| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 1.5/米 |
| 發(fā)貨期限 | 1天 |
| 供貨總量 | 99999 |
| 運費說明 | 全國配送 |
| 小起訂 | 100米 |
| 質(zhì)量等級 | 國標(biāo) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | Q235 |
| 產(chǎn)品品牌 | 日升昌 |
| 產(chǎn)品規(guī)格 | 48/50/54/57 |
| 發(fā)貨城市 | 滄州市 |
| 產(chǎn)品產(chǎn)地 | 滄州市 |
| 加工定制 | 支持定制 |
| 產(chǎn)品型號 | 48/50/54/57/60 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 理算 |
| 產(chǎn)品顏色 | 黑色圓管 |
| 質(zhì)保時間 | 長期 |
| 外形尺寸 | 圓管 |
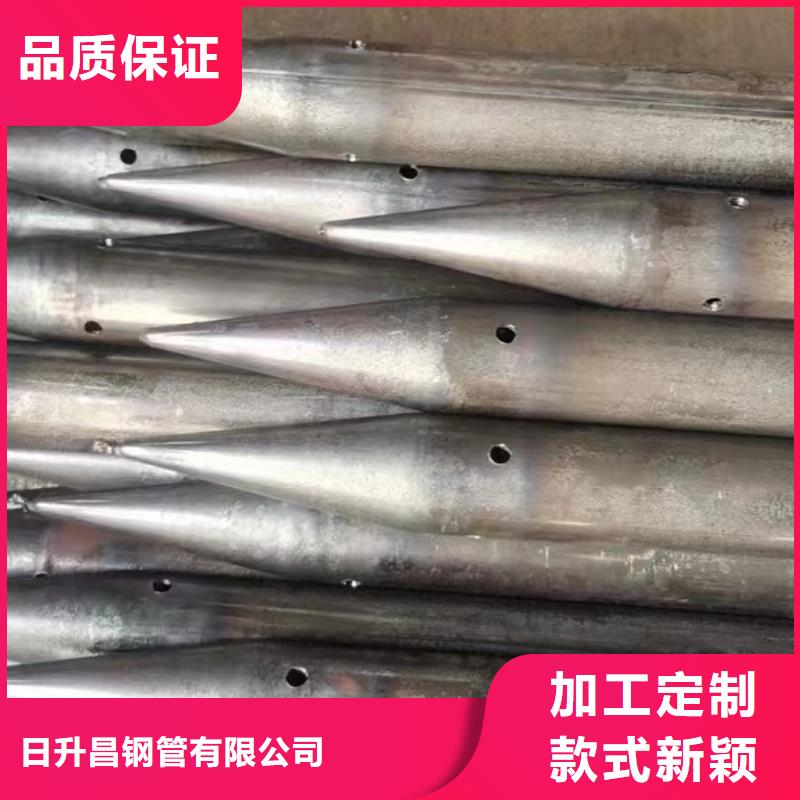
| 適用領(lǐng)域 | 橋梁樁基建筑 |
| 是否進(jìn)口 | 否 |
| 質(zhì)量認(rèn)證 | 國標(biāo) |
市護(hù)坡鋼花管(支持定制)")
市護(hù)坡鋼花管(支持定制)")
市護(hù)坡鋼花管(支持定制)")
市護(hù)坡鋼花管(支持定制)")
市護(hù)坡鋼花管(支持定制)")
還有就是抽芯(屬于破壞性檢測)4、承載力靜壓實驗。就是在樁頭上放置鋼橫梁,鋼橫梁上放置壓力傳感器,再放橫梁,再堆載大量的1立方米體積混凝土塊或者也有2立方米左右的。不斷加載。得到承載力極限值或者在樁身設(shè)計承載力的百分之幾十停止。為得到極限值的實驗屬于破壞性實驗,后者則對樁身質(zhì)量沒有影響屬于驗證性實驗。超聲波聲測管無損檢測在樁基檢測時的方法 超聲波聲測管透射法按照超聲波聲測管換能器的通道在樁基樁體中的不同的設(shè)置方式簡要的分為以下三種常見方法。1)樁基的樁內(nèi)單孔透射法在只有一個孔道可以實行檢測,如一項工程在鉆孔取芯后我們是需要進(jìn)一步的來了解其周圍的混凝土的質(zhì)量,單孔檢測法作為鉆芯檢測的一種補(bǔ)充手段,這時就需要采用單孔檢測,我們可以將換能器擺放于一個孔中,然后采用專用的一發(fā)雙收式的換能器或者在換能器之間采用可以隔聲的材料來進(jìn)行隔離。市護(hù)坡鋼花管(支持定制)")
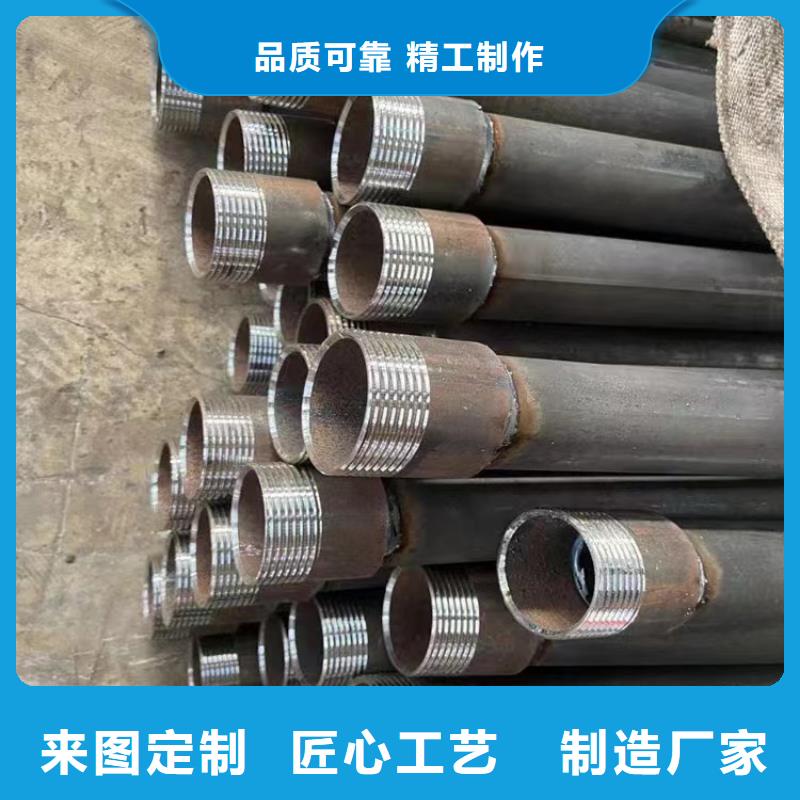
安裝時將聲側(cè)管的插口端,插入承口端至標(biāo)線位置,用專用的液壓鉗對U型槽和U型槽一側(cè)部位同時進(jìn)行擠壓;橡膠密封圈受擠壓后起密封作用,鉗壓部位插口和承插口端的管材同時收縮變形(剖面形成六角形狀)起定位固定作用,從而有效地實現(xiàn)了聲側(cè)管的連接。1、密封原理:橡膠O型圈徑向收縮抱緊。2、抗拔原理:鉗壓部位變形,中間小兩頭大。3、搞旋轉(zhuǎn)原理:鉗壓成六角形,不能旋轉(zhuǎn)。