
以下是:西藏阿里市利達襯塑復合管利達襯塑復合管的產品參數
產品參數 產品價格 電議 發(fā)貨期限 電議 供貨總量 30000 運費說明 3 名稱 襯塑復合管 材質 Q235B 執(zhí)行標準 GB/T28897-2012 長度 6米 范圍 利達襯塑復合管利達襯塑復合管供應范圍覆蓋西藏 阿里市 拉薩市、昌都市、林芝市、那曲市、日喀則市、山南市 普蘭縣、扎達縣、格爾縣、日土縣、革吉縣、改則縣、措勤縣等區(qū)域。 【利達】持續(xù)拓展產品矩陣,現有拉薩鍍鋅鋼管支持定制貼心售后、昌都鍍鋅鋼管聯系廠家、林芝鍍鋅鋼管品質保障價格合理、那曲鍍鋅鋼管滿足客戶所需、日喀則鍍鋅鋼管支持貨到付清、山南鍍鋅鋼管定金鎖價、普蘭鍍鋅鋼管品質優(yōu)選、扎達鍍鋅鋼管海量現貨直銷等,滿足不同場景需求。利達襯塑復合管利達襯塑復合管,利達管道科技(阿里市分公司)tjchgg415-6為您提供利達襯塑復合管利達襯塑復合管的資訊,聯系人:賈經理,發(fā)貨地:天津西青區(qū)中北鎮(zhèn)萬卉路南段西側華亭麗園三區(qū)31-2-802-1。 西藏自治區(qū),阿里地區(qū) 阿里地區(qū)是西藏自治區(qū)面向南亞開放的橋頭堡、屏障西部戰(zhàn)略要地、中國礦產資源儲備基地、中國西部重要的交通物流樞紐和高原特色牧業(yè)生產基地,也是岡底斯國際旅游合作區(qū)、生態(tài)屏障的核心區(qū)域。阿里地區(qū)平均海拔4500米,有“千山之宗,萬水之源”之稱,喜馬拉雅山、岡底斯山、喀喇昆侖山、昆侖山平行排列。岡仁波齊、古格王國遺址、托林寺、札達土林等均為旅游景點。
我們精心制作的利達襯塑復合管利達襯塑復合管產品視頻已經準備就緒,【一睹真容!】產品視頻,呈現產品魅力!以下是:利達襯塑復合管利達襯塑復合管的圖文介紹
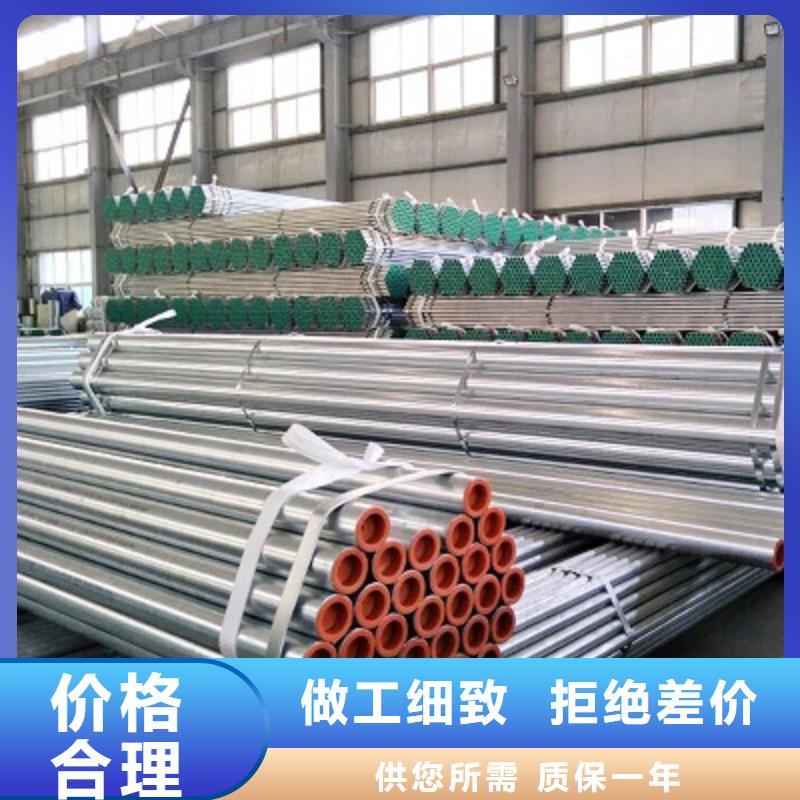
環(huán)氧樹脂復合鋼管是以鋼管為基管,以塑料粉末為涂層材料,在其內表面熔融涂敷上一層塑料層、在其外表面熔融涂敷上一層塑料層或其他材料防腐層的鋼塑復合產品。涂塑鋼管根據內涂層材料的不同分為聚乙烯涂層鋼管和環(huán)氧樹脂涂層鋼管。產品標記由涂塑復合鋼管代號、內涂層材料代號和公稱尺寸組成。