以下是:銅止水螺旋形聚乙烯醇纖維出貨及時的產品參數
| 產品參數 |
|---|
| 產品價格 | 批發/個 |
|---|
| 發貨期限 | 1 |
|---|
| 供貨總量 | 666 |
|---|
| 運費說明 | 面議 |
|---|
銅止水螺旋形聚乙烯醇纖維出貨及時,興泰工程材料有限公司(河北分公司)為您提供銅止水螺旋形聚乙烯醇纖維出貨及時,聯系人:張經理,電話:15318168555、15318168555,QQ:2028098034,請聯系興泰工程材料有限公司(河北分公司),發貨地:高新區。 河北省 2022年,河北省地區生產總值為42370.4億元,比上年增長3.8%。
想了解我們的銅止水螺旋形聚乙烯醇纖維出貨及時產品嗎?我們為您準備了細致入微的視頻介紹,讓您在短時間內了解產品的精髓。
以下是:銅止水螺旋形聚乙烯醇纖維出貨及時的圖文介紹

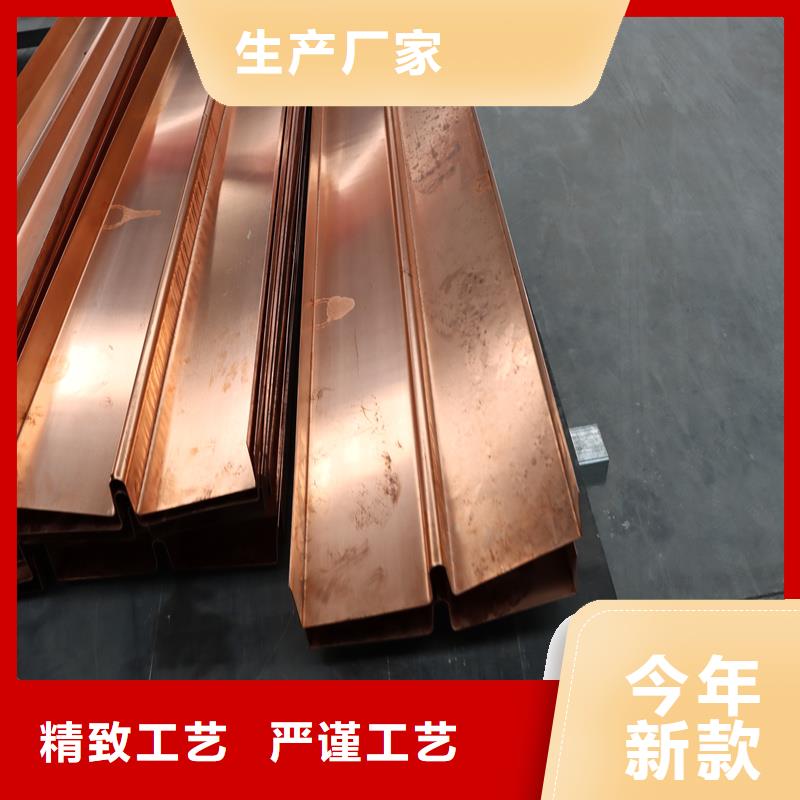
止水銅片施工要點 2021-10-06 ? 紫銅鋼板止水帶廣泛使用于各種水利建造中,銅止水為所有項目的防水層水.滲水層面發揮了揮之不去的焦慮不安影響。而銅片止水原料以紫銅生產加工而成,具有優良的增加.導電性.傳熱.耐腐蝕等功能和較好的加工工藝功能.物理學功能.有機化學功能.機械設備功能.產業鏈功能等,可隨純凈度.溫度.生產方法.金屬材料結構.塑性形變水準等矛盾而變動。因此銅片止水可達到水利建筑的矛盾必須而得到廣泛運用。 紫銅止水銅片主要特點有:耐腐蝕工作能力強;抗壓強度高,能承載很大形變;外型輪廊清楚,無裂紋.壓折.凹痕。 適用各種水利建筑物的基本防水.壩身防水.壩后防水.走廊防水,及其壩基內孔眼防水.工業廠房防水.溢流式面下橫縫防水等,是避免疏忽的夢想商品一直以來中國水利水電工程項目中設計方案使用的橡膠止水帶關鍵材料有四種,即純金屬片(紫銅).不銹鋼板片.硫化橡膠.塑膠等。在其中全銅因其耐溶劑腐蝕.融入形變.抗壓強度高優質特點,是項目中關鍵防水位置的選擇原材料。 紫銅鋼板止水帶工程施工關鍵點: 1.應竭盡全力檢修口止水銅片在墻面中心線上; 2.二塊不銹鋼板兩者之間的電焊焊接要細膩且為雙面焊,厚鋼板鋼筋搭接不小于200mm; 3.墻面拐角處的處理,一整塊厚鋼板彎曲;丁字形電焊焊接;7字形電焊焊接; 4.止水銅片的適用電焊焊接,可以用小建筑鋼筋焊接在縱筋上; 5.止水銅片越過柱鋼筋時,可以將所越過的主筋斷掉,制做成難以啟齒箍,電弧焊接在厚鋼板上; 6.止水銅片的“難以啟齒”朝迎河面 紫銅止水銅片主要特點有:耐腐蝕工作能力強;抗壓強度高,能承載很大形變;外型輪廊清楚,無裂紋.壓折.凹痕。


