| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 品牌 | 鉅順模具 |
| 產品分類 | 玻璃鋼模具,鋼模具,塑料模具 |
| 產品材質 | 玻璃鋼,樹脂 |
| 產品規格 | 根據客戶要求規格定制 |
| 加工周期 | 3-7天 |
| 生產能力 | 10000 |
| 模具用途 | 手糊玻璃鋼 |
| 模具用途 | 混凝土模具 |
| 包裝 | 普通 |
| 范圍 | 玻璃鋼模具_玻璃鋼模具生產基地位于【保定】,供應范圍覆蓋四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 旌陽區、中江縣、羅江區、廣漢市、什邡市、綿竹市等區域。 |

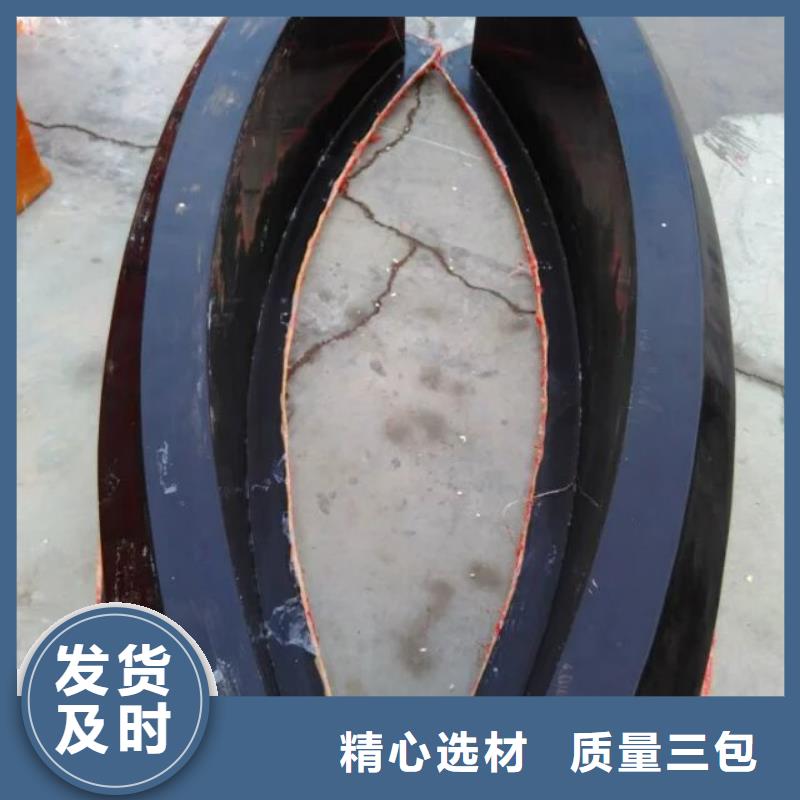
壓頂模具
預制圍墻:又稱預制構件組合圍墻,采用新型墻體材料PC、混泥土、珍珠巖、砂子、水泥等工廠化預制生產,按照科學配比并經特殊生產工藝制造而成的一種臨時工程圍墻。不僅造型美觀、綠色環保,而且施工便捷、成本低廉,墻體堅固、并方便再次拆裝,已成為粘土磚和混凝土圍墻及彩鋼圍墻的理想代替品,可廣泛應用于建筑工地、城市建設、環境美化樣式豐富等優點,工業技術改造等各類施工工程領域。歡迎來電洽談!
預制圍墻:主要由預埋件、立柱、底梁、墻板、上梁、柱帽、壓頂等預制結構部件按照一定的施工標準組裝而成。
產品優點:
① 造價成本低。預制圍墻的造價成本比磚砌圍墻節省1/3。
② 重復利用。預制圍墻可拆卸拼裝、重復利用,節省更多成本,降低工程造價。
③ 造型美觀。預制圍墻設計精巧別致,有仿古式、歐式、卡通式、運動式等造型,特別符合城市市政建設、美化環境的需要,是彩鋼圍墻和磚砌圍墻無法比擬的。
④ 施工期短。預制圍墻的施工期只有磚砌圍墻的1/3,大大加快了施工建設速度。
⑤ 性高。預制圍墻的物理性能優于磚砌圍墻,其抗壓強度、抗彎極限強度、抗沖擊性等各項指標均符合相關標準。
⑥ 綠色環保。用預制圍墻代替磚砌圍墻,不僅綠化環境,也節約了大量土地資源。
⑦ 不受氣候影響。包括冬季在內的任何氣候條件下,預制圍墻都能正常施工。
⑧ 量身定制。我公司能根據您的企業標準,量身制定個性化預制圍墻。 鉅順模具專業生產各種水泥圍墻壓頂,目前備有電纜槽壓頂塑料模具,油池壓頂模具,圍墻壓頂。鉅順壓頂塑料模具1產品堅固耐用,可重復使用200次,使用年限2年,塑料模具采用工程塑料sbs注塑成型,產品內壁光滑,
水泥壓頂塑料模具137 0312 4992是新開發的一款塑料模具用于制作水泥壓頂,壓頂用處很多主要用于電站使用,常用的有清水壓頂,油池壓頂,電纜槽壓頂,電纜溝壓頂和圍墻壓頂等尺寸,水泥壓頂采用塑料模具生產是鉅順模具首創的一種工藝,電纜溝壓頂尺寸為100*20*20兩側帶有圓弧,生產的水泥壓頂快表面光滑,外觀好,使用次數達到200次以上。 壓頂玻璃鋼模具是一款新式的水泥制品模具,壓頂模具是專業生產各種水泥壓頂模具,壓頂鋼模具尺寸多樣用途很多,可用于生產水泥圍墻壓頂,清水壓頂,油池壓頂等各種水泥壓頂等各種電站壓頂的制作,是一款新型的水泥制品模具很多的人都不是很明白這款模具的用途到底是什么那?其實那這樣給各位解釋一下,應該就不難理解了,在農村每家每戶都會建造圍墻,建造的形狀很多并且高度一般在兩米五到兩米七八左右,在圍墻頂端所使用的一種像帽子一樣的東西就可以稱之為壓頂磚或者是壓頂瓦之類的,這款模具多半采用的是壓頂塑料模具制作壓頂磚,很少使用壓頂鋼模具制作壓頂磚,除非是在遇到緊急施工時一般會采用壓頂鋼模具進行生產。壓頂鋼模具具有可拆裝的特點,脫模比較方便,省時省力。


