| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 廠家/產(chǎn)地 | 縱橫機(jī)械/洛陽(yáng) |
| 主要材料 | 橡膠 |
| 生產(chǎn)工藝 | 熱硫化或冷粘 |
| 產(chǎn)品規(guī)格 | 按要求訂做 |
| 斷裂強(qiáng)度 | 17 |
| 扯斷伸長(zhǎng)率 | 550 |
| 襯里硬度 | 60±5 |
| 定伸應(yīng)力 | 10 |
| 剝離強(qiáng)度 | 7 |
| 磨耗減量 | 0.1 |
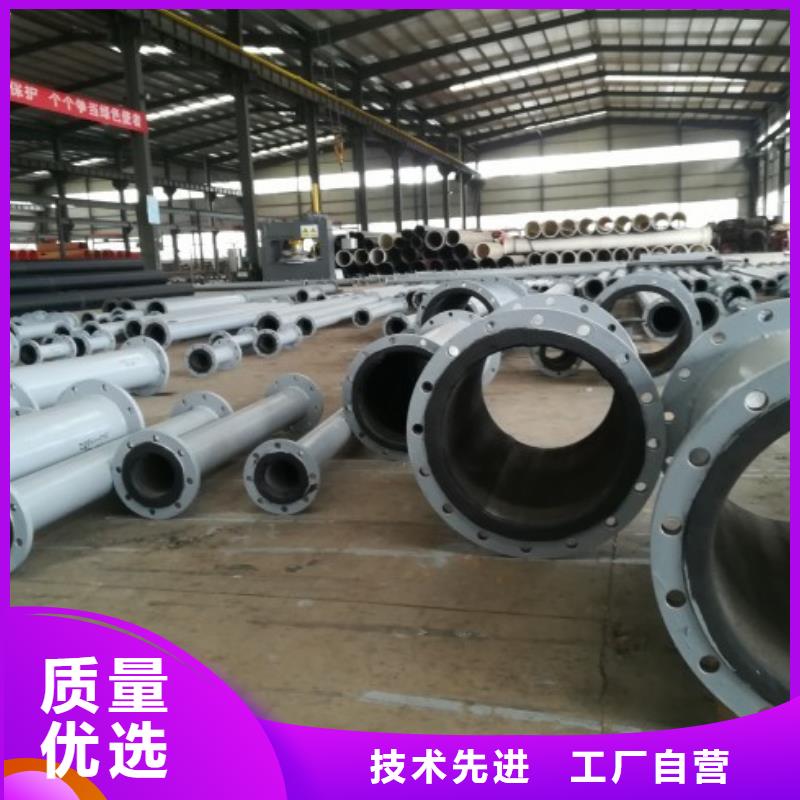
| 應(yīng)用領(lǐng)域 | 礦山、電力、冶金、化工等 |
| 連接方式 | 法蘭連接 |
| 范圍 | 襯膠管道-不銹鋼襯塑管供應(yīng)范圍覆蓋山東省、棗莊市、東營(yíng)市、濟(jì)寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺(tái)市、威海市、萊蕪市、日照市、淄博市、青島市、濟(jì)南市 泰山區(qū)、岱岳區(qū)、寧陽(yáng)縣、東平縣、新泰市、肥城市等區(qū)域。 |

襯膠管道制作流程:
1. 噴砂。經(jīng)檢驗(yàn)合格,可以進(jìn)行襯膠施工的罐體,用吸入式噴砂法進(jìn)行噴砂除銹。操作風(fēng)壓不低于0.4~0.5Mpa,所用銅渣(粒徑1.5~2.5mm)干燥后才能使用。噴砂自上而下進(jìn)行。噴砂操作必須連續(xù),單臺(tái)罐體必須當(dāng)天噴完。罐體體不允許有漏噴現(xiàn)象,粗糙度達(dá)到HG32-90《橡膠襯里化工設(shè)備》中規(guī)定的SA2.5級(jí)。罐體里銅渣等各種雜質(zhì)必須立即清理干凈。
2. 清洗。整個(gè)罐體噴砂完工后,用毛刷刷去表面浮塵,邊刷邊用甲苯等溶劑清洗一遍。膠板粘接面(毛面、有細(xì)花紋)同時(shí)用甲苯等清洗一遍。
3. 涂固化劑。等溶劑揮發(fā)干(約10~20min)后,立即涂上固化劑璜時(shí)得HSD-450。固化劑薄薄、稀稀地涂上一遍。涂刷要均勻,不允許漏刷、堆積。罐體刷過(guò)固化劑,等揮發(fā)干后(約25~40min),即可涂刷膠粘劑。刷過(guò)固化劑的罐體,不得受水、潮氣、溶劑等侵害和污染,應(yīng)在10h內(nèi)涂完膠粘劑,多不能超過(guò)24h。
4. 膠粘劑的配制。固化劑的重要百分比為4%~5%。每次稱(chēng)取璜時(shí)得LDJ-246膠粘劑2.4kg,加入HSD-450固化劑一小瓶100g,邊倒邊用刷子攪拌均勻。用刷子沾膠粘劑感覺(jué)一下,一提取即往下流、不堆積則正好。若粘度大,可加入甲苯稀釋。配制的膠粘劑必須在4h內(nèi)用完。
