
以下是:西藏阿里市焊管現(xiàn)貨促銷的產(chǎn)品參數(shù)
產(chǎn)品參數(shù) 產(chǎn)品價(jià)格 電議 發(fā)貨期限 電議 供貨總量 電議 運(yùn)費(fèi)說明 電議 范圍 焊管促銷供應(yīng)范圍覆蓋西藏、拉薩市、昌都市、阿里市、林芝市、那曲市、日喀則市、山南市 普蘭縣、扎達(dá)縣、格爾縣、日土縣、革吉縣、改則縣、措勤縣等區(qū)域。 【天鑫達(dá)】業(yè)務(wù)覆蓋多領(lǐng)域場景,主營普蘭H型鋼廠家適用范圍廣、格爾H型鋼廠家實(shí)力雄厚品質(zhì)保障、那曲H型鋼廠家滿足客戶所需、昌都H型鋼廠家用心做產(chǎn)品、拉薩H型鋼廠家打造行業(yè)品質(zhì)、林芝H型鋼廠家合作共贏、日喀則H型鋼廠家大量現(xiàn)貨等產(chǎn)品服務(wù)。焊管現(xiàn)貨促銷,天鑫達(dá)特鋼有限責(zé)任公司(阿里市分公司)為您提供焊管現(xiàn)貨促銷,聯(lián)系人:楊經(jīng)理,電話:【18853178958】、【18853178958】。 西藏自治區(qū),阿里地區(qū) 阿里地區(qū)原是象雄部落的活動(dòng)區(qū)域;4至5世紀(jì),建立象雄王國,后成為吐蕃屬地;11世紀(jì),建立古格王國;元至元二年(1265年),古格王國隨西藏一起歸屬元朝;清代,設(shè)“維阿里噶本”,管轄原古格王國轄境;1960年,設(shè)阿里專區(qū);1970年,改稱阿里地區(qū)。
30秒一段產(chǎn)品介紹視頻,帶你了解焊管現(xiàn)貨促銷產(chǎn)品的功能、特點(diǎn)和使用方法。
以下是:西藏阿里焊管現(xiàn)貨促銷的圖文介紹
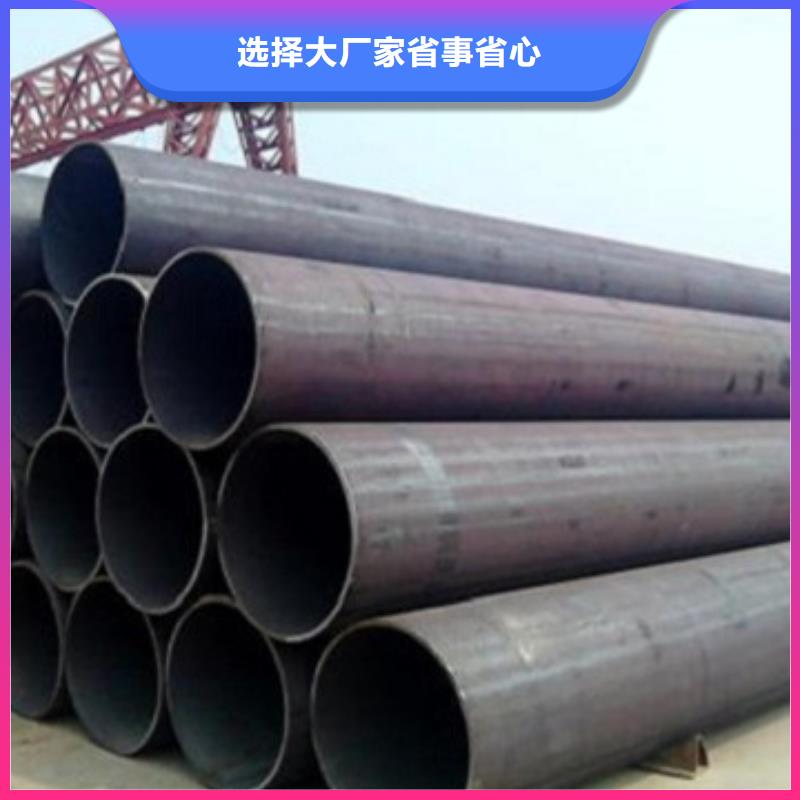
焊管現(xiàn)貨促銷
螺旋鋼管在廠之前做機(jī)械性能試驗(yàn)和壓扁試驗(yàn)以及擴(kuò)試驗(yàn),并要達(dá)到規(guī)定要求。直縫鋼管檢測如下:
