| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 電議 |
| 發(fā)貨期限 | 商議 |
| 供貨總量 | 不限 |
| 運(yùn)費(fèi)說明 | 一天 |
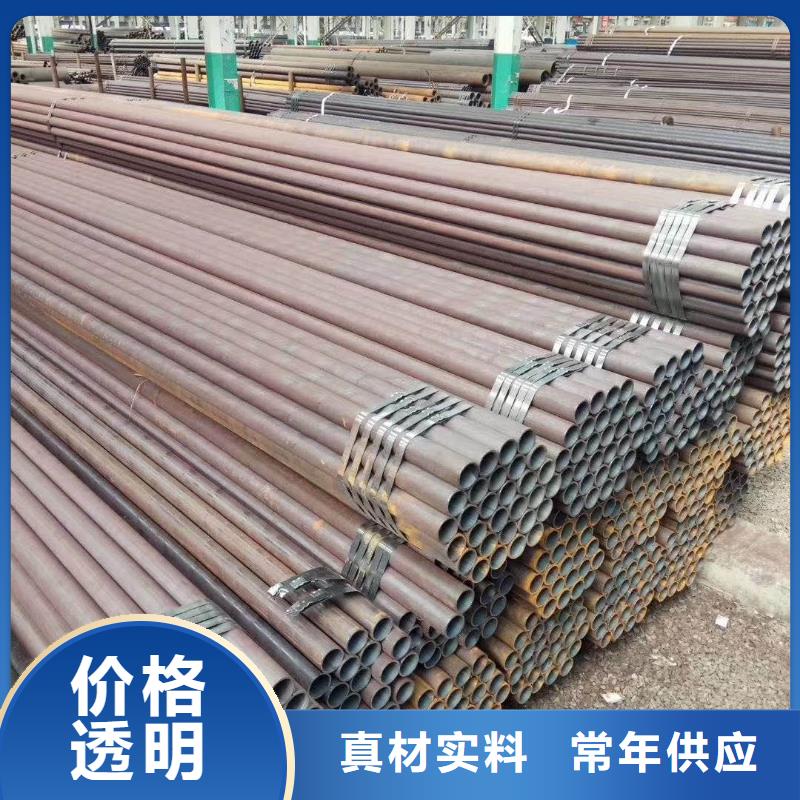
| 無縫鋼管 | 20#、45#、Q345B |
| 產(chǎn)地 | 聊城 |
| 品牌 | 鑫森 |
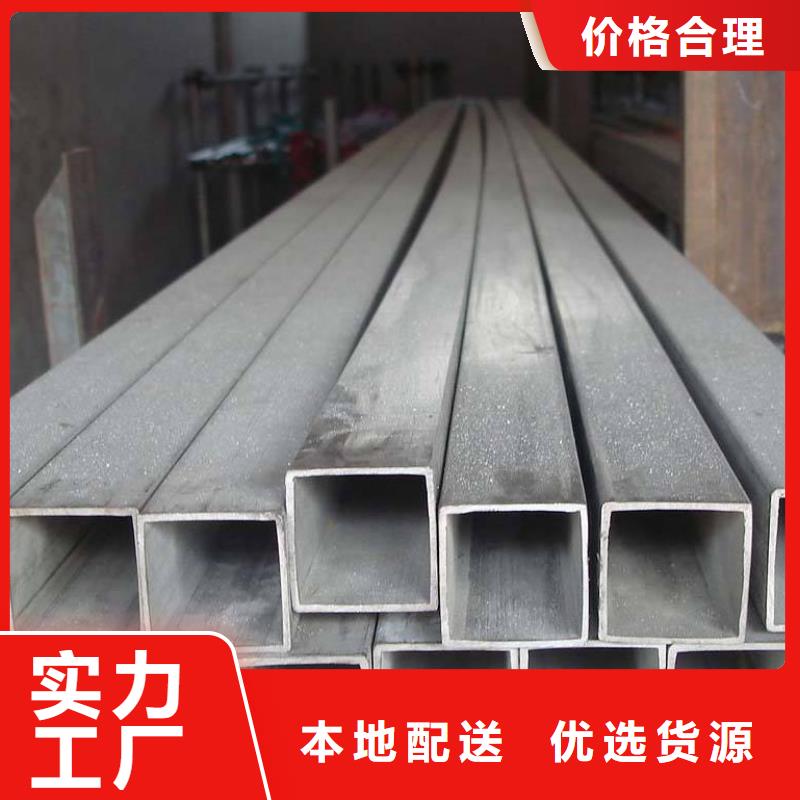
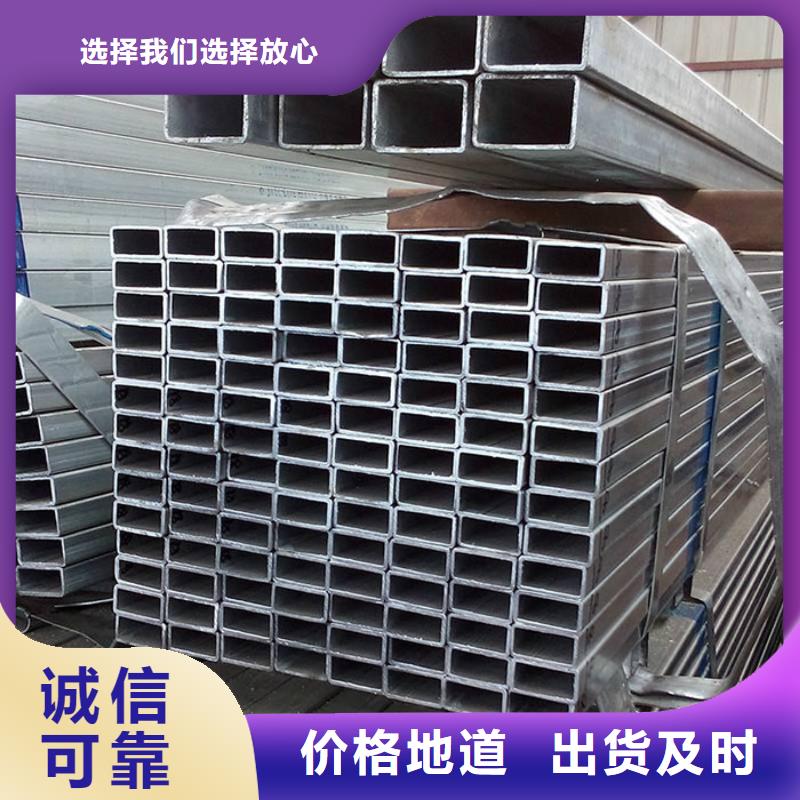
| 無縫方管 | Q345B、20# |
| 范圍 | 精密鋼管供應(yīng)范圍覆蓋河北省、石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 海港區(qū)、山海關(guān)區(qū)、北戴河區(qū)、昌黎縣、撫寧區(qū)、盧龍縣等區(qū)域。 |



