| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 5000/噸 |
| 發(fā)貨期限 | 1-3天 |
| 供貨總量 | 10000 |
| 運費說明 | 全國包郵 |
| 小起訂 | 一噸 |
| 質(zhì)量等級 | 一級 |
| 是否廠家 | 是 |
| 產(chǎn)品品牌 | 萬方 |
| 發(fā)貨城市 | 聊城 |
| 加工定制 | 可根據(jù)客戶要求定制 |
| 可售賣地 | 全國 |
| 外形尺寸 | 可定制 |
| 范圍 | Q355DH型鋼 供應范圍覆蓋內(nèi)蒙古、呼和浩特市、包頭市、烏海市、赤峰市、通遼市、鄂爾多斯市、呼倫貝爾市、烏蘭察布市、興安市、錫林郭勒市、阿拉善市等區(qū)域。 |
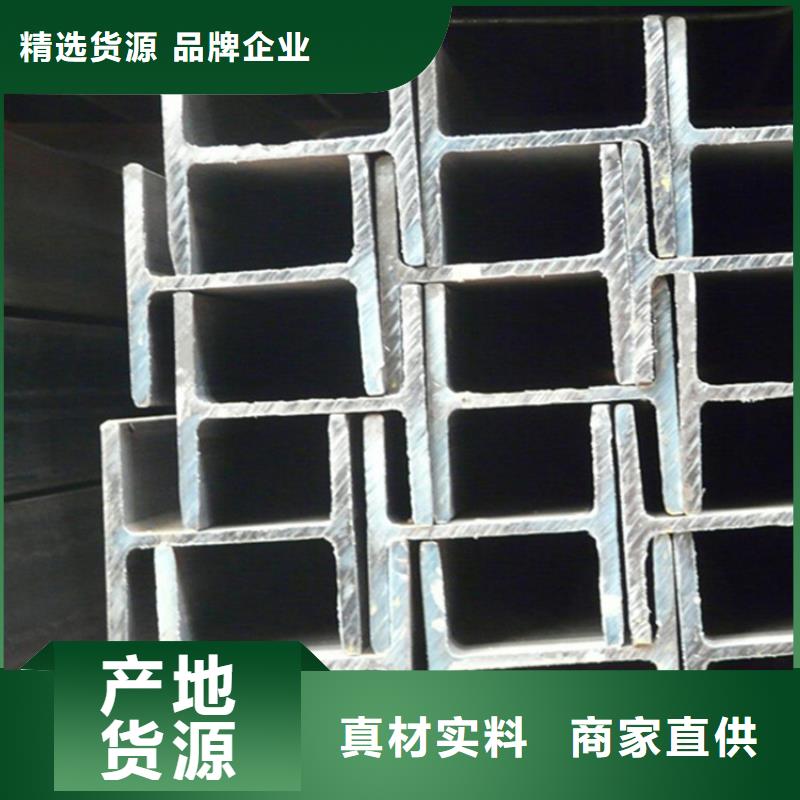
烏海型材;角鋼Q235B指的是屈服點為235MPa的碳素結構半鎮(zhèn)靜鋼。Q235B有一定的伸長率、強度,良好的韌性和鑄造性,易于沖壓和焊接,廣泛用于一般機械零件的制造。主要用于建筑、橋梁工程上質(zhì)量要求較高的焊接結構件。優(yōu)質(zhì)碳素結構鋼是按化學成分和機械性能供應的。鋼中的硫、磷及非金屬夾雜物的含量較少,表明質(zhì)量,組織結構的均勻性能較好,常用于需要經(jīng)過熱處理的各種較重要的機械結構零件。擴展資料以Q235B鋼管為例,其特點是生產(chǎn)工藝簡單,生產(chǎn)效率高,成本低,發(fā)展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產(chǎn)管徑較大的焊管,還可以用同樣寬度的坯料生產(chǎn)管徑不同的焊管。與相同長度的直縫管相比,焊縫長度增加30~,而且生產(chǎn)速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
