| 產品參數 | |
|---|---|
| 產品價格 | 電儀 |
| 發貨期限 | 到付 |
| 供貨總量 | 666 |
| 運費說明 | 當天 |
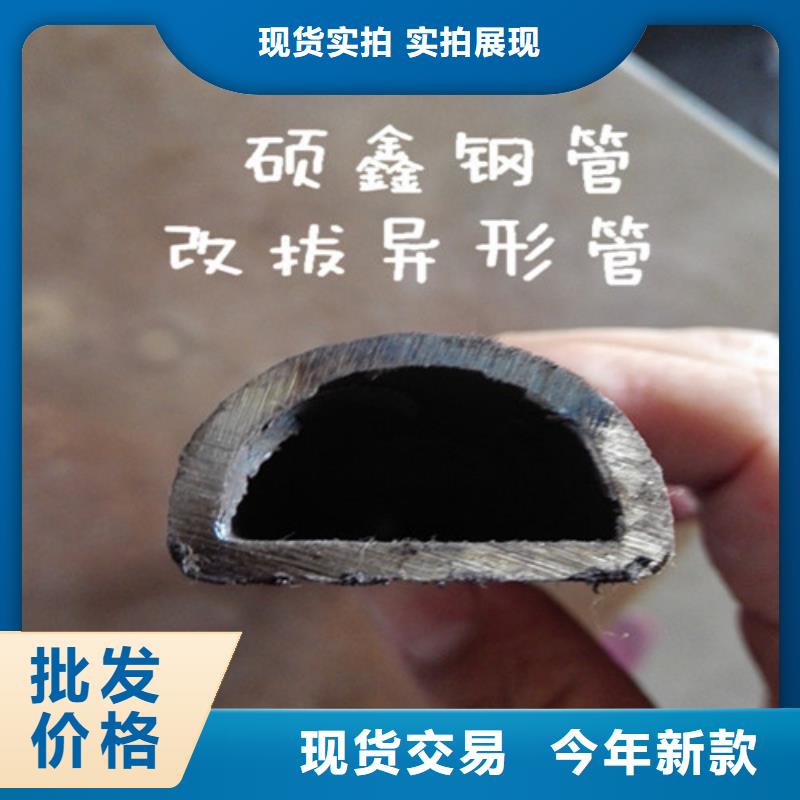
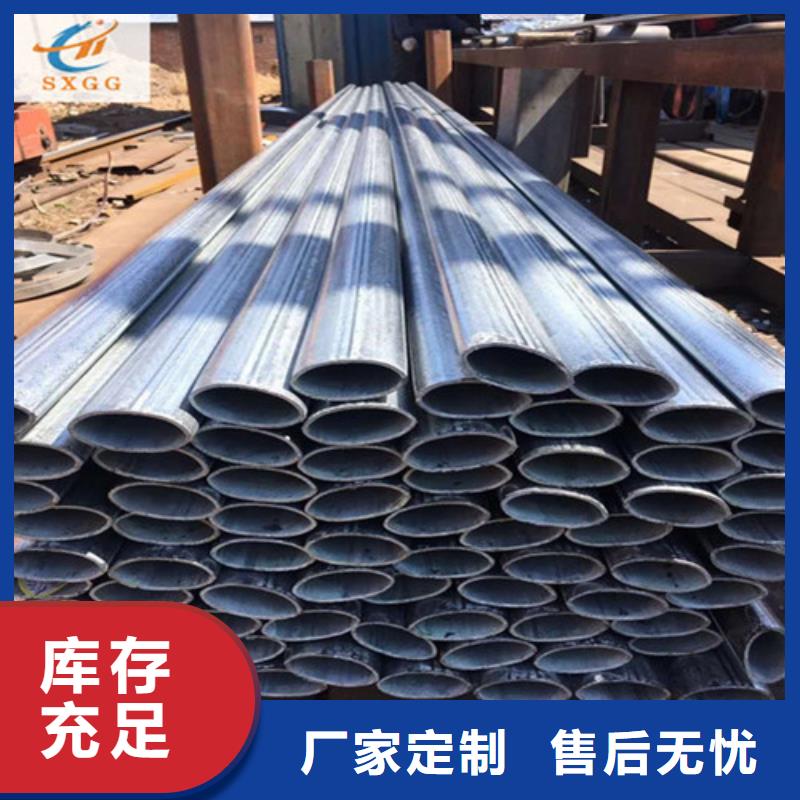
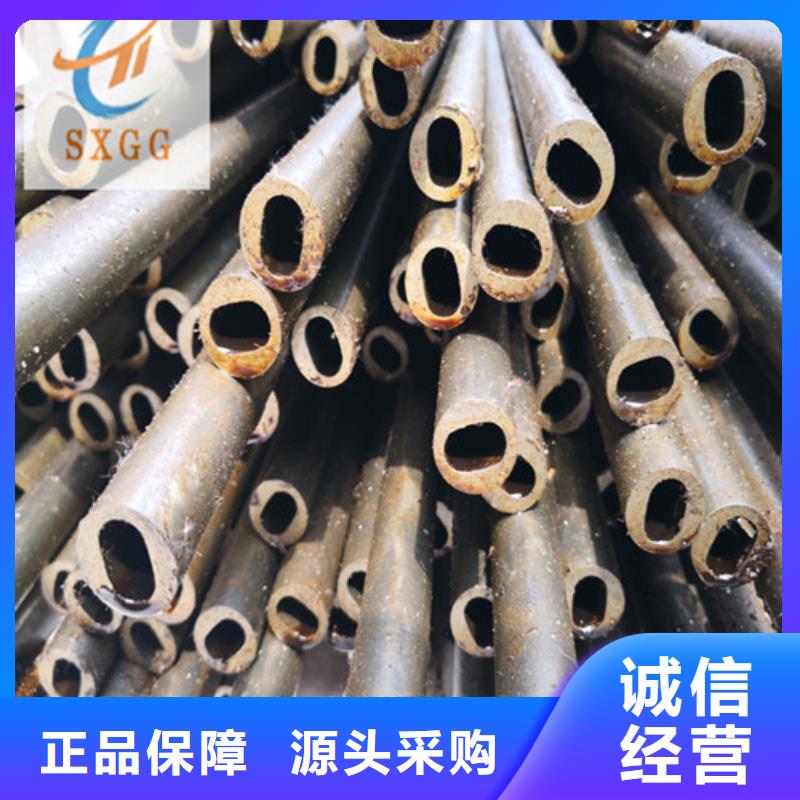
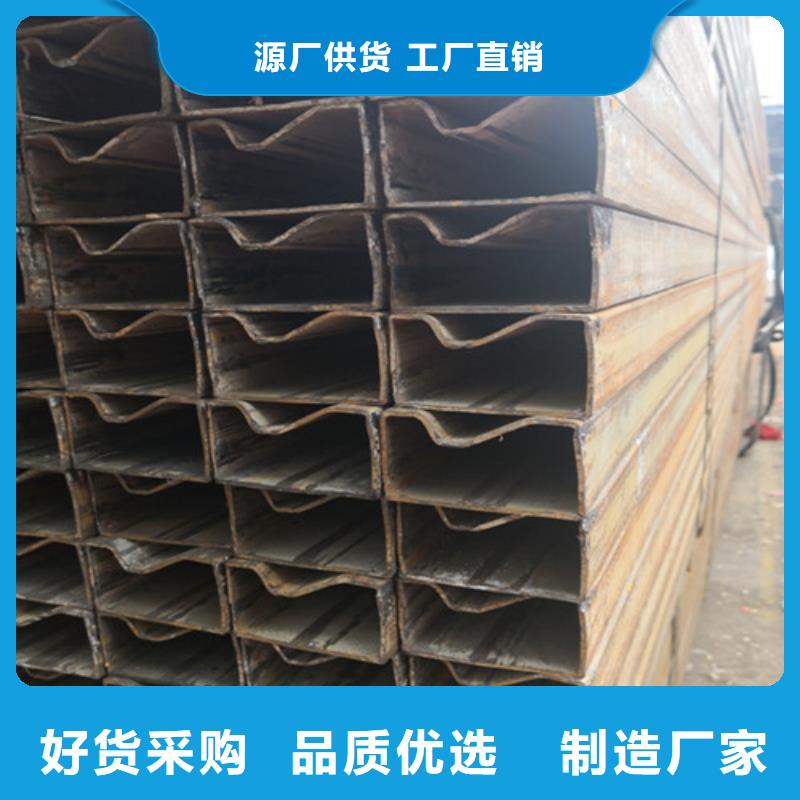
| 異型管 | 10-300mm壁厚0.8-20mm |
| 范圍 | 大方矩形鋼管帶凹面生產基地供應范圍覆蓋貴州省、貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣等區域。 |



精密無縫鋼管有著較高的精密度,所以更有著非常好的綜合性能。當精密鋼管經過熱處理之后精密鋼管可以適用于很多不同的工作環境。精密無縫鋼管也有著較好的防腐性,這也使得它可以用來制作各種壓力容器的零件。精密鋼管與普通的鋼管相比,有著更加小的精密鋼管外徑。也因為其精度非常高,因而可以用來作小批量的生產。金屬的密度也比較高。這些都是精密無縫鋼管的優勢所在。
精密鋼管優于普通管道材料的地方,便在于這種類型的管道材料擁有更高的精密度,同時,精密鋼管在質量和外觀方面,也同樣具有顯著優勢,因此這種類型的管道材料即使是在一些比較特殊的領域中,同樣也有廣泛的使用,內壁無氧化層是這種管道材料的一