1、從表面上判斷,也就是在外觀檢驗(yàn)。焊接接頭外觀檢驗(yàn)是一種手續(xù)簡便而又用廣泛檢驗(yàn),是成品檢驗(yàn)一個(gè)重要內(nèi)容,主要是發(fā)現(xiàn)焊縫表面缺陷和尺寸上偏差。一般通過觀察,借助樣板、量規(guī)和放大鏡等工具進(jìn)行檢驗(yàn)。若焊縫表面現(xiàn)缺陷,焊縫內(nèi)部便有存在缺陷可能。
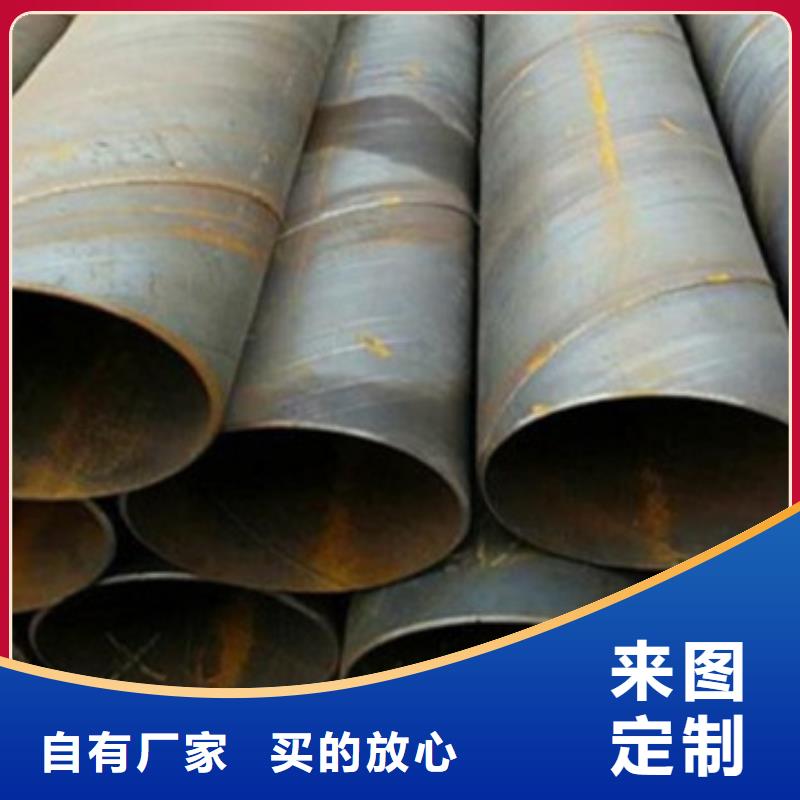
2、物理檢驗(yàn):物理檢驗(yàn)是利用一些物理現(xiàn)象進(jìn)行測定或檢驗(yàn)。材料或工件內(nèi)部缺陷情況檢查,一般都是采用無損探傷。無損探傷有超聲波探傷、射線探傷、滲透探傷、磁力探傷等。
3、受壓容器強(qiáng)度檢驗(yàn):受壓容器,除進(jìn)行密封性試驗(yàn)外,還要進(jìn)行強(qiáng)度試驗(yàn)。常見有水壓試驗(yàn)和氣壓試驗(yàn)兩種。它們都能檢驗(yàn)在壓力下工作容器和管道焊縫致密性。氣壓試驗(yàn)比水壓試驗(yàn)更為靈敏和速,同時(shí)試驗(yàn)后產(chǎn)品不用排水處理,對(duì)于排水困難產(chǎn)品尤為適用。但試驗(yàn)危險(xiǎn)性比水壓試驗(yàn)大。進(jìn)行試驗(yàn)時(shí),必須遵守相技術(shù)措施,以防試驗(yàn)中發(fā)生事故。
用途編輯
螺旋鋼管主要用于自來水工程、石化工業(yè)、化學(xué)工業(yè)、電力工業(yè)、農(nóng)業(yè)灌溉、城市建設(shè),是二個(gè)重點(diǎn)產(chǎn)品之一。
作輸送用:給水、排水。作氣體輸送用:煤氣、蒸氣、液化石氣。作結(jié)構(gòu)用:作打樁管、作橋梁;碼頭、道路、建筑結(jié)構(gòu)用管等。
24小時(shí)詢價(jià)熱線: 聯(lián)系人:劉經(jīng)理 真誠期待與您合作!