 <烏海>萬方金屬材料有限公司
<烏海>萬方金屬材料有限公司

烏海型材Q355角鋼Q355B角鋼Q355C角鋼Q355D角鋼Q355不等邊角鋼Q355B不等邊角鋼Q355C不等邊角鋼Q355D不等邊角鋼_定軋|廠家01、Q355鋼(Q355B Q355C Q355D)Q355鋼是替代Q345的中國低合金高強度結構鋼,材料密度為7.85 g/cm3。根據(jù)GB/T 1591 -2018,Q355有3個質(zhì)量等級:Q355B、Q355C和Q355D。“Q”是漢語拼音的個字母:“屈服點”,表示屈服強度,“355”為鋼厚≤16mm時屈服強度355 MPa的小值,抗拉強度為470-630 Mpa。02、數(shù)據(jù)表和規(guī)格下表顯示了 Q355 材料數(shù)據(jù)表和規(guī)格,例如化學成分和機械性能。03、Q355鋼化學成分(熱軋)04、碳當量 (CEV)根據(jù)冶煉分析,鋼材以熱軋狀態(tài)交貨。05、Q355 機械性能(熱軋)筆記:1 兆帕 = 1 牛/平方毫米1 GPa = 1 kN206、Q355鋼延伸率07、夏比沖擊夏比(V 型缺口)沖擊試驗溫度和沖擊吸收能量 (KV 2 /J)。08、特點和應用Q355鋼具有良好的機械性能、良好的焊接性、冷熱加工性能和耐腐蝕性能。可用于制造船舶、鍋爐、壓力容器、石油儲罐、橋梁、電站設備、起重運輸機械等較高載荷的焊接結構件。
 37543
wfjs
37543
wfjs
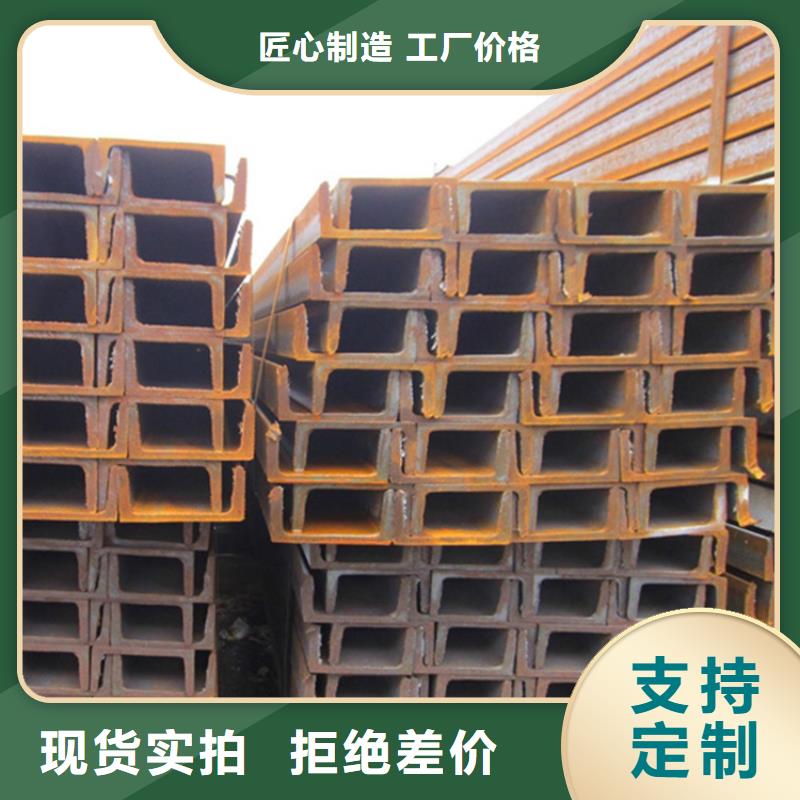
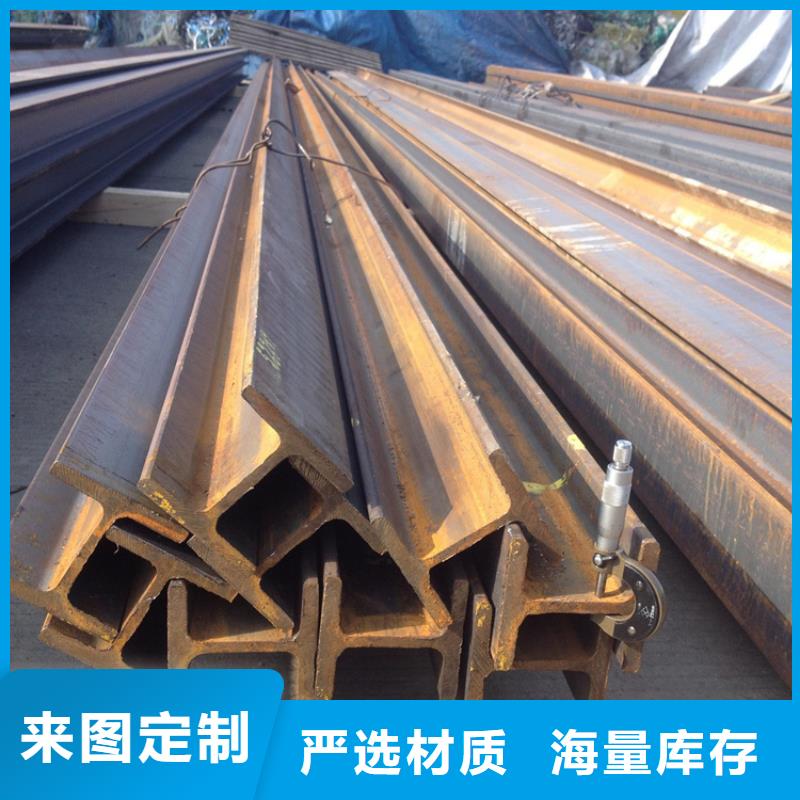
