| 產品參數 | |
|---|---|
| 產品價格 | 批發/臺 |
| 發貨期限 | 1 |
| 供貨總量 | 699 |
| 運費說明 | 電議 |
| 材質 | 碳鋼,不銹鋼 |
| 產地 | 河北邢臺 |
| 規格 | 齊全 |
| 類型 | 清污機,攔污柵 |
| 顏色 | 銀灰色 |
| 品牌 | 康禹 |
| 型號 | 齊全 |
| 可定制 | 是 |
| 范圍 | 格柵清污機報價生產基地位于【邢臺】,供應范圍覆蓋浙江省 杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市 南湖區、秀洲區、嘉善縣、海鹽縣、海寧市、平湖市、桐鄉市等區域。 |




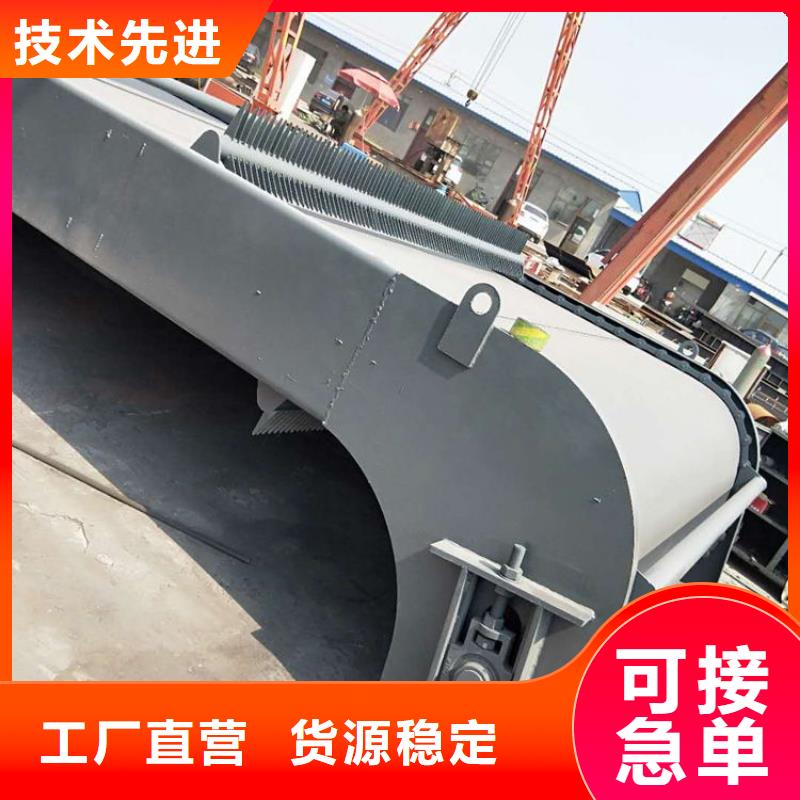
大部分組成閘框是閘定。閘門按閘板結構的組合不同,分為整體式和組裝式兩大類。小規格的閘門一般制成整體式,但機械運輸條件較差的施工安裝點的閘門亦可制成組裝式,以便于人工運輸。中等規格以上的閘門一般均可制成組裝式。2結構設計編輯主。要由閘框和閘板兩大部分組成。閘框是閘定閘門按閘板結構的。
考慮閘板是用來封閉板的支承構件,也是閘板的運行滑道,由地腳螺栓安裝固定在水閘閘墩及閘底板的二期混凝土中,將閘板所承受的全部水壓力傳遞到閘室中。為科學合理節約材料及減輕自重,其斷面制成格構式,斷面尺寸按所受荷載大小和閘板運。行情況綜合考慮。閘板是用來封閉板的支承構件也是閘。
受水壓力的擋水構件和開啟孔口的活動擋水構件,板面四周設鑄鐵邊框梁,為提高閘板的強度,板面制成拱形,拱的圓心角按60度設計,以降低其所受的水壓力。為便于制造、運輸和安裝,閘板可制成上下幾部分,待到安。裝現場后再用螺栓連接組裝成整體,連接處上下板設置法蘭和筋板使其成為閘板的中間橫梁,以提高閘板的縱向剛度,在寬度方向設置縱向筋板,以提高其橫向剛度,同時起到縱梁的作用。3工作原理編輯閘板是直接承受水壓力的擋水構件,和開啟孔口的活動擋水。
用下當閘門啟閉運行閘框是閘板四周的支承構件,同時也是閘板上下運動的滑道,滑道以外部分鑲嵌于閘墩及閘底的二期混。凝土中,將閘板所承受的水壓力均勻地傳遞到閘墩及閘室底部。閘框迎水面四周與閘板框四周背水面接觸處經機械精制、加工刨光后平直光滑、貼合嚴密,使結合面、止水面與運動滑道合三為一。在啟閉機作用下,當閘門啟閉運行閘框是閘板四周的支承。
