重熔:提高鋼中
化學(xué)成分的均勻性和鋼的純凈度,減少管坯中的非金屬夾雜物并改善其分布形態(tài)。鋼管幾何尺寸精度和外
形:鋼管外徑精度:取決于定(減)徑方法、設(shè)備運(yùn)轉(zhuǎn)情況、工藝制度等。外徑允許偏差 δ=(D-
Di)/Di × D: 或小外徑mmDi:名義外徑mm鋼管壁厚精度:與管坯的加熱質(zhì)量,各變形工序
的工藝設(shè)計(jì)參數(shù)和調(diào)整參數(shù),工具質(zhì)量及其潤(rùn)滑質(zhì)量等有關(guān)壁厚允許偏差: ρ=(S-Si)/Si× S:
橫截面上 或小壁厚Si:名義壁厚mm鋼管橢圓度:表示鋼管的不圓程度。鋼管長(zhǎng)度:正常長(zhǎng)度、定(
倍)尺長(zhǎng)度、長(zhǎng)度允許偏差鋼管彎曲度:表示鋼管的彎度:每米鋼管長(zhǎng)度的彎曲度、鋼管全長(zhǎng)的彎曲度鋼
管端面切斜度:表示鋼管端面與鋼管橫截面的傾斜程度鋼管端面坡口角度和鈍邊鋼管表面質(zhì)量:表面光潔
要求危險(xiǎn)性缺陷:裂紋、內(nèi)折、外折、軋破、離層、結(jié)疤、拉凹、凸包等。一般性缺陷:麻坑、青線、劃
傷、碰傷、輕的內(nèi)、外直道、輥印等。
縫鋼管13561270610")
縫鋼管13561270610")
縫鋼管13561270610")
按專門(mén)用途分,有鍋爐管、地質(zhì)管、石油管等。4、規(guī)格及外觀質(zhì)量無(wú)縫管按GB/T8162-87規(guī)定
4.1、規(guī)格:熱軋管外徑32~630mm。壁厚2.5~75mm。冷軋(冷拔)管外徑5~200mm。壁厚2.5~12mm。
4.2、外觀質(zhì)量:鋼管的內(nèi)外表面不得有裂縫、折疊、軋折、離層、發(fā)紋和結(jié)疤缺陷存在。這些缺陷應(yīng)完
全掉,后不得使壁厚和外徑超過(guò)負(fù)偏差。4.3、鋼管的兩端應(yīng)切成直角,并毛刺。壁厚大于
20mm的鋼管允許氣割和熱鋸切割。經(jīng)供需雙方協(xié)議也可不切頭。4.4、冷拔或冷軋精密無(wú)縫鋼管《表面質(zhì)
量》參照GB3639-83。5、包裝按GB2102-88規(guī)定。鋼管包裝分三種:捆扎、裝箱、涂油捆扎或涂油裝箱。
抗拉強(qiáng)度當(dāng)35CrMo無(wú)縫鋼管的硬度在500HB以下時(shí),其抗拉強(qiáng)度與硬度成正比,kg/m㎡(óB)=1/3 X
HB=3.2 X HRC=2.1 X HS,但上述關(guān)系式也并非在什么場(chǎng)合都成立,從熱處理方面說(shuō),回火溫度低時(shí),kg/m
㎡與HRC時(shí)的相關(guān)關(guān)系便可能被破壞,35CrMo無(wú)縫鋼管的回火溫度,硬度和抗拉強(qiáng)度的關(guān)系硬度隨回火溫
度的升高而下降,但在淬火狀態(tài)以及300℃以下低溫回火時(shí),硬度與抗拉強(qiáng)度的關(guān)系難以成立。
縫鋼管13561270610")
名片")