| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 雙方協商 |
| 供貨總量 | 按訂單生產 |
| 運費說明 | 5天發貨 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 橡膠 |
| 生產工藝 | 熱硫化或冷粘 |
| 產品規格 | 按要求訂做 |
| 斷裂強度 | 17 |
| 扯斷伸長率 | 550 |
| 襯里硬度 | 60±5 |
| 定伸應力 | 10 |
| 剝離強度 | 7 |
| 磨耗減量 | 0.1 |
| 應用領域 | 礦山、電力、冶金、化工等 |
| 連接方式 | 法蘭連接 |
| 范圍 | 鋼襯膠復合管廠商供應范圍覆蓋廣西省、桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 青秀區、江南區、西鄉塘區、良慶區、邕寧區、武鳴區、隆安縣、馬山縣、上林縣、賓陽縣、橫縣等區域。 |
在激烈的 法蘭襯塑管道市場競爭中,憑借良好的合作關系公司茁壯發展,在持續改進、追求卓越不斷進取、不斷滿足的信念,縱橫機械制造(南寧市分公司)在不斷創新中求發展,個人靠創新精神求進步,日積月累,量變到質變,每天的一小步,就是企業將來的一大步,點滴的匯集,使公司成長的實力雄厚的 法蘭襯塑管道企業。 公司可為用戶訂做各種特殊規格,特種材質 法蘭襯塑管道,交貨及時,價格低,質量優,節假日照常營業、并可汽運、火運,量大可以在廠直接發貨。

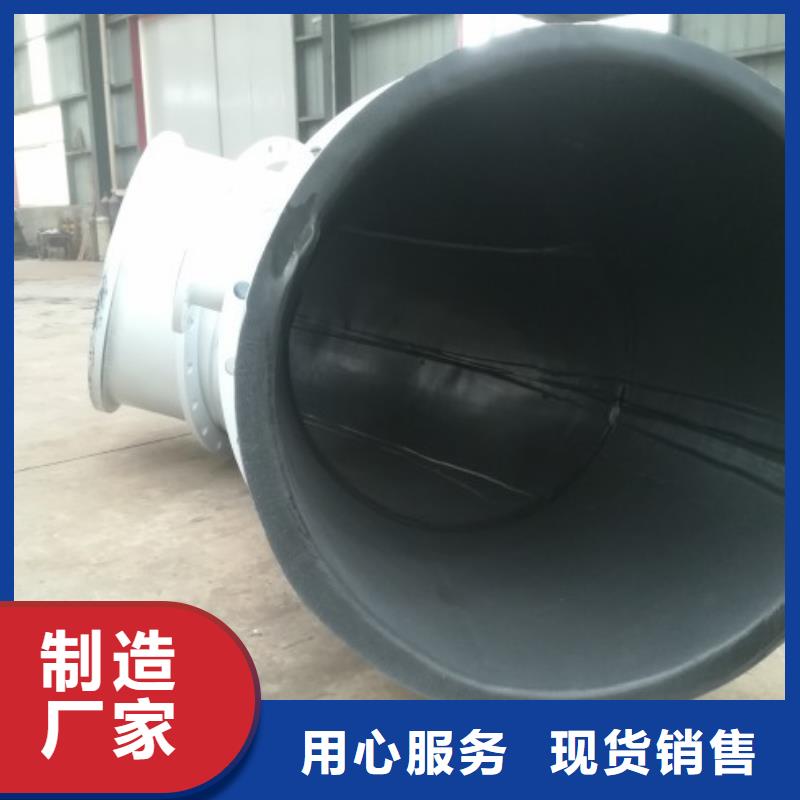
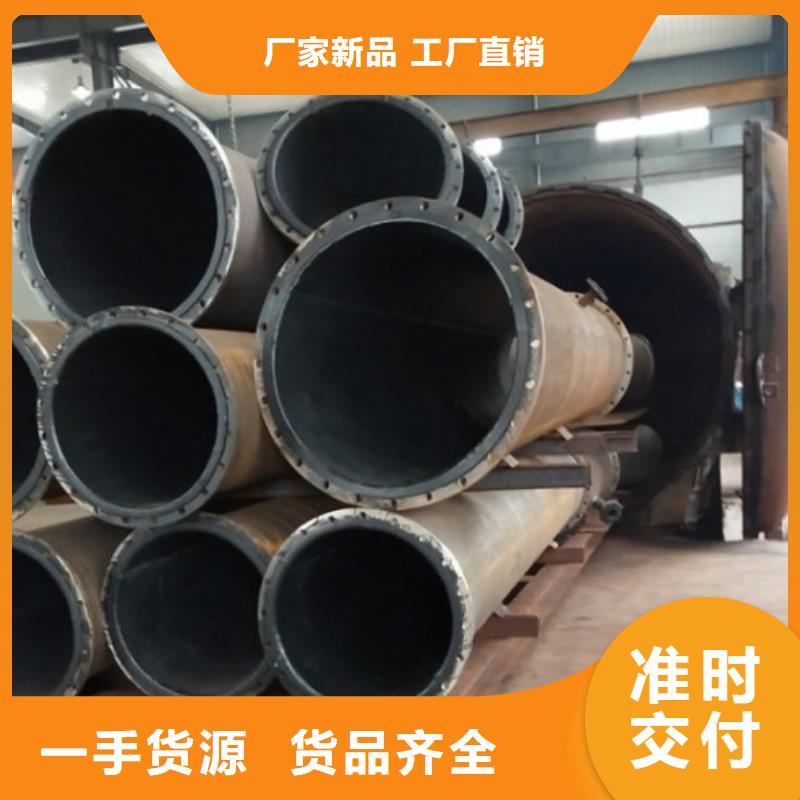
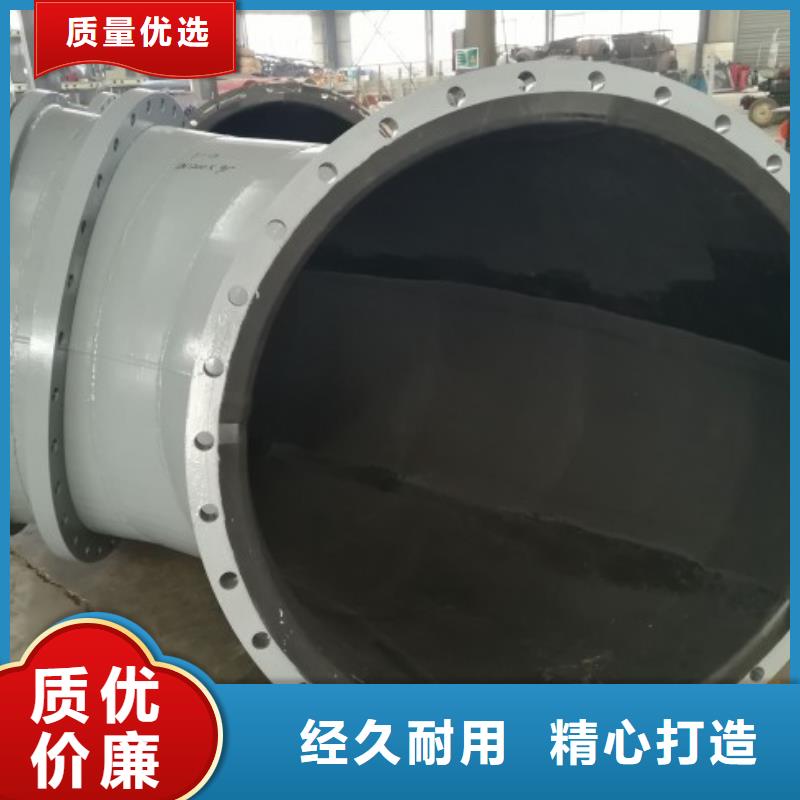
石膏漿液管道是采用鋼管作骨架材料,以耐磨、防腐、耐熱等性能優異的橡膠作為襯里層,利用橡膠的高彈性、高氣密性、耐沖擊性、耐磨性、耐候性、耐輻射性、耐化學介質性和吸收振動等獨特性能,使用高性能的粘合劑經特殊工藝復合硫化成型,產品具有高耐磨、耐水錘沖擊、耐酸堿鹽腐蝕、抗高溫、緩結垢、粘接強度高、運行阻力小、輸送介質廣、使用壽命長、節電節材等優點,減小輸送介質對管壁的沖擊磨損,廣泛應用于冶金、電力、化工、石油、煤炭、水泥等行業的輸送溫度在-30℃~+150℃之間,既有磨損又有腐蝕的介質的管路設備。