5. 膠板下料。先照罐體下好樣板,再裁膠板,力求準(zhǔn)確、節(jié)約,適當(dāng)考慮余量。坡口寬度為厚度的3~3.5倍,坡口處用于提砂輪機(jī)打磨。粘合面應(yīng)保持清潔,不干凈處用甲苯清洗。
6. 涂膠粘劑。在鋼板、膠板粘接面(毛面、有細(xì)花紋)各均勻地涂刷兩遍,不得有堆積、漏刷現(xiàn)象。等膠粘劑揮發(fā)達(dá)“觸干”(用于指粘試,溶劑揮發(fā)干但仍有粘性,約20~40min),即可粘貼膠板。涂過(guò)膠粘劑的鋼板、膠板,一定要在60min內(nèi)粘貼完。
7. 襯貼膠板。膠板粘面往鋼板上貼覆,粘貼后,用壓輥滾壓,壓實(shí)壓緊,用橡皮錘輕輕振打。坡口搭接方向順液體攪拌流動(dòng)方向(順時(shí)針?lè)较颍Dz板不得起皺或受力變薄。補(bǔ)貼順序:頂→罐體四壁→底部。罐體刷過(guò)固化劑,等揮發(fā)干后(約25~40min),即可涂刷膠粘劑。頂、四壁襯膠完畢、檢驗(yàn)合格后,方可拆除腳手架進(jìn)行底部襯膠。
8. 修補(bǔ)、檢驗(yàn)和保養(yǎng)。膠板襯貼后,進(jìn)行檢查。若襯膠損壞,必須將膠板割除,用丙酮將修整面清洗,然后重襯。凡有氣泡的地方,要從接口處拉開(kāi)放氣,然后重新刷膠貼合。單臺(tái)罐體襯膠完工后,必須至少停放240h后,才能投入生產(chǎn)使用。
9. 結(jié)束語(yǔ)
冷法耐磨橡膠襯里可在現(xiàn)場(chǎng)施工,受襯設(shè)備不需運(yùn)輸,對(duì)保護(hù)設(shè)備殼體,延長(zhǎng)設(shè)備壽命,防酸、防腐、防磨,密封防泄等起到積極作用。在多項(xiàng)工程案例中證實(shí),冷法橡膠襯里未出現(xiàn)脫膠、翹邊、起鼓、開(kāi)裂、磨通等不良現(xiàn)象,獲得成功。因此,冷法耐磨橡膠襯里非常值得在有色、黑色礦山、化工、冶金、煤炭、建材、化肥等行業(yè)推廣應(yīng)用。
銷(xiāo)商")
銷(xiāo)商")
襯膠彎頭:因?yàn)榻橘|(zhì)在直線襯膠管道中高速運(yùn)轉(zhuǎn),忽然遭到前方曲折所帶來(lái)的阻力會(huì)對(duì)襯膠彎頭阻撓部位形成大的沖擊,便是襯膠彎頭的圓弧部位凸起,因而襯膠彎頭部件也較簡(jiǎn)單損壞之一;襯膠多通、異形三通等:相對(duì)于以上兩種損壞機(jī)率相對(duì)較小。襯膠多通、異形三通等依據(jù)運(yùn)用情況不同運(yùn)用壽命也不同。為了不影響襯膠管道運(yùn)送管道正常的設(shè)備運(yùn)轉(zhuǎn),主張?jiān)谫?gòu)買(mǎi)初期備用一些易損管件,便利及時(shí)替換。