特點1、密封性:O形橡膠圈經(jīng)擠壓后徑向收縮抱緊聲側(cè)管插入端直至變形,具有極好的密封性能。2、抗振性:鉗壓式接頭將連接部位一次性做死,避免了活接頭松動的可能性。3、抗拉拔性:鉗壓部位變形,中間變小,相對兩頭大,具有極好的抗拉拔性能。4、抗扭性:鉗壓部位成六角形,使聲側(cè)管連接后不能發(fā)生相對滑轉(zhuǎn)。5、抗折性:連接部位對聲測管管本身沒有傷害,且接頭處有1-1.2倍管徑的套接。6、凸起度:凸節(jié)處直徑小于等于1.3們管徑。7、垂直性:因接頭處有1-1.2倍管徑的套接,能很好地保證連接的順直性。8、操作性能:省時、省力、省費用,一次性安裝成功。9、經(jīng)濟(jì)性:無短管、材頭浪費,總費用更低。市護(hù)坡鋼花管(支持定制)")
鉆孔排土。根據(jù)偏位的程度在樁前側(cè)用地質(zhì)鉆機(jī)鉆1~2個400mm、深24m的孔,插入 注漿管,注水造漿,同時排漿樁身前側(cè)土體,以有利于用較小的水平推力回復(fù)樁位。(2)安裝反力架,就位千斤頂,推樁移位。用高壓注漿管貼緊樁身沖孔,深至持力 層,借千斤頂初步推樁移位,要嚴(yán)格控制推擠樁頂移位的速率,以2~5cm/h為宜,完成總偏移量的一半時停30~60min,保持用高壓注漿管擴(kuò)孔,第二次將樁頂推至復(fù)位。(3)樁的固定。在樁側(cè)的孔穴內(nèi),灌入5~25mm碎石,人工插搗致密,注入速凝水泥漿,使樁側(cè)和樁底虛土中的孔隙部分被漿液所充填 ,散粒被膠結(jié),并較大幅度的增加樁側(cè)和樁底一定范圍內(nèi)的土體強(qiáng)度和變形模量,提高樁底土的抗偏荷載能力。(4)對所有經(jīng)糾偏處理的樁進(jìn)行再次低應(yīng)變檢測,以便確定還有缺陷的聲測管的損傷位置,然后用高壓水沖洗聲測管孔至損傷處以下1 ~2m,排出泥漿,投5~25mm碎石并注入速凝水泥漿,使管內(nèi)形成牢固的混凝土柱。這樣,不但可加固樁身,保證損傷程度不再加劇,而且能確 保開口聲測管以全斷面承受荷載。市護(hù)坡鋼花管(支持定制)")
除少數(shù)直接承受動力荷載結(jié)構(gòu)的某些連接外,焊接可廣泛用于工業(yè)與民用建筑鋼結(jié)構(gòu)的連接們鋼結(jié)構(gòu)的焊接方法有電弧焊電阻焊等。電弧焊的質(zhì)量比較可靠,是常用的一種焊接方法。電弧焊可分為手工電弧自動或半自動埋弧焊氣體保護(hù)焊等。鉗壓式聲測管常用于冷彎薄壁型鋼的焊接手工電焊弧由于電焊設(shè)備簡單,使用方便,應(yīng)用廣泛,可用于空間的焊接,特別適用工地安裝焊縫短焊縫和曲折焊縫的焊接。但它生產(chǎn)效率低勞動條件差,焊接質(zhì)量在一定程度上受焊工水平的影響。為了經(jīng)濟(jì)合理,要求選擇手工焊條的型號應(yīng)與構(gòu)件鋼材的強(qiáng)度相適應(yīng),當(dāng)不同強(qiáng)度的鋼材連接時,宜采用與低強(qiáng)度鋼材適應(yīng)焊條系列。自動埋弧焊由于電弧熱量集中,故熔深大,焊縫質(zhì)量均勻,塑性和沖擊韌性都好,因而優(yōu)于手工焊。半自動埋弧焊的質(zhì)量介于自動焊與手工焊之間。市護(hù)坡鋼花管(支持定制)")
分公司)名片")