| 產品參數 | |
|---|---|
| 產品價格 | 10000/臺 |
| 發貨期限 | 3 |
| 供貨總量 | 99 |
| 運費說明 | 物流 |
| 小起訂 | 1 |
| 質量等級 | 優 |
| 是否廠家 | 是 |
| 產品品牌 | 河南建貿 |
| 發貨城市 | 河南許昌 |
| 產品產地 | 河南許昌 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |
| 型號 | DGJ-50 |
| 產地 | 河南許昌 |
| 加工能力 | 32-50管子 |
| 重量 | 1300Kg |
| 品牌 | 河南建貿 |
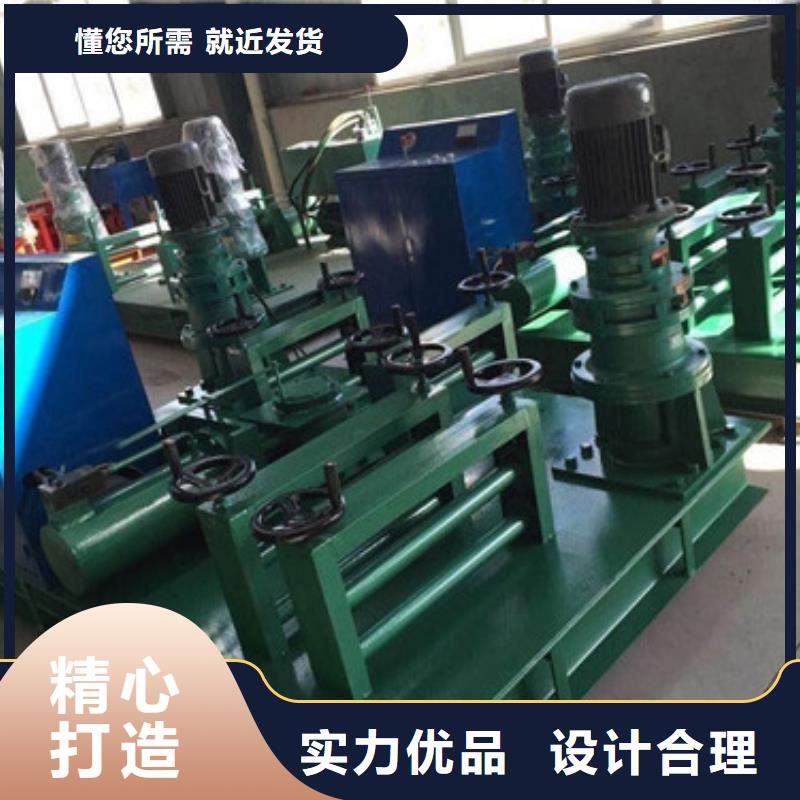
| 品名 | 小導管尖頭成型機 |
WGJ系列冷彎機是我廠自主研制的一種多功能型鋼冷彎設備,國內首創。主要用于C型鋼、工字鋼、角鋼、槽鋼、道軌、方鋼、鋼管等型鋼的拱形卷圓、變徑、定角彎曲。采用數顯編碼器編程,使液壓操縱系統準確,所彎型鋼一次自動成型,效率高、操作方便。
控制方面:數控彎拱機有PLC程序控制器控制,全液壓系統自動讀數器可手動控制也可數控控制。
操作方面:無限進料,可進可退,油缸進度尺寸自動無需人工測量,彎曲尺寸自動讀數應用范圍:
工字鋼冷彎機廣泛應用于水電站,隧道,地鐵,地下洞室建設中,成為工字鋼,槽鋼彎曲不可或缺的設備。面向全國范圍供應工字鋼冷彎機u型鋼冷彎機h型鋼冷彎機,槽鋼冷彎機,液壓自動式,機械手動式齊全,支持需求定制。
數控小導管沖孔機
根據設計要求,對不同地段不同地質情況圍巖采用超前小導管注漿超前支護。小導管采用Φ42熱軋無縫鋼管,長度4.5 m,壁厚3.5mm,環向布置間距0.4m,每環打入長度3.5m,縱向水平搭接≥1m。沿拱部開挖輪廓線外緣布置,鋼管外插角均為3~5度,管內預注漿為水泥漿單液漿體。
上比一般的錐管機更先進在工作時更穩定,更快捷,3,夾模采用進口型夾持力強,不易磨損工作時無左右前后偏擺或跳動的現象和疑慮。 2.成型主要部分由縮管模具驅動主軸系統油壓送料裝置和潤滑冷卻系統組成,四片模具靜音式機構設計噪音小成型速度快,3.主要元件采用模具鋼真空淬火精密研磨完成,4.手動取放料,自動開關啟動機器自動完成夾緊縮尖加工等所有動作。