合金管的焊接工藝:焊前加熱,焊后淬火、回火
1、預(yù)熱
合金管電焊前,主要對合金管進(jìn)行加熱,控制溫度30分鐘后開始焊接。
電焊的加熱和虛擬束溫回火處理由調(diào)溫處理的溫度控制柜主動操作。采用遠(yuǎn)紅外跟蹤熱處理爐板。全智能主動設(shè)置曲線圖并記錄曲線圖,熱阻準(zhǔn)確測量溫度。加熱時(shí)熱阻測點(diǎn)距離焊縫邊緣15mm-20mm。
2、焊接方法
1. 為了防止合金管的焊接變形,每個(gè)柱接頭由兩個(gè)人對稱焊接,焊接方向從中間向兩邊。焊接內(nèi)開放(內(nèi)開放時(shí)焊縫接近梁),實(shí)際操作從——層合金管第三層合金管道必須進(jìn)行小規(guī)格,因?yàn)槠潆姾肝<昂附幼冃蔚闹饕颉k姾敢恢寥龑雍螅瑧?yīng)進(jìn)行反刨。碳弧氣刨應(yīng)用后,需要對焊接機(jī)械設(shè)備進(jìn)行打磨,對焊接表面進(jìn)行氮化梳理,顯示金屬質(zhì)感,防止表面碳化產(chǎn)生裂紋。外孔焊接一次,其余內(nèi)孔焊接一次。
2. 電焊=兩層合金管時(shí),焊接方向應(yīng)與層合金管相反,依此類推。每層對接焊縫間隔15-20mm。
3.應(yīng)保持多臺焊機(jī)的焊接電流、焊接速度和重疊層數(shù)。
4. 在電焊中,必須從引弧板開始焊接,并在引弧板上結(jié)束焊接。電焊后切斷、打磨、清潔。
3、經(jīng)調(diào)質(zhì)處理后
焊縫電焊后,應(yīng)在12小時(shí)內(nèi)進(jìn)行回火處理。如不能立即對合金管進(jìn)行調(diào)質(zhì)淬火處理,應(yīng)聽取保溫和緩冷的建議。當(dāng)進(jìn)行回火處理時(shí),應(yīng)測量兩個(gè)熱阻的溫度,并在焊縫兩側(cè)焊接熱阻








鑫森通達(dá)無縫鋼管(秦皇島市分公司)已成為綜合實(shí)力具有一定規(guī)模的 鍍鋅管生產(chǎn)廠家,現(xiàn)有固定資金200萬,員工60人,且位于有著 鍍鋅管生產(chǎn)基地之的河北秦皇島工業(yè)區(qū),交通便利。 我廠在多年的運(yùn)營中形成了具有獨(dú)特的生產(chǎn)經(jīng)營模式,檢測設(shè)備齊全,開發(fā)產(chǎn)品快周期短且具有較強(qiáng)的新產(chǎn)品開發(fā)能力,銷售和技術(shù)服務(wù)的合理體制以及產(chǎn)品質(zhì)量保證體系的專業(yè)化 鍍鋅管生產(chǎn)廠家。

無縫鋼管(秦皇島市分公司)名片")