| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |
| 范圍 | 精密無縫鋼管精拉無縫鋼管供應范圍覆蓋山東省、棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 薛城區、嶧城區、臺兒莊區、山亭區、滕州市等區域。 |
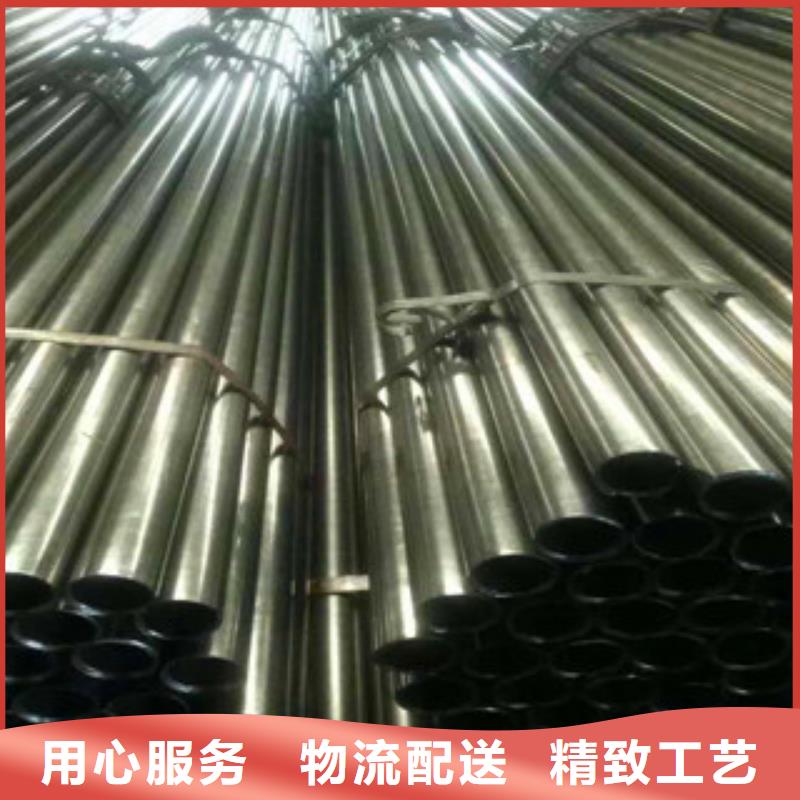
無縫精密鋼管的內徑在6.0mm以上,壁厚在13mm以下的退火無縫精密鋼管材,可以采用W-B75型韋氏硬度計,它測試非常快速、簡便,適于對無縫精密鋼管材做快速無損的合格檢驗。無縫精密鋼管內徑大于30mm,壁厚大于1.2mm的無縫精密鋼管,采用洛氏硬度計,測試HRB、HRC硬度。無縫精密鋼管內徑大于30mm,壁厚小于1.2mm的無縫精密鋼管,采用表面洛氏硬度計,測試HRT或HRN硬度。內徑小于0mm,大于4.8mm的無縫精密鋼管,采用管材專用洛氏硬度計,測試HR15T硬度。當無縫精密鋼管內徑大于26mm時,還可以用洛氏或表面洛氏硬度計測試管材內壁的硬度。


精密鋼管
精密鋼管(未填充)的尺寸與特性各表中列出了標準管、厚壁管和特厚壁管的尺寸選用范圍。關于完整的制造尺寸范圍,請參閱制造廠樣本。
異形結構管材
方形和短形結構管材(未填充)的尺寸與特性各表中列出了常用規格的選擇范圍。其他規格的尺寸與特性,請參閱制造廠樣本。
這些尺寸與特性表是根據外圓角半徑等于規定壁厚的兩倍計算的。材料規范規定。外圓角半徑變化范圍可達到規定壁厚的三倍。這外變化范圍在那些緊配合很重要的細節中應加以考慮