鋼橡復合管道的檢驗
(1)原材料檢驗
使用的所有原材料都必須有合格證,要求具有出廠材質單,并在入廠后進行檢驗,在確認其化學成份和主要性能符合產品要求后再進行投產使用。
(2)靜壓強度檢驗(檢測):
襯膠復合管道及管件襯膠前耐壓試驗和襯膠后氣密性試驗的要求應符合圖紙規定技術要求。
1)耐壓強度檢驗:
耐壓強度檢驗按照設計壓力的1.25倍進行水壓,水壓保持十分鐘以上為合格。
2)氣密性檢驗
襯膠復合管道及管件襯膠后進行氣密性試驗。氣壓保持十分鐘以上為合格。
(3)尺寸及制造公差檢驗:
檢驗儀器及允差;鋼管壁厚:用游標卡尺測量; 直徑:用游標卡尺測量; 長度:用鋼卷尺測量; 端面垂直度、支管垂直度:用直角尺和鋼直尺潮量; 防腐層厚度:涂層厚度儀; 儀器精度:測厚儀、游標卡尺、鋼卷尺、鋼直尺的分度值應分別達到0.01mm、0.02mm、1mm、1mm。

襯膠管道制造過程控制及技術要求
1)襯膠工藝要求:
TROTOP襯膠復合管的制造工藝要求:
鋼橡復合管和管件應采用擠出無縫膠管、氣囊吹脹法復合并且是高壓蒸汽熱硫化工藝制造。
2)下料組焊
根據買方蓋章圖紙要求的長度,及生產工藝切割鋼管;
a、點焊法蘭
點焊注意法蘭與鋼管垂直。
b、焊接:
待質檢人員檢查合格后在二保自動焊接機上進行焊接,保證貼襯焊縫表面無焊接裂紋、氣孔、未焊透、咬邊、夾渣、飛濺、弧坑、焊瘤等缺陷,所有焊縫采用雙面焊全焊透,所有焊接密閉間隙開設排氣孔,超聲波檢測(UT) ,X射線照相檢測(RT)5%,壓力試驗。
焊接執行API 1104,超聲波檢測符合GB11345-2013, GB 50184-2011 標準規定。
c、加長
對于需焊接接長的管件,管內外焊縫表面均應打磨光滑。 對焊縫外觀進行檢查,不得存在裂紋、咬邊、氣孔等危害性缺陷。
d、打磨:
拐角處圓滑過度,圓角半徑符合技術規格書和圖紙要求,凸面圓角半徑大于等于5mm,凹角面大于8mm。
3)表面處理
a、使用壓縮空氣前
分離器下游的空氣質量必須通過將空氣吹入干凈的白色吸墨紙或布兩分鐘來測試其是否被污染、油污或受潮。測試應當在每班開始和結束時進行并且間隔不超過4 小時。同時應當在空壓機作業后進行測試。只有測試顯示肉眼看不到壓縮空氣中沒有污物、油或水汽時才可以使用。如果有污染的跡象,應對空壓機進行檢修并且按照上面的描述重新檢查空氣質量。
b、露點控制:
