| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 單位面積400-600g/m | 厚度0.25-0.35mm |
| 單位面積700-1000g/m | 厚度0.30-0.50mm |
| 撕裂伸長率 | 30- |
| 剝離強度 | ≥6N/cm |
| 厚度 | 0.1mm-3.0mm |
| 范圍 | 土工膜-PVC防水卷材貨源供應范圍覆蓋山東省、棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 薛城區、嶧城區、臺兒莊區、山亭區、滕州市等區域。 |
恒豐塑業(棗莊市分公司)憑借良好的信譽,雄厚的實力,優質的產品,低廉的價格,周到的服務贏得了廣大客戶的信賴。我們在“誠信務實,追求卓越”的經營理念指導下,不斷進步。主營產品:(山東棗莊) 本地 短絲土工布。本公司在長期的經營業務中與各大廠建立了長期穩固的業務合作關系。


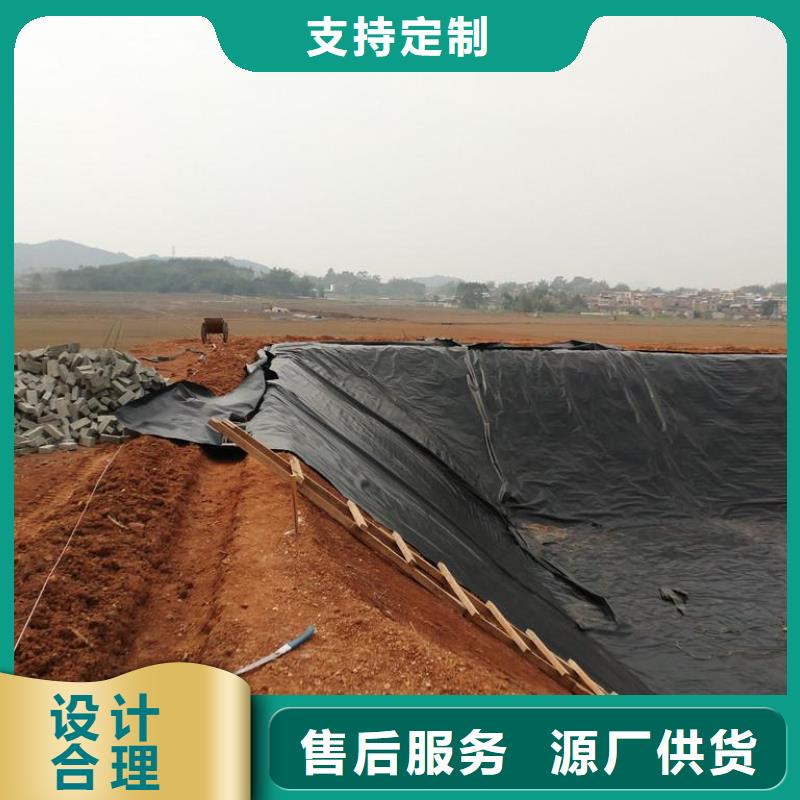
HDPE土工膜鋪設技術
①復合土工膜鋪設和展開方向,由E向W或由W向E進行,每幅鋪設長度中,包括兩側擋水墻高度一次完成。 ②鋪設順序,自渠道軸線向S、N兩側推進。
③施工工序,先做湖底復合土工膜的砂漿保護層(20-30mm),再做與垂直擋水墻的粘貼。
④復合土工膜與擋水墻的粘貼工藝。將粘接劑涂刷在復合土工膜與擋墻的粘貼面上,干燥靜置時間約5分鐘,然后進行粘貼、擠壓、佛平。粘接劑由瀝青乳膠涂料、水泥、水拌合而成。粘貼完畢,在水位線以上釬釘錨固,并做防水、防腐處理。
施工進度
1、日功效,一臺機組每日按施工面積為2000~2500㎡。
2、計劃工期為3日。
建議
1、加強復合土工膜成品的防護和管理,提高相關施工人員的防水意識,對于工程質量,按期投入正常運行。具有十分重要的意義。
2、建議由承包方通知并派專人監管,與防水材料相關的施工人員,發現復合土工膜破損,要及時通報防水施工人員修補。
3、復合土工膜須防止粘上油污,否則會降低粘接強度。貯存和保護《見土工膜施工方法簡介》。
4、建議本工程注意如下環節:
①復合土工膜焊接為成品后,需要先做湖底砂漿保護層。
②橋梁基礎防水,采用鋼筋穿膜焊接法,用砂漿保護層防止電焊時所造成的質量隱患。
③復合土工膜與墻面的粘貼,須防止大面積空鼓的出現。



