| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說明 | 電議 |
| 產(chǎn)地 | 山東 |
| 材質(zhì) | 201、304、316、235、345 |
| 品牌 | 聚宜興 |
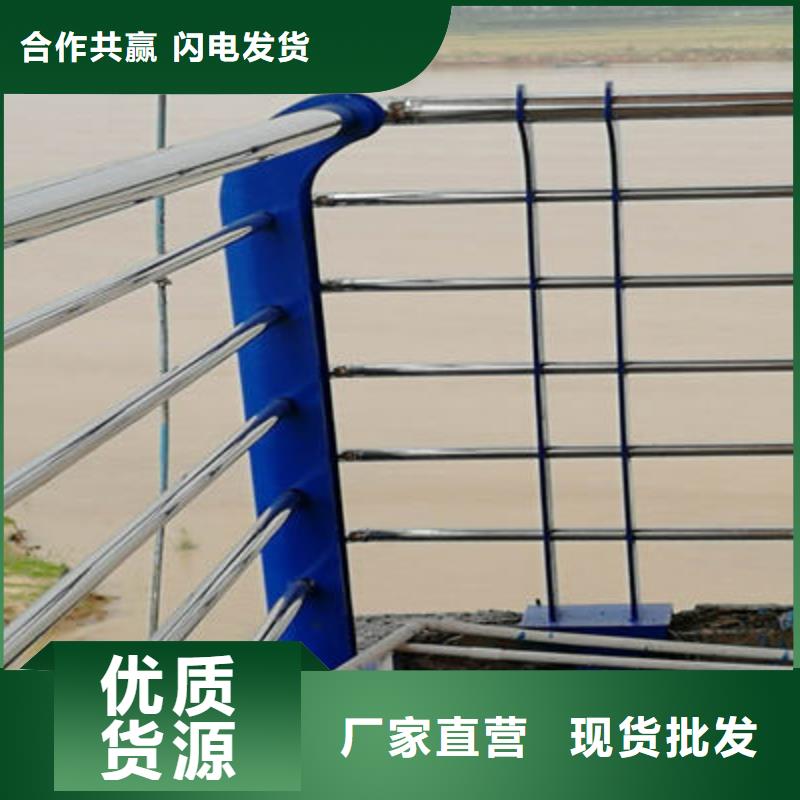
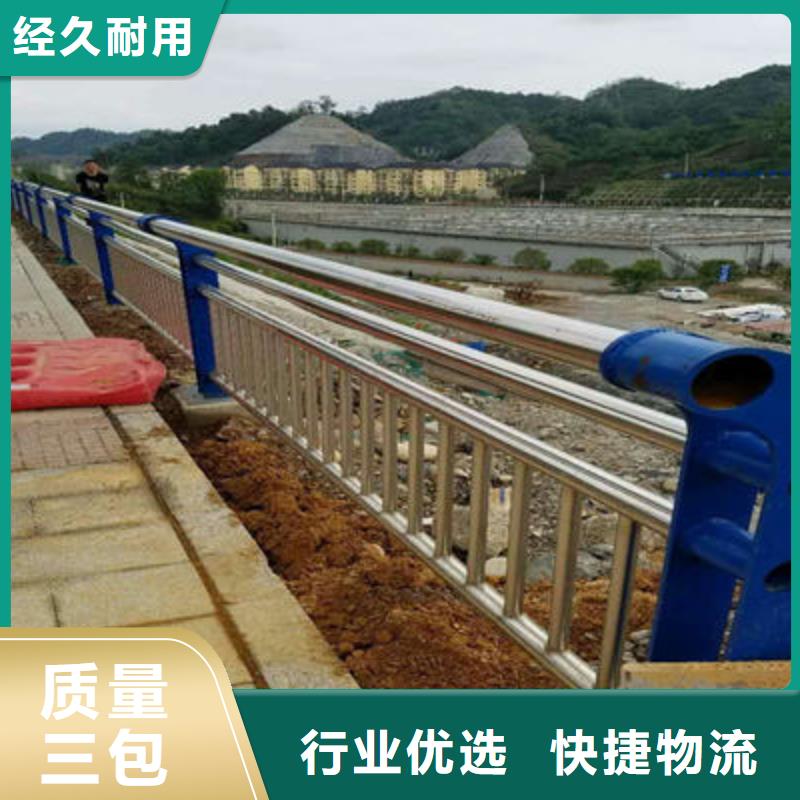
| 范圍 | 橋梁防撞護(hù)欄【交通護(hù)欄】供應(yīng)范圍覆蓋山東省、棗莊市、東營(yíng)市、濟(jì)寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺(tái)市、威海市、萊蕪市、日照市、淄博市、青島市、濟(jì)南市 淄川區(qū)、張店區(qū)、博山區(qū)、臨淄區(qū)、周村區(qū)、桓臺(tái)縣、高青縣、沂源縣等區(qū)域。 |
欄【交通護(hù)欄】品質(zhì)優(yōu)良")
欄【交通護(hù)欄】品質(zhì)優(yōu)良")
欄【交通護(hù)欄】品質(zhì)優(yōu)良")
欄【交通護(hù)欄】品質(zhì)優(yōu)良")
欄【交通護(hù)欄】品質(zhì)優(yōu)良")
欄【交通護(hù)欄】品質(zhì)優(yōu)良")
聚金屬制品 (淄博市分公司)本著“【公路護(hù)欄】品質(zhì)保證,客戶至上”的企業(yè)經(jīng)營(yíng)理念,“誠(chéng)信經(jīng)營(yíng)、信譽(yù)為本”的經(jīng)營(yíng)宗旨。堅(jiān)信客戶永遠(yuǎn)是公司發(fā)展的源泉,堅(jiān)持以市場(chǎng)為導(dǎo)向,以完善的售后服務(wù)為承諾,我們積j i參與推廣以及行業(yè)交流活動(dòng),公司在長(zhǎng)期的發(fā)展過程中以過硬的【公路護(hù)欄】產(chǎn)品質(zhì)量的優(yōu)勢(shì)和國(guó)內(nèi)許多大型的公司都建立了長(zhǎng)期良好的合作伙伴關(guān)系,我們也熱誠(chéng)歡迎國(guó)內(nèi)外客戶來我司考察,參觀及技術(shù)交流;廣納博交的企業(yè)精神,愿與社會(huì)各界朋友精誠(chéng)合作,共創(chuàng)美好家園!
