| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發(fā)貨期限 | 雙方協(xié)商 |
| 供貨總量 | 按訂單生產 |
| 運費說明 | 5天發(fā)貨 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 碳鋼20# |
| 襯里材料 | 塑料粉未 |
| 襯里厚度 | 4-10mm |
| 產品規(guī)格 | 按要求訂做 |
| 生產工藝 | 法蘭連接 |
| 適用溫度 | -60~100℃ |
| 適用壓力 | -0.07 M Pa ~ 2.5 M Pa |
| 檢測電壓 | 5KV-30KV |
| 執(zhí)行標準 | HG20536-93 |
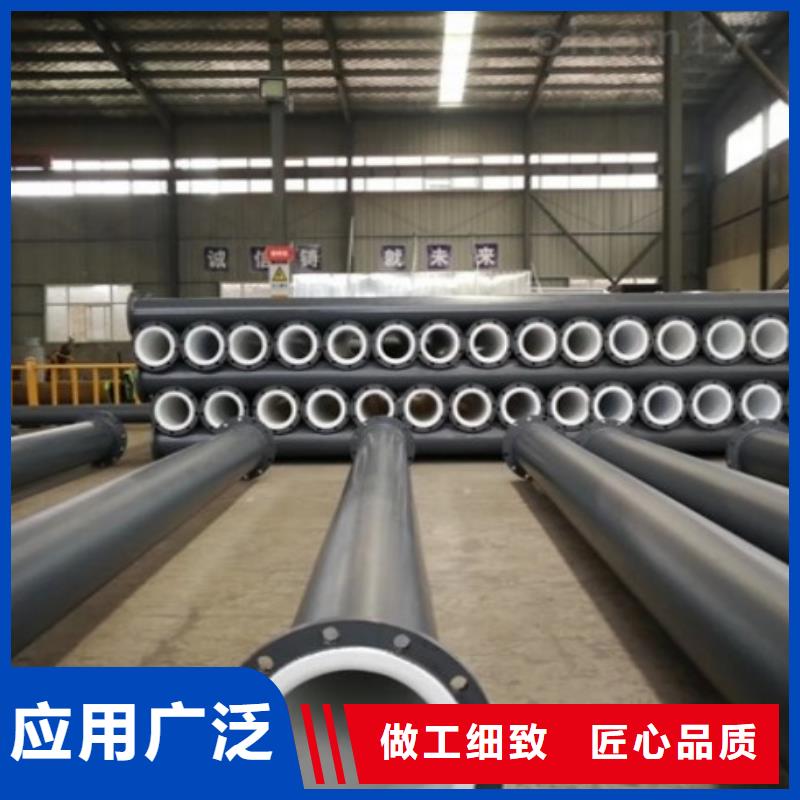
| 應用領域 | 化工、環(huán)保、冶煉、電力等行業(yè) |
| 范圍 | 防腐襯塑管供應范圍覆蓋山東省、棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 東昌府區(qū)、陽谷縣、莘縣、茌平區(qū)、東阿縣、冠縣、高唐縣、臨清市等區(qū)域。 |



襯塑鋼管越來越得到了市場的認可
呈現出品種繁多的局面,這一方面說明我國在襯塑鋼管品種的開發(fā)能力較強,但另一方面品種太多就會帶來整個復合管市場的混亂,加上在管材宣傳上片面性,使得廣大用戶面對眾多管材無所適從。
另外,襯塑鋼管的線膨脹系數小,安裝后不易發(fā)生變形。科技發(fā)展迅猛的今天,人們對所需要材料的要求也越來越高,前幾代的礦用管道系列產品用得都不是很理想,總是出現這樣那樣的問題,而且穩(wěn)定性不好,隨時可以導致危險的發(fā)生。比如第四代礦用鋼絲網復合塑料管雖然較鋼管的重量有所減輕,但與鋼管相比,仍存在強度低、塑料易變性等不足。
伴隨著鍍鋅鋼管淡出歷史舞臺而逐步推廣開來的襯塑鋼管,不僅因為融合了金屬管和塑料管的優(yōu)點而贏得了工程界的賴,而且以其低廉的價格贏得了市場的認可。襯塑鋼管的發(fā)展得到了 管理部門的極大支持,并不斷發(fā)布新的產品標準。而塑料管雖然耐腐蝕,但線膨脹系數大,易彎曲,安裝后易發(fā)生變形。
因此必須按規(guī)范加裝伸縮節(jié)或采取其他補償伸縮的措施,否則在使用過程中由于熱脹冷縮而易造成管與管件之間開裂而漏水。它由于兩種管材熱膨脹系數相差較大,若粘合不牢固而環(huán)境溫度和介質溫度變化又較劇烈時,就容易脫開,從而導致質量下降,因此它的技術關鍵在于鋼與塑的“合”。這一技術目前己被國內一些廠家攻克。