小導管尖頭設備外形美觀、結構緊湊、操作簡單,三相、單相電壓可選扣壓到位時油缸自動回位,可采用手動和自動方式操作,運行平穩可靠.故障率低,模具與模座為軸向滑動,燕尾式模具,裝卸方便。廣泛適用于城市建筑、工程機械液壓機械油田等行業。
超前小導管尖頭機工作原理
1,該機由電動機通過三角帶,直接傳達給飛輪,主軸作旋轉運動,使主軸中撞塊及模具產生離心力,同時在滾針的撞擊下,來完成錐管動作。
2,在結構設計上比一般的錐管機更先進在工作時更穩定、更快捷。
3,夾模采用進口型 夾持力強、不易磨損工作時無左右前后偏擺或跳動的現象和疑慮,速度均勻。
4,本機采用皮帶傳動,尺寸精度高傳動部分靈活可靠。
5,快捷、方便、速度快、節省人工及加工次數等。

用途:
廣泛應用于隧道、地鐵、水電站、地下洞室等行業施工中,是鋼拱架制造的理想設備。WGJ-250型材彎拱機可將各種型材如:槽鋼、工字鋼、H型鋼、扁鋼、鋼管等彎曲成圓形、弧形、法蘭、螺旋形等工件。
工作原理:
把工字鋼放在彎拱機上,與減速器帶動的滾輪接觸后,將壓緊手柄進給鎖緊,然后在數控液壓顯示器上輸入弦長弦高以及小彎曲半徑,點上啟動即可,還可設置工字鋼彎曲長度 彎曲多少后自動停止,無料時電感自動關機,是施工更快速快捷,。主動滾輪,被動滾輪采用特殊材料,經整體熱處理,減少游輪磨損,對工件無劃傷,使用壽命更長。WGJ250型液壓冷彎機的液壓系統采用先進液壓元件,及其獨特的液壓系統設計,增加了頂出反彈裝置,使得頂出能有力,延長使用壽命,避免經常維修。

維護也非常的方便,不會因為一些小部件的損壞,導致整機無法正常運行。據我們的長期統計,超過95%的機器故障都可以在我們技術人員的指導下解決!我們銷售出去的產品如遇重大故障,或者客戶無法解決的問題,我們承諾48小時之內派人到現場解決(一些偏遠地區可能會延長時。
2)注漿壓力:0.5~1.0MPa,2.小導管采用Φ42無縫熱軋鋼管支撐,在前部鉆注漿孔,孔徑10mm,孔間距15mm,呈梅花形布置,前端加工成錐形,尾部不鉆孔長度不小于30cm,作為止漿段,3.小導管施工要求:(1)小導管安設一般采用鉆孔打入法。 2.工作時間較長的話,2個月換濾芯,不長就半年,液壓油看工作時間,半年或一年換一次,3.有漏油的地方及時處理,飛揚數控全自動多功能沖孔機,4.數控沖孔機在工作前應作空運轉2-3分鐘,檢圌查腳閘等控圌制裝置的靈活性。
維護也非常的方便,不會因為一些小部件的損壞,導致整機無法正常運行。據我們的長期統計,超過95%的機器故障都可以在我們技術人員的指導下解決!我們銷售出去的產品如遇重大故障,或者客戶無法解決的問題,我們承諾48小時之內派人到現場解決(一些偏遠地區可能會延長時。
2)注漿壓力:0.5~1.0MPa,2.小導管采用Φ42無縫熱軋鋼管支撐,在前部鉆注漿孔,孔徑10mm,孔間距15mm,呈梅花形布置,前端加工成錐形,尾部不鉆孔長度不小于30cm,作為止漿段,3.小導管施工要求:(1)小導管安設一般采用鉆孔打入法。 2.工作時間較長的話,2個月換濾芯,不長就半年,液壓油看工作時間,半年或一年換一次,3.有漏油的地方及時處理,飛揚數控全自動多功能沖孔機,4.數控沖孔機在工作前應作空運轉2-3分鐘,檢圌查腳閘等控圌制裝置的靈活性。
名片")