欄【交通護(hù)欄】品質(zhì)優(yōu)良")
不銹鋼復(fù)合管怎么焊接?
焊接的時(shí)候由于不銹鋼導(dǎo)熱系數(shù)小,且焊接時(shí)高溫停留時(shí)間不宜太長(zhǎng),所以,焊接復(fù)合層時(shí),應(yīng)選擇熱輸入量 小的焊接方法.同時(shí),由于復(fù)合管的焊接順序?yàn)橄群笍?fù)合層,后焊基層,所以,復(fù)合層的焊接質(zhì)量是整個(gè)焊接過程中為重要的,故應(yīng)考慮采用焊接質(zhì)量高的焊接方 法,是復(fù)合管復(fù)合層為理想的焊接方法。
由于復(fù)合層和基層之間不易熔焊在一起,所以在組對(duì)前,首先進(jìn)行封焊。封焊應(yīng)選用熱輸入量小的焊接方法,所以,對(duì)于封焊,我們?nèi)怨檬止ゆu極氬弧焊。對(duì)于過渡層,其熔敷金屬成分十分復(fù)雜,為了使合金濃度梯度不太大,應(yīng)選擇熱輸入稍大一些的焊接方法,則我們采用焊條電弧焊進(jìn)行焊接。由于基層材質(zhì)為碳鋼,是一種常見的材質(zhì),焊接工藝十分成熟,所以對(duì)于基層的焊接采用焊接電弧焊,以提高焊接施工效率。
不銹鋼復(fù)合管復(fù)層的焊接
打底層采用單面焊雙面成型焊接工藝,焊接位置一般為水平固定,焊接難度較大,打底層的焊接是復(fù)合管得接質(zhì)量要求 的工序,焊工必須具有過硬的技術(shù)水平和高 度的責(zé)任感。焊前必須對(duì)管子內(nèi)部、焊縫背面充99.99%的氬氣一段時(shí)間用氣體氧含量測(cè)試儀從坡口間隙出處深入抽取氣體測(cè)量管子內(nèi)部氧含量,當(dāng)氧含量低于 50ppm時(shí)開始為了保證底層焊接質(zhì)量,采用鎢極靠弧焊進(jìn)行自下向上對(duì)稱焊接,焊接前將封;焊層焊遭打磨平整。
采用氫弧焊焊接,復(fù)層不銹鋼純邊為1. 5--2.0mm,焊槍瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,氬氣流量為8-12/min,焊接電流為正極,焊后進(jìn)行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進(jìn)行下道主序焊接。
欄【交通護(hù)欄】品質(zhì)優(yōu)良")
名片")