土工膜以塑料薄膜作為防滲基材,與無紡布復合而成的土工防滲材料,新材料土工膜它的防滲性能主要取決于塑料薄膜的防滲性能。目前,國內外防滲應用的塑料薄膜,主要有聚氯乙烯(PVC)和聚乙烯(PE)、EVA(乙烯/醋酸乙烯共聚物),隧道應用中還有設計使用ECB(乙烯乙酸乙烯改性瀝青共混土工膜)的,它們是一種高分子化學柔性材料,比重較小,延伸性較強,適應變形能力高,耐腐蝕,耐低溫,抗凍性能好。
簡介
土工膜是一種以高分子聚合物為基本原料的防水阻隔型材料。主要分為: 低密度聚乙烯(LDPE)土工膜、高密度聚乙烯(HDPE)土工膜和EVA土工膜。
1.幅寬、厚度規格齊全。
2.具有優良的耐環境應力開裂性能及優良的耐化學腐蝕性能。
3.優良的耐化學腐蝕性能。
4.具有較大的使用溫度范圍和較長的使用壽命。
5.使用于垃圾填埋場、尾礦儲存場、渠道防滲、堤壩防滲及地鐵工程等。



土工膜鋪設
1. 鋪設土工膜前應由土建工程相應的合格驗收證明文件。
2. 土工膜裁切之前,應該準確丈量其相關尺寸,然后按實際裁切,一般不宜按圖示尺寸裁切,應逐片編號,詳細記錄在專用表格上。
3. 鋪設土工膜時應力求焊縫少,在保證質量的前提下,盡量節約原材料。同時也容
易保證質量。
4. 膜與膜之間接縫的搭接寬度一般不小于10cm,通常就使焊縫排列方向平行于 坡度,即沿坡度方向排列。
5. 通常在拐角及畸形地段,應是接縫長度盡量減短。除特殊要求外,在坡度大于1:6的斜坡上距頂坡或應力集中區域1.5米范圍內,盡量不設焊縫。
6. 土工膜在鋪設中,應避免產生人為褶皺,溫度較低時,應盡量拉緊,鋪平。
7. 土工膜鋪設完成后,應盡量減少在膜面上行走、搬動工具等,凡能對防滲膜造成危害的物件,均不應放在膜上或攜帶在膜上行走,以免對膜造成意外損傷。
焊接規范
工序流程●基礎開挖●做湖底砂漿保護層(H20-30mm)
●削坡、密實與平整
●復合土工膜與垂直擋水墻粘貼
●基面平整、、工序交接
●水下水管口的密封止水
●復合土工膜鋪設與焊接
●工序交接。



HDPE土工膜焊接要求:
1、HDPE土工膜焊縫搭接面不得有污垢、沙土、積水(包括露水)等影響焊接質量的雜質存在,在焊接時應清理干凈。
2、每天焊接開始時(清晨及午休后),必須在現場先進行試焊,合格后再進行正式焊接。
3、HDPE土工膜的焊接宜采用雙軌熱熔焊機焊接,擠壓焊或熱風槍接僅用在修復、覆蓋或熱熔焊機達不到的地方。
4、施工時應根據氣溫和材料性能,隨時調整和控制焊機工作溫度、速度。
5、焊縫處HDPE膜應熔結為一個整體,不得出現虛焊、漏焊或超量焊。聯接的兩層HDPE土工膜必須搭接平展、舒緩。
焊縫質量控制
隨著施工的進度,要求及時檢查HDPE膜焊接質量,對漏焊、虛焊部位隨時用熱風槍或塑料焊槍補焊,具體做法如下:
檢測按三個步驟進行,即目測、充氣檢測及破壞試驗。
目測:看兩條焊縫是否平整、清晰、無皺、透明無接渣、氣泡、漏點、熔點或焊縫定包邊等。
目測主要是對鋪設的土工膜外觀、焊縫質量、T型焊接、基底雜物等進行細致的檢查,所有施工人員對這一工作都應貫徹在全部施工過程中。
對所有焊縫的嚴密性除目檢外,還應采用真空檢測,對無法進行真空檢測的部位更應加強自檢。
充氣壓檢測的充氣強度為0.25Mpa,2分鐘不漏氣,考慮到卷材較柔軟易變形,允許壓力下降20%
在雙軌焊縫上所取的樣塊進行拉力測試時,其標準為在做剝離和剪切試驗時,焊縫沒被撕裂開而母才被撕拉破壞,此時焊接合格,如果試樣不合格,則應在原焊縫上再取第二塊,連取三塊不合格時,則應對整條焊縫作返工處理。
經測試合格的樣塊,送業主、總承包人及相關單位存檔。
對于在目測、充氣檢測、破壞試驗中所發現的缺陷,應及時修補,不能立刻修補的,要做好標記,以防止在修補時遺漏。
外觀檢查,發現膜面有孔眼等缺陷損及焊接過程中出現的漏焊、虛焊、破損等情況下,應及時用新鮮的母材修補,補疤每邊超過破損部位10-20cm。并做好記錄。
對于修補后的焊縫,一般要進行詳細目測檢查,確認修補可靠后再進行放行!!
名片")