襯膠管道全部制作好以后就可以進(jìn)行硫化,硫化溫度控制在150度--180度,壓力控制在4MPa,襯膠管道持續(xù)進(jìn)行8個(gè)小時(shí)以后開(kāi)始逐步冷卻降溫,待溫度全部降下來(lái)以后還要再進(jìn)行打磨、檢驗(yàn),襯膠管道全部工序完成以后才可以出廠交給用戶。如果長(zhǎng)期冷熱交替工作,那么材料內(nèi)部在溫差變化引起的熱應(yīng)力作用下,會(huì)產(chǎn)生小裂紋而不斷擴(kuò)展,后導(dǎo)致破裂。因此,在溫度起伏變化工作條件下的結(jié)構(gòu)、管道應(yīng)考慮鋼材的熱疲勞性能。材料的高溫氧化金屬材料在高溫氧化性介質(zhì)環(huán)境中(如煙道)會(huì)被氧化而產(chǎn)生氧化皮,容易脆落。碳鋼處于570℃的高溫氣體中易產(chǎn)生氧化皮而使金屬減薄。
銷(xiāo)商")
銷(xiāo)商")
銷(xiāo)商")
縱橫機(jī)械制造(泰安市分公司)位于空港產(chǎn)業(yè)集聚區(qū),主營(yíng): 法蘭襯塑管道等等。 我公司秉承“顧客至上,銳意進(jìn)取”的經(jīng)營(yíng)理念,堅(jiān)持“客戶至上”的原則為廣大客戶提供優(yōu)質(zhì)的服務(wù)。歡迎惠顧!!! 歡迎各界人士參觀考察!!! 如果您對(duì)我公司的產(chǎn)品服務(wù)有興趣,請(qǐng)?jiān)诰€留言或者來(lái)電咨詢(xún)!!!
銷(xiāo)商")
銷(xiāo)商")
關(guān)鍵過(guò)程:工件噴砂為較關(guān)鍵的一環(huán),要求噴砂后工件表面為金屬光澤,尤其是不能有一點(diǎn)殘存金屬氧化皮存在。質(zhì)量標(biāo)準(zhǔn)的驗(yàn)收方法經(jīng)噴砂后的工件要求達(dá)到標(biāo)準(zhǔn)Sa21/2級(jí),即要求工件表面銹粉95%除盡,氧化皮100%除盡,表面凹凸不平,粗糙度好。驗(yàn)收采用目測(cè)、手感或用Sa21/2級(jí)圖表對(duì)照。不能滿足上述質(zhì)量標(biāo)準(zhǔn)的即為不合格工件,必須重新噴砂除銹。
襯膠鋼管是一種外部以鋼或者硬質(zhì)結(jié)構(gòu)為管道骨架,內(nèi)襯耐磨、防腐以及耐高溫的橡膠作為襯里層,通過(guò)橡膠自身物理和化學(xué)性能從而降低了管路輸送介質(zhì)對(duì)外部結(jié)構(gòu)的作用如沖擊力、腐蝕等,其由于橡膠的緩沖作用,大大延長(zhǎng)了管路的使用壽命,降低的使用者的成本。脫硫襯膠管道內(nèi)襯技術(shù)獨(dú)特廠家,脫硫襯膠設(shè)備一般是指在電力行業(yè)生產(chǎn)中,用于除去煤中的硫元素,防止燃燒時(shí)生成SO2的一系列設(shè)備。
銷(xiāo)商")
銷(xiāo)商")
銷(xiāo)商")
械制造(泰安市分公司)名片")