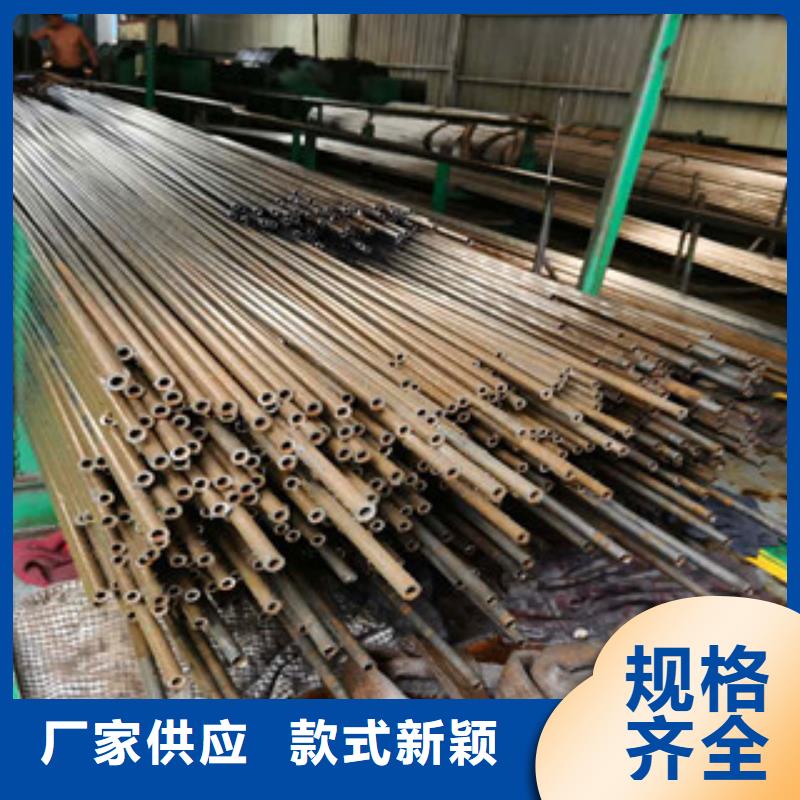
1.無縫管工藝流程
衛生級鏡面管工藝流程:
管坯→檢驗→剝皮→檢驗→加熱→穿孔→酸洗→修磨→潤滑風干→焊頭→冷拔→固溶處理→酸洗→酸洗鈍化→檢驗→冷軋→去油→切頭→風干→內拋光→外拋光→檢驗→標識→成品包裝
工業管工藝流程
管坯→檢驗→剝皮→檢驗→加熱→穿孔→酸洗→修蘑→潤滑風干→焊頭→冷拔→固溶處理→酸洗→酸洗鈍化→檢驗
2.焊管工藝流程
開卷→平整→端部剪切及焊接→活套→成形→焊接→內外焊珠去除→預校正→感應熱處理→定徑及校直→渦流檢測→切斷→水壓檢查→酸洗→終檢查→包裝



龍麗金屬材料(棗莊市分公司)自創建以來一直堅持“公平”“爭優”“創新”“誠信”理念,不斷要求自己,不斷自己的 精軋鋼管產品水平來創造廣大市場,以熱情的服務贏得大家的信任,以客戶保持良好的長久合作伙伴關系,以客戶共進退,以客戶共輝煌,力爭創造出美好的未來。


精密鋼管生產方式:
(10)流體動力潤滑拔管。圖9為流體動力潤滑拔管的示意圖。拔管時在拔管模前安裝一個壓力管,壓力管具有一定的長度lH,其內壁與管料外表面之間只存在較小的間隙。拔制過程中,潤滑劑由向前移動的管材攜帶通過壓力管到達變形區前。由于壓力管內壁與管材表面之間的間隙較小,而拔制后隨管材一起離開變形區的潤滑劑又比較少,因此,潤滑劑在通過壓力管時受到強力的擠壓,潤滑膜的壓力P逐漸升高,這就是流體動壓的效應,它是建立流體動力潤滑拔制的物理基礎。若在變形區前潤滑膜的壓力達到足以使管材表面和模壁分開,使兩者之間完全充滿潤滑劑,形成液體摩擦,這樣可大大改善潤滑條件,達到降低拔制力提高道次變形量以及減少模具消耗的目的。實現流體動力潤滑拔管的基本條件是:有一個具有一定長度的壓力管,拔制速度較高,使用粘度較高的潤滑劑。流體動力潤滑主要用于無芯棒拔管。



名片")