作!(用市場用真誠服務(wù)客戶)
公司承諾:同等鋼管、鋼管價(jià)格低。
溫馨提示:由于現(xiàn)在市場行情不,實(shí)際下單請(qǐng)當(dāng)天價(jià)格。
(1)批零兼營,一支起售。
(2)客戶可以隨意挑選自己所需長度或其他要求。
(3)提供氣割、鋸切等套服務(wù)。
(4)訂、購各類鋼廠合同或特殊規(guī)格。
(5)調(diào)劑本庫暫缺規(guī)格,省去您奔波采購辛勞。
(6)運(yùn)輸,量大可直發(fā)您。
(7)節(jié)假日不休息,隨到隨提。
(8)所售鋼管,公司負(fù)責(zé)跟蹤,為您排除后顧之憂 螺旋管是以帶鋼卷板為原材料,經(jīng)常溫?cái)D壓成型,以自動(dòng)雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管,
山東天鑫達(dá)特鋼有限責(zé)任公司,將一如既往的以“增擴(kuò)大業(yè),億萬誠信”的理念,以客戶為中心,以市場為導(dǎo)向,與時(shí)俱進(jìn),開拓進(jìn)取,打造鋼鐵銷售公司為終的目標(biāo)。 我公司愿與各界朋友攜手并進(jìn),共創(chuàng)美好輝煌的明天。
山東天鑫達(dá)特鋼有限責(zé)任公司,主營:
型材:角鋼,槽鋼,工字鋼,H型鋼,方鋼。
管材:無縫鋼管,合金管,焊管,不銹鋼管,方管。
板材:開平板,鍋爐板,容器板,中厚板,合金板,不銹鋼板。
山東天鑫達(dá)特鋼有限責(zé)任公司是一家集貿(mào)易、倉儲(chǔ)、加工,送于一體專業(yè)鋼材貿(mào)易公司,坐落于風(fēng)景秀麗、素有“泉城”美譽(yù)山東省濟(jì)南市,與大明湖相鄰,環(huán)境優(yōu)美,公司與幾家大型鋼材企業(yè)建立了長期合作關(guān)系,貨源充足,價(jià)格合理,服務(wù)周到。直接讓利于客戶,為客戶提供超值服務(wù)。
公司以良好信譽(yù)、優(yōu)質(zhì)產(chǎn)品、雄厚實(shí)力、低廉價(jià)格享譽(yù)30多個(gè)省、市、自治區(qū)、直接市及國外,產(chǎn)品深得客客戶信賴。通過本公司全體成員不懈努力,公司不斷發(fā)展,公司資金雄厚,運(yùn)作豐富,在鋼材界樹立了一定知名度和美譽(yù)度。是誠信企業(yè)和濟(jì)南市知名企業(yè)之一,屬濟(jì)南市骨干企業(yè)。隨時(shí)歡迎您來本公司洽談采購,我們一定讓您高興而來、滿意而歸!
西藏阿里山東天鑫達(dá)特鋼有限責(zé)任公司是一家專業(yè)致力于 H型鋼廠家生產(chǎn)銷售的大型企業(yè)。公司有大量 H型鋼廠家現(xiàn)貨,將以優(yōu)惠的價(jià)格,批零兼營的方式,為您提供快捷優(yōu)質(zhì)的服務(wù),歡迎新老客戶前來洽談、電議。 公司自創(chuàng)辦以來,靠誠信打造品牌,嚴(yán)格企業(yè)管理,強(qiáng)化產(chǎn)品質(zhì)量,的設(shè)備為客戶生產(chǎn)的產(chǎn)品,一的獨(dú)特優(yōu)勢。為更好的服務(wù)客戶擴(kuò)大經(jīng)營范圍,我公司特開辦了上門送貨服務(wù),并有專車專人接送洽談人員前來訂購業(yè)務(wù)。
點(diǎn)擊查看天鑫達(dá)特鋼有限責(zé)任公司(阿里市分公司)的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
您是想要在西藏阿里市采購高質(zhì)量的焊管現(xiàn)貨促銷產(chǎn)品嗎?天鑫達(dá)特鋼有限責(zé)任公司(阿里市分公司)是您的不二之選!我們致力于提供品質(zhì)保證、價(jià)格優(yōu)惠的焊管現(xiàn)貨促銷產(chǎn)品,品種齊全,不斷創(chuàng)新,致力于滿足廣大客戶的多種需求,聯(lián)系人:楊經(jīng)理-【18853178958】,地址:《鋼材市場》。

貨促銷")
貨促銷")
貨促銷")
貨促銷")
貨促銷")
貨促銷")
貨促銷")
貨促銷")
貨促銷")