采購上烏海型材Q355D耐低溫槽鋼 ,角鋼,工字鋼H型鋼方管,矩形管,異形方矩管,無縫方矩管,生產(chǎn)規(guī)格,槽鋼5#-40B# 角鋼50*5-250*250 工字鋼 10#-63C# H型鋼 100*100-1000*300 方管:20*20*--800*800。厚度:0.5-28mm,規(guī)格達到2000余種,國標材質(zhì):Q195,Q235B Q355B Q355C Q355D Q355E Q420B A36 AH36 S235 S275 S355 SS400 SS540 20# 45# 16MN 等,執(zhí)行標準: GB/T706-2016 GB/T3094-2000 ,GB/T 6728-2002,EN10210 EN10219 JIS3466 ASTMA500 等
<烏海>萬方金屬材料有限公司
烏海型材H型鋼可用焊接或軋制兩種方法生產(chǎn)。焊接H型鋼是將厚度合適的帶鋼裁成合適的寬度,在連續(xù)式焊接機組上將翼緣和腹板焊接在一起。焊接H型鋼有金屬消耗大、不易保證產(chǎn)品性能均勻、尺寸規(guī)格受限制等缺點。因此,H型鋼以軋制方法生產(chǎn)為主。在現(xiàn)代化的軋鋼生產(chǎn)中,使用軋機軋制H型鋼。H型鋼的腹板在上下水平輥之間進行軋制,翼緣則在水平輥側面和立輥之間同時軋制成形。由于僅用軋機尚不能對翼緣邊端施以壓下,這樣就需要在機架后設置軋邊端機,俗稱軋邊機,以便對翼緣邊端給予壓下并控制翼緣寬度。在實際軋制操作中,把這兩座機架作為一組,使軋件往復通過若干次(圖2a),或者是令軋件通過由幾架機座和一兩架軋邊端機座組成的連軋機組,每道次施加一定的壓下量,將坯料軋成所需規(guī)格形狀和尺寸的產(chǎn)品。在軋件的翼緣部位,由于水平輥側面與軋件之間有滑動,軋輥的磨損比較大。為了保證重車后的軋輥能恢復原來的形狀,應使粗軋機組上下水平輥的側面以及與其相對應的立輥表面呈3°~8°的傾角。為修正成品翼緣的傾角,設置成品軋機,又叫精軋機,其水平輥側面與水平輥軸線垂直或有較小的傾斜角,一般不大于20′,立輥呈圓柱狀(圖2d)。
名片")