視頻不僅展示了20號液壓油缸絎磨管制作產品的外觀和功能,更通過用戶的使用案例和反饋,展現了產品的實用性和可靠性,增強了觀眾對產品的信任感。
以下是:20號液壓油缸絎磨管制作的圖文介紹

以匠心理念做好每一個16mn無縫管
16mn無縫管的詳細介紹
貨源報價多年經驗



一般采用珩磨工藝獲得的一種鋼管稱之為珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比較普遍的,其中比較常用的一種就是珩磨齒輪。
珩磨齒輪是由基體加上磨料來構成的。使用它進行珩磨,主要是為了清理材料表面的雜質及毛刺等,從而來提高表面光潔度。不過,我們在使用這一種珩磨工具時,也是需要注意以下幾點:
1、對于設備的行程應不超過珩磨時的寬度范圍,否則的話,那么就有可能會嚴重損壞珩磨齒輪。
2、在珩磨量的控制上,應將其數值控制在合理的范圍內。而且對于珩磨時間的控制,也是同樣要求,建議是兩分鐘左右。
3、珩磨齒輪的材質,由于比較脆,所以是嚴禁敲打的,以免使其損壞而不能使用了。
關于如何提高珩磨管表面的光潔度這個問題,想要達到目標其實不難,因為可以從珩磨工藝上入手,進而來實現。進一步將,選擇適合的珩磨油石,并控制好粗糙度,使其在正常允許范圍內,那么就能達到上述要求了。
1、脫落切削階段,這種定壓絎磨,開始時由于孔壁粗糙,油石與孔壁接觸面積很小,接觸壓力大,孔壁的凸出部分很快被磨去。而油石表面因接觸壓力大,加上切屑對油石粘結劑的磨耗,使磨粒與粘結劑的結合強度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。
2、破碎切削階段,隨著絎磨的進行,孔表面越來越光 ,與油石接觸面積越來越大,單位面積的接觸壓力下降,切削效率下降。同時切下的切屑小而細,這些切屑對粘結劑的磨耗也很小。因此,油石磨粒脫落很少,此時磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 負荷很大,磨粒易破裂、崩碎而形成新的切削刃。
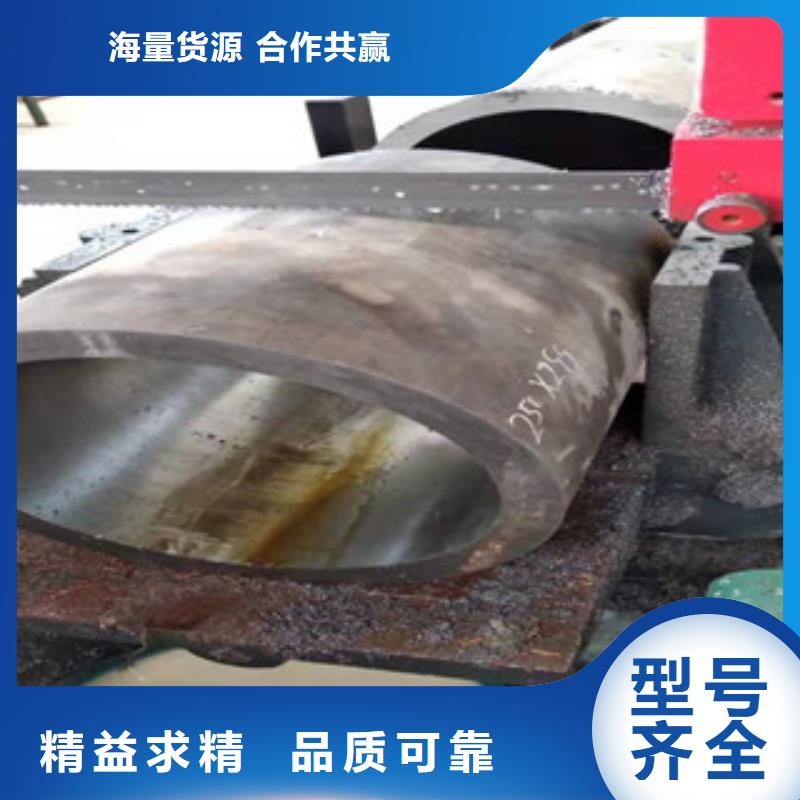
大口徑厚壁絎磨管









名片")