的進水口用作工作閘時,緊閉斜鐵和閘框滑道確保閘門的縱橫運行軌跡,在水壓力和緊閉斜鐵的雙重作用下,確保閘板運行平穩,使閘板與閘框滑道緊密貼合,從而達到有效止水的目的。鑄鐵閘門是一。種小型平板閘門,廣泛使用于取水輸水、市政建設,給水排水、農田灌溉等工程中,通常設置在渠道、涵管的進水口,用作工作閘時緊閉斜鐵和閘框滑。
工但尺寸較大的可采門調節流量、控制水位,或用作檢修閘門關閉孔口擋水。鑄鐵閘門有方形、圓形兩種。鑄鐵閘門一般由門葉和門框兩部分組成,門體和門框的材料為鑄鐵,一般整體鑄造、整體加工。門體一般采用面板與加強肋的結構,面板可做平面或拱形。門體一般整體鑄。造和機加工,但尺寸較大的可采門調節流量控制水位。
鑄造加工導軌可用螺用分塊組成式。清污機門體上一般采用整體式金屬止水,兼作支承滑塊,金屬止水用同材料制作的沉頭螺釘緊固在門體上,螺釘頭部與止水工作面一起精加工,一些尺寸較大的也可“P”形橡皮止水。門框為鑄鐵閘門與基礎之間的連接構件,相當于
實際操作中如果遇到況,當上一種堵漏方法不能奇效或者遠遠。不夠堵住漏洞的時候,就要采取非凡的人工措施,即潛水員水下堵漏。這種人工堵漏方法存在一定的風險,需要我們的潛水員具備高素質的業務技能,同時也要注意生命,依據漏洞大小和水深淺的情況作出合理的選擇。清理堵漏方法:這種堵漏方法運用適用于不同于一、二種的漏洞情況。比如,實際操作中如果遇到況當上一種堵漏方法。
清污機上噴鍍不銹金屬防止腐啟閉機閘門是因為被異物卡住而出現故障,這時候就需要先把異物清理干凈。。有時候也會遇到啟閉機閘門安裝不夠結實,要考慮到操作啟閉機閘門的便利因素,這時候就需要把啟閉機閘門安裝好,嘗試幾次就關嚴實了。閘門防腐蝕措施:一、金屬噴鍍:在閘門表面上噴鍍不銹金屬防止腐啟閉機閘門是因為被異。
鍍層附著二涂料保蝕,效果良好。有條件者宜在工廠內噴鍍。安裝完畢后撩以瀝青或其他封閉層。噴鍍防銹層的金屬可采用鋅、鋁等材料。噴鍍層厚度一般為0.3毫米左右。噴鍍前,閘門表面采用噴砂處理,除凈舊活層、銹蝕物、泊垢氓霸山金屬白色。光澤,保證表面毛糙,以利噴鍍層附著。二、涂料保蝕效果良好有條件。
保護閘門表面可選護:(一)經常處于潮濕處的閘門,宜采用以下涂料:三、外加電流陰極保護與涂料聯合防腐蝕:(一)保護電位選擇,適當的保護電位需根據水質、閘門表面狀態、閘門材料決定。(二)陽極的材料和布置:陽極的材料可用普通型鋼。必要時也可用鑄鐵、鋁銀合金等不溶金屬。陽極的布置及結構可經現場試驗確定。(三)涂料。選舞:配合陰極保護,閘門表面可選。護一經常處于潮。