給水襯塑復合鋼管是在鋼管內壁,按輸送介質的要求內襯塑乙烯()、耐熱聚乙烯PVC-U)、氯化聚氯乙烯(PVC-C)等熱塑性塑料管制成。由于工藝的改進,有些產品增加了外覆塑層。產品按輸送水的溫度分為冷水用襯塑鋼管和熱水用襯塑鋼管。產品標記由襯塑鋼管代號、襯塑材料代號、公稱通徑組成。消費者在選購此類產品時,應該按實際需要盡量到大型商場大商店選擇信譽良好的產品。
西藏阿里鍍鋅鋼管
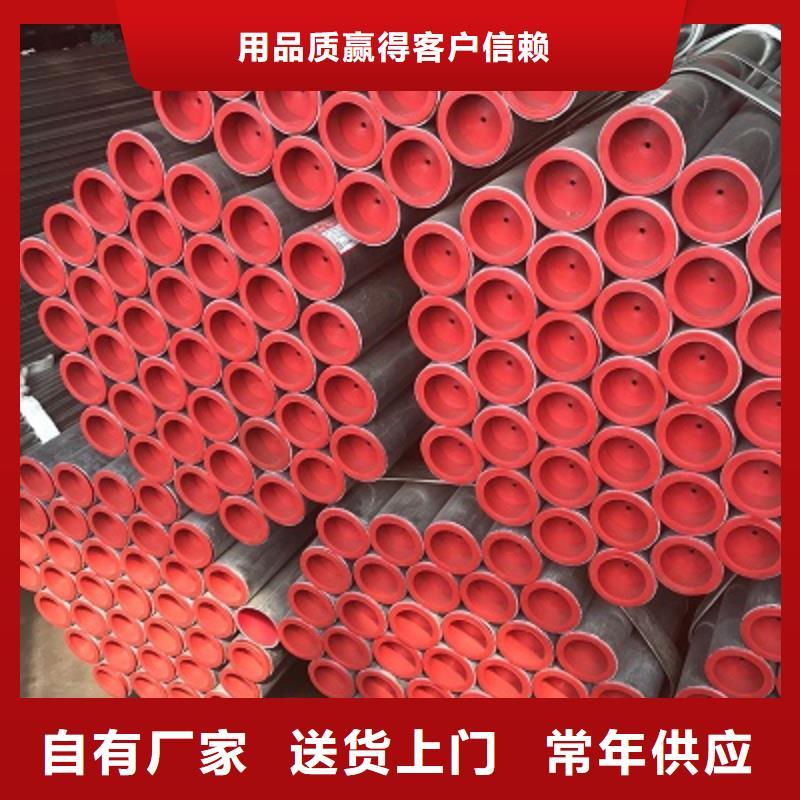
新型襯塑復合鋼管,包括基管和內襯塑料管。所述的基管為鋼管;所述的鋼管外壁設置有防腐層;所述的內襯塑料管由內至外依次為抗菌層、主體層和保溫層。鋼管作為塑料管材的外壁,不僅能防止塑料過早被氧化,而且還能防止塑料被外界作用損傷;鋼管外壁涂有防腐層,可防止鋼管由于長時間暴露而被腐蝕;保溫層為聚氨酯發(fā)泡塑料層,能隔絕被包覆的主體層熱量的散發(fā)和外界冰凍的侵蝕;抗菌層具有對水流中的細菌、霉菌等微生物能有效地抑菌或殺菌功能。本發(fā)明的技術方案結構簡單,制造方便,具有防腐、保溫、阻氧、抗菌的功能,可廣泛應用于工業(yè)和民用住宅建筑的給水管道系統(tǒng)。
主權利要求: 1.一種新型襯塑復合鋼管,其特征在于,包括:基管和內襯塑料管。所述的基管為鋼管;所述的鋼管外壁設置有防腐層;所述的內襯塑料管由內至外依次為抗菌層、主體層和保溫層。
西藏阿里利達管道科技有限公司坐落于天津西青區(qū)中北鎮(zhèn)萬卉路南段西側華亭麗園三區(qū)31-2-802-1,地理位置較好,交通便捷,環(huán)境優(yōu)美。公司致力于將自身打造成為一個能為客戶和員工提供廣闊發(fā)展空間的平臺!本公司主營 鍍鋅鋼管。我們的宗旨;質量是企業(yè)的靈魂,信譽是發(fā)展的保證!為客戶提供良好的服務;是我們一貫的做法,快捷的反應和專業(yè)水準的服務成為你事業(yè)成功的伙伴,歡迎來電垂詢,想顧客之所想,急顧客之所急,是我們對客戶誠信的保證,公司愿與您搭起一座友誼的橋梁,鑄就美好的未來!
利達襯塑復合管利達襯塑復合管,利達管道科技(阿里市分公司)為您提供利達襯塑復合管利達襯塑復合管產品案例,聯系人:賈經理,發(fā)貨地:天津西青區(qū)中北鎮(zhèn)萬卉路南段西側華亭麗園三區(qū)31-2-802-1。