表面溫度 至少應保持在高于露點3oC,并且不超過相對濕度。如果由于外界環境的影響,不保持在此環境下會有風險,那就要使用去濕設備或者加熱設備。
c、噴砂
碳鋼襯膠基體表面處理等級達到Sa2.5。即:噴砂至金屬白色,完全氧化皮、銹及其它雜質,殘留僅為斑點或條紋陰影,磨料、積灰。粗糙度必須符合基體表面粗糙度的要求粗糙度RZ≥60μm。
d、脫脂、清洗:
表面進行處理后,應將鋼管表面附著的灰塵及磨料清理干凈,用甲苯或汽油清洗。
e、涂刷底漆:
脫脂后立即涂刷西邦粘接劑。先刷底膠,待干燥后再刷面膠,待干燥后兩頭封好,存放在指定地點待用。從表面處理完畢至完成外表面粘接劑的間隔時間,長不應超過24h。


襯膠管道工藝對金屬基體的要求如下:
橡膠襯里的設備基體結構力求簡單,襯里部位必須保證施工過程中手或工具能接觸到和看得見,為保證橡膠襯里層的質量,對基體要求如下:
(1)基體必須有足夠的強度和剛度,以免承受載荷后產生變形和破壞橡膠襯里層。受壓容器應有壓力容器檢驗合格證方可進行施工。
(2)襯膠的設備不應采用鉚接結構。必須鉚接時,用埋頭鉚釘,并應緊嵌入縫隙,不得高出設備表面。
(3)橡膠襯里設備表面要求平整光滑,不應有大于30mm的凹凸處。凡有棱角的部位,應呈圓弧過渡,其半徑應小于5mm,設備內有支承、檔板及附件時,焊接縫應打成圓角。
(4)橡膠襯里設備金屬殼體必須采用連續對接焊縫結構。突出襯膠層金屬表面焊縫高度不高于2mm,焊縫不應有氣孔、焊瘤、咬邊等現象。
(5)設備上的接管焊縫應圓滑平整,伸入設備內表面時,應采用雙面焊。
(6)大型密閉設備襯里時,從操作角度考慮,應設兩個人孔。
襯膠管道工藝流程:
設備及管件需噴砂除銹達到Sa2.5級,用壓縮空氣吹凈表面浮塵,然后涂刷一遍底膠漿。
設備缺陷處理→二次膠漿涂刷→三次膠漿涂刷貼襯→中間檢查→硫化→成品檢查→成品→修理
洛陽縱橫機械制造有限公司專注從事襯膠管道,防腐襯膠管道,耐磨襯膠管道,脫硫襯膠管道,化工襯膠管道,電廠襯膠管道,碳鋼襯膠管道,耐高溫襯膠管道,耐油襯膠管道,氯丁襯膠管道,丁基襯膠管道,低鈣鎂襯膠管道,罐體,槽體,塔體,非標件的設備襯膠及設備包膠的研發和生產。做為專業的襯膠管道生產廠家,以合理的襯膠管道價格,為客戶提供優質的耐磨防腐襯膠管道及襯膠管件產品及完善的技術服務.公司多年逐步發展為大型高新技術企業,質量可靠,性價比高,受到客戶一致好評!



名片")