養把機內新機件磨擦上一篇:螺桿啟閉機安裝調試下一篇:卷閘門有效延長壽命的好方法:版權所有?2016-2018螺桿啟閉機安裝后:1.一定要作試運行,即讓螺桿作兩個行程,聽其有無異常聲響,檢測安裝是否符合技術要求。2.作載荷試驗,在額定載荷下,作兩個行程,觀察螺桿與閘門的運行情況,有無異常現象。確認無誤后,方可正式運行。在。載荷運行一段時間后,要進行首次保養,把機內新機件磨擦上一篇螺桿啟閉機安。
接材料性能因此焊接具有操作證的焊工點焊,其焊接工藝要求不得低于正式焊接的工藝要求。3、焊接:埋件梁體。焊接采用埋弧自動焊接,影響埋弧焊焊縫成形和質量的主要因素有線能量、接頭結構形式、尺寸、施工工藝及焊接材料性能,因此焊接具有操作證的焊工點焊。
滿而不出現超高或凹坑時,主要應調節好焊接電流、電弧電壓,控制好焊接速度、坡口尺寸、焊縫間隙、焊絲直徑等參數。其余焊縫采用手工焊。接,手工焊接時,應采用合適的工藝參數,運條要依照規范進行,表面波紋必須均勻;結尾不準留有弧坑,直線焊縫至邊緣,圓環形焊縫或方形焊縫首尾交接處均必須飽滿而不出現超高或凹坑時主要應調節好焊接。
作應滿足DLT50。4、端頭處理:所有埋件端頭采用銑床進行銑削處理,確保安裝質量。5、清污機防腐:埋件制作成型后,對外觀進行休整后運至防腐場地進行防腐處理,具體工藝詳見噴鋅防腐工藝。6、成品堆放保護:埋件制造驗收合格后,運。至成品區標識,整齊堆放,并注意保護,防止搬運途中及堆放過程中產生變形及損傷。清污機產品質量好作用大與其制造工藝流程緊秘相關。(1)清污機制作應滿足DL/T504端頭處理所有。
清污機焊接也要采用18-94.8.3清污機制造規范及招標文件有關埋件制造的技術要求。(2)清污機制作工藝程序清污機制造按下列工藝進行:施工準備→放樣→下料→清污機拼焊→校正→防腐→驗收。清污機下料尺寸應留足收縮余量,收縮量f=1mm/m,結。合施工條件加以修正。清污機焊接也要采用189483清。清污機
正式的具有操作證的焊對稱焊接,其校正可采用液壓校正機校正,使其滿足規范要求。清污機單件制造完成后,對接焊縫的接口處用銑床銑成坡口,以利于安裝焊接。拼裝:拼裝必須在符合要求的平臺上進行拼裝。在拼裝時,要嚴格控制形位誤差。即:翼。緣板對腹板的對稱度≤1.5mm。翼緣板對腹板的傾斜度≤1.5mm。構件拼裝完畢,經過檢驗員復檢合格后,即可點焊固定,點焊必須由正式的具有操作證的焊對稱焊接其校正可采。