鉅順模具制造廠(德陽市分公司)在激烈的市場競爭中,能實現穩步發展,靠的是以市場為導向,以質量為生命,以技術創新為依托。研究 壓頂模具市場的同時,不忘抓質量,并以不斷的資金投入,確保技改項目的成功實施,從而提高了 壓頂模具產品質量,擴大了市場份額。市場經濟不同情弱者,但也不會傾情于魯莽,面對企業的生存競爭,更多的是依靠理性和智慧。以 壓頂模具產品質量贏得市場。





在玻璃鋼行業,說起膏狀脫模蠟,估計大家都不會陌生。一開始我像很多人一樣,也認為打脫模蠟是件非常簡單的事情,無非是涂抹再擦拭,根本不需要什么經驗和技巧。吃過很多虧,打脫模蠟并非是我們想象那樣簡單!
分享一下如何打好脫模蠟的一些經驗與心得,這適用于大部分的膏狀脫模蠟(如8號蠟、)的常規操作,希望對你有一定的幫助。在使用任何脫模蠟之前, 要確認模具表面是完全密封的(多孔模具表面如木材或石膏原模,必須在使用脫模蠟之前進行密封)、清潔的和無污垢的。如果,模具表面都不是光潔的,那么可能 模可以脫模,第二模則會粘模,因為 次脫模時,脫模層會被破壞掉,造成局部粘模。
操作步驟:
一、用海綿盤(或無絨抹布)擦上適量脫模蠟,然后在模具表面上進行打旋式的擦拭,并確保均勻擦拭了整個模具表面,特別注意那些較小的角落,這個操作和擦皮鞋油差不多。
二、在蠟質完全干燥之前,使用另一塊干凈的無絨擦拭布,輕輕擦拭模具表面,這將去除模具表面的打蠟漩渦圖案,并變的光滑。一定要輕輕的擦拭,我們想要的是拋光脫模蠟,防止蠟質過度積聚,而不是將脫模蠟從模具表面掉。
三、等待脫模蠟干燥,這個和脫模蠟種類及環境溫度有關,一般室溫下3-5分鐘就會干燥。如果你不等待,連續打脫模蠟,這樣100遍和1遍的效果將沒有什么區別。一旦脫模蠟干燥后,模具表面看起來沒有漩渦并變得光亮時,你應當再重復打3-5遍脫模蠟,每次過程同上1-3步。
四、 一遍脫模蠟, 等待15分鐘以上,以確保蠟質的完全干燥。當然在實際應用中,有時補打一遍脫模蠟,會不等待繼續制件的情況是有的,但這不具備代表性。
說一下,常規脫模蠟不適用與高溫固化、預浸料成型和因放熱而導致模具表面溫度超過60℃的濕法成型工藝,基于這種情況你需要采用耐高溫型的脫模蠟。



名片")