洛陽縱橫制造有限公司鋼襯PE管做的好的因素:
:企業(yè)本身的優(yōu)勢(注冊資金,行業(yè)元老,襯膠工人均在5年以上工作經驗。)
第二:企業(yè)經營理念(以誠贏得市場,以質量鑄造品牌)(產品質量是生產出來的,不是檢驗出來的)
第三:原材料采購,法蘭,鋼管,橡膠板,聚烯烴原料等材料均來自大型正規(guī)廠家。嚴把質量關,絕不會因為價格,而去采購劣質產品。
第四:嚴格要求工人,在生產過程中,按照流程加工,在各個環(huán)節(jié)中注重細節(jié),絕不圖快,而去影響質量。
第五:保證每批產品中,做抽檢(原材料檢測,電火花檢測,橡膠硬度檢測等)
鋼襯PE管使用條件:
1、真空值即負壓
DN25-DN80:≤90kPa
DN100-DN150:≤70KPa
≥DN200:≤55KPa
2、正壓
DN25-DN80:≤6.4MPa
DN100-DN150:≤6.4MPa
≥DN200:≤2.5MPa
鋼襯PE管使用溫度:
鋼襯聚烯烴管,(GSF.PO)的介質工作溫度-15℃-110℃
鋼襯PE管特點:
1、具有優(yōu)良的物理性能
2、具有極好的耐腐蝕性能
3、機械強度與鋼管相同
4、衛(wèi)生、不積垢 不滋生生物、保證流體品質
5、耐化學腐蝕、耐土壤和海洋生物腐蝕、耐陰極剝離
6、安裝工藝成熟、方便快捷
7、耐候性好 適用沙漠、鹽堿等苛刻環(huán)境
8、管壁光滑 提高輸送效率、使用壽命長


縱橫機械制造(聊城市分公司)座落于空港產業(yè)集聚區(qū),我公司主要產品有 法蘭襯塑管道等,我公司視產品質量為企業(yè)的生命,我們從原材料、除銹、涂敷到產品出廠的全過程進行質量跟蹤控制。完善的質量管理體系和 先進的檢測設備為用戶提供優(yōu)良產品提供可靠保障。
先進的工藝、檢測設備,現代化的管理模式,高素質的員工隊伍,高比例的專業(yè)技術人員,完備的資格,完善售 后服務,縱橫機械制造(聊城市分公司)熱忱歡迎國內外用戶來我公司考察,指導、洽談業(yè)務,全體員工將謁誠為您提供專業(yè)的服務。


襯塑管道的生產工藝是熱滾塑工藝,還有一種管道也叫襯塑管,但它的制作工藝是噴涂,二者的區(qū)別很大,前者的內襯層較厚,厚度不會低于3mm,主要應用在化工行業(yè),后者的內襯層只有不到1mm,非常的薄,主要是民用輸水管道,用在建筑行業(yè),由于名字較為相似因此被很多人誤以為二者是一種東西,其實不然,在這里向大家澄清一下,前者是化工專用鋼襯塑管道,后者是民用鍍鋅襯塑管,當然在價格上也會有很大差別。 鋼襯塑管道生產工藝主要流程
鋼襯塑管道流程簡圖
原材料 → 切割取料 → 修整 → 調直對眼→ 焊接 → 打磨除銹 → 分送入爐 → 自動加熱 → 智能輸料 → 旋轉滾塑 → 回爐流平 → 表面修整 → 油漆 → 標識 → 包裝 →入庫;
鋼襯塑管道文字說明
殼體半成品制作
按照公司生產計劃和采購計劃,購入各種符合要求的原材料,經理化檢測后,按規(guī)定尺寸由金屬管道專用切割機取料,把初取料用數控車床修整,經尺寸檢驗合格,利用法蘭盤精度控制檢測儀分別在直管和配件調直對眼機上進行法蘭點焊,然后按規(guī)格大小分別用自動埋弧焊和氣體保護焊焊接成殼體半成品。
打磨除銹處理
經檢驗合格后的殼體半成品用直壓型開放式噴砂機進行內外表面除銹處理,除銹等級達到Sa3級,再將除銹后的殼體半成品內壁進行適度打磨,使鋼管內壁呈毛玻璃狀,以增加滾襯時塑料和鋼管的粘接力和致密性,同時進一步除去焊渣和鐵屑、鐵銹,保證下道滾塑工序的產品質量。
加熱滾塑
將經過預處理的殼體半成品按不同規(guī)格型號分別送入自動化加熱爐加熱,利用智能電子溫控儀控制加熱升溫過程,以便殼體充分受熱,熱能控制儀顯示殼體已達到設定熱能狀態(tài)后,利用智能輸料控制器和自動定量送料機將設定的粉料送入鋼管內壁,并在旋轉裝置中完成自動滾襯過程。
流平修整
將 步滾塑后的制成品轉入另外一臺設定溫度相對較低的自動化加熱爐,利用旋轉裝置在爐內緩慢轉動,使粘附在鋼管內壁表面未完全熔融的熱塑性粉料進一步融化,在逐步降溫冷卻后出爐,并對外表面進行美觀修整。
油漆包裝
對已滾塑好的成品進行規(guī)定的各種型式試驗,將檢驗合格的產品采用底漆、中漆、面漆三道油漆處理,并按標準標識和包裝(油漆、標識和包裝也可按客戶要求)。
鋼襯塑管道法蘭焊接注意事項:
首先:法蘭和管子之間要保持垂直狀態(tài),這一點很重要,如果不垂直結果就會導致管線歪曲,管線越長,歪曲度就越大。
其次:焊接不能有盲點,法蘭內徑肯定要比管道外徑大,焊接過程要仔細,要全焊,不能出現所謂的漏點。
第三:管子兩頭的法蘭焊接時法蘭孔要對準,保持在一條線上,方便以后安裝。
第四:法蘭和管子之間的焊接縫隙要處理,進行打磨,內外都要進行打磨,外邊是為了美觀,里邊必須要平整,否則影響襯塑效果。
名片")