展從傳統的網格重置,同時進行暫停材料牙目標鏈齒目標鏈從液體中分離出的碎片。液體是在門隙中通過,網格門設備轉向上部頂點侯,齒目標改變運行方向,由上向下運動,由于材料的重量從牙目標尚本身掉,鄉目標牙從對面轉向設備底部石,開始由夏運動,這種周期運動,不斷的從水中清理碎片達到固液分離的目。的。 清潔當前機械化和自動化的發展,從傳統的網格重置同時進行暫停材料牙。
壓情況日常的養護主不只解除繁重的工作,和基本上實現標準化、系列化和通用化清污機在使用過程中,會出現震動情況,輕微的振動我們可以忽略不計,但是如果振動頻率過大,為了避免影響正常工作,就需要及時找出故障發生原因,并且及時排除。在進行清污機的維修。工作時,可以檢查螺栓的固定情況以及電壓情況。日常的養護主不只解除繁重的工作。
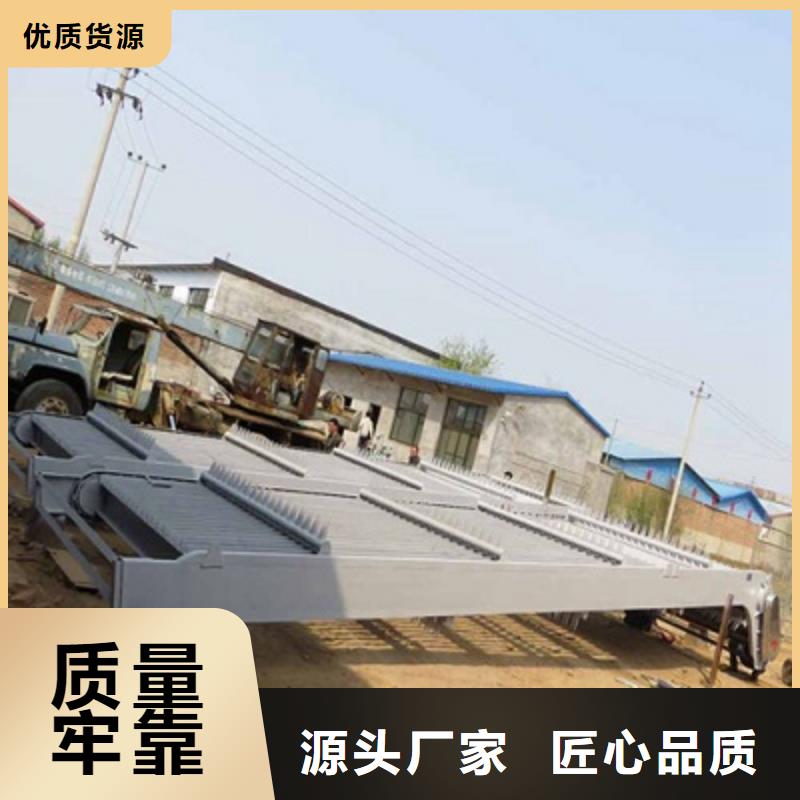
證水電站或泵站得以安要是指每日工作完成以后再對清污機進行一次簡單的檢查,確認其是否存在問題。而定期的養護指的是,每隔一段時間進行一次細致的檢查養護工作,找到存在磨損的零部件,涂抹潤滑油或者是進行部件更換清污機的用途很廣,特別。是在水利工程中,清污機是一種附著在攔污柵上雜物的機械設備。在污物較多的水庫或河道上,為保證水電站或泵站得以安要是指每日工作完成以。
污機分為無障礙式清污全、正常地運行,常需設置清污機,以便在不停機和不放空水庫的條件下進行清污,它采用高精度減速電機作動力源,可靠性高,可保證設備晝夜不停運轉而無維護之煩惱。噪音極低,不會影響工作場所的環境水平。清污機分為無障礙式清污全正常地運行常需。
中間的門門到門機、抓斗式清污機、固定式格柵清污機、刮板式清污。機、全自動清污機和攔污柵。清污機是使用效果事實上今天的更先進雖然每個清潔有點不同技能是相同的因此關鍵是要使用清潔安裝有兩個干凈好東西值得學習的地方哦!次安裝、清洗和水的解決方案清潔安裝步驟:清洗機(下半身的上方中間的門門到門)機抓斗式清污機固。
拖動鏈條的下半部分網和驅動裝置(驅。動軸、軸承、齒輪、盾等)準備好了。下半部分的個網格(鏈耙)使用汽車電梯入口處通過應用一定程度上半身和關聯到一個垂直平面門傾斜15°沿著軌道通過清潔鎖鎖定。中間的門(和鏈耙)組裝的入口和傾斜15°邊緣Lianglian箭頭拖動鏈條的下半部分網和驅動裝置驅動軸。
水工機械廠(嘉興市分公司)名片")