銅止水帶的質量控制 (1)銅止水片(帶)的定位裝置,必須經監理人檢查認可后,方可進行混凝土澆筑。 (2) 銅片止水接頭焊接質量須進行檢查,監理人認為必要時,須進行滲油檢驗,合格后應將其油污清洗干凈。 (3) 模板架立應牢固,止水片兩側模板須采用“Q”形支撐或其它支撐結構,以避免因模板變形而導致錯臺和漏漿。 銅止水 (4) 止水銅片處宜采用整塊特制專用模板,以保證止水片定位 牢固和接縫處不漏漿。 (5) 澆筑過程中避免大骨料在止水片(帶)部位聚集,并仔細 振搗,保證止水片(帶)結合處混凝土密實。 (6) 合理安排澆筑和振搗程序,注意避免在止水片(帶)處泌水集中。 (7) 在混凝土澆筑過程中,承包人應安排專人巡視、管理。監 理人應加強對止水部位的檢查,如發現跑偏,應指令承包人及時糾正。 (8) 注意銅止水片(帶)下部混凝土的回填密實,合理采用斜插



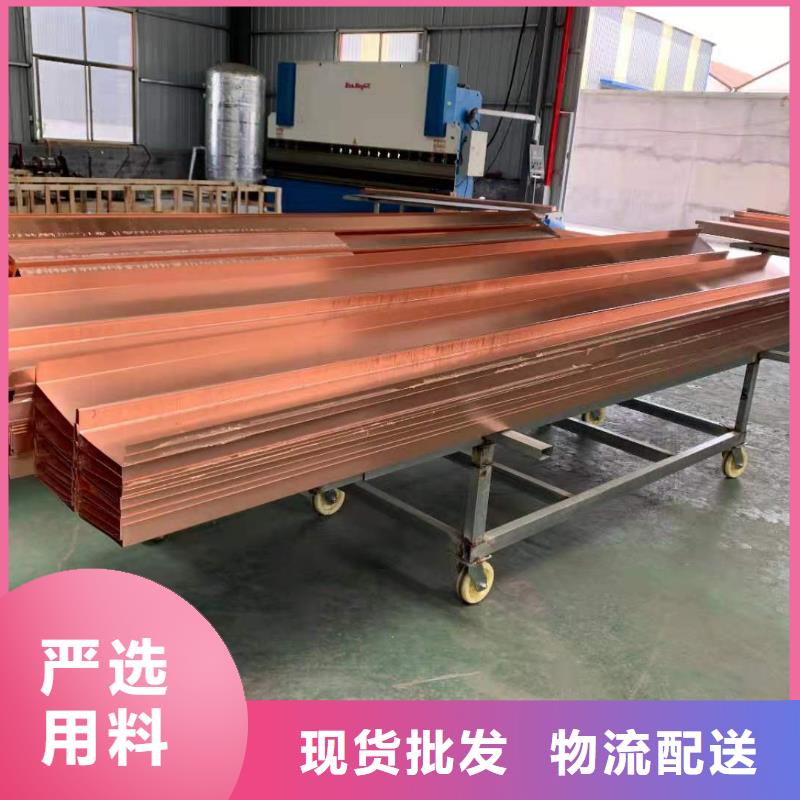
興泰工程材料有限公司(河北分公司)座落在高新區,地理位置十分優越,交通方便,物流發達,能快捷方便的將產品運送至全國各地。興泰工程材料有限公司(河北分公司)是一家專業生產、銷售、安裝的公司。主要生產【【止水銅片】】。
本廠以客戶至上,誠信至上的原則,與多家企業建立了長期的合作關系。
公司以超越自我,追求卓越為宗旨,堅持以用戶為標準,以科技為依托,以質量求市場,以管理求效益的經營理念,不斷發展壯大,竭誠為用戶提供滿意的服務。堅持以技術創新為先、以市場為導向、以質量為生命力,取信于客戶。 嚴格按照國際標準品質管理體系實施質量控制,產品在市場上,享有良好的信譽,深受廣大客戶的青睞。我們將努力打造專業的護欄網企業。興泰工程材料有限公司(河北分公司)全體員工愿以自己的智慧、人品、產品攜手商界同仁共創美好明天!



銅止水片(是由紫銅或純銅生產加工而成),銅止水因而銅止水片的電焊焊接應以紫銅焊接檢驗標準。銅止水片電焊焊接宜選用氣割或氬弧焊機,這兒詳細介紹氣割的操作流程及其常見問題。 氣割是用O2與乙炔氣體造成高溫,熔融焊絲與焊接件的金屬材料疑固后產生焊接的焊接工藝。 其具體步驟辦法是:關掉焊把電源開關,將乙炔氣體及O2開啟,打火漸漸地開啟焊把電源開關引燃焊嘴,將焊絲依據必須 放到被焊物件上,再慢慢調準焊嘴的火焰高低,應用火焰溶化焊絲與焊接件的合金凝結后產生-條焊接。 需運用銜接焊的方式 ,其鋼筋搭接尺寸不能低于40mm,與此同時為得到高寬比和總寬勻稱的焊接,鋼筋搭接焊可選用左焊接方法,即焊炬從右往左邊挪動的方式 。氣割的操作過程方式 包含氧氣乙炔焰的引燃.調整和滅掉.起焊.電焊焊接全過程中焊炬和焊絲的健身運動.連接頭和結尾的使用要點。 1.火苗的引燃 焊炬的握法,應左手拿焊炬,將食指和無名指坐落于氧e調節閥處,與此同時大拇指還能夠電源開關.調整乙炔氣體調節閥門,隨時隨地調整汽體的總流量。引燃火苗時,先要稍稍打開氧s氣調節閥門,隨后再開乙炔氣體調節閥門,二種汽體在焊炬內混和后,從焊嘴噴出來,這時將焊嘴挨近明火就可以引燃。打火時,拿明火的手不必正對接焊嘴,也不能將焊嘴偏向別人或易燃物,防止出現事故。(留意)一開始打火時,很有可能發生持續”放鞭炮"聲,緣故是乙炔氣體不純,需釋放不良的乙炔氣體再次打火。有時候發生不容易打火的狀況,大部分狀況是氫開得過大而致,這時候應將氧e調節閥調小。



在河北省采買銅止水螺旋形聚乙烯醇纖維出貨及時到興泰工程材料有限公司(河北分公司),無論您是個人用戶還是企業采購,我們都將竭誠為您服務。品質保證,價格優惠,廠家直銷,歡迎有需要的客戶來電。聯系人:張經理-15318168555,QQ:2028098034,地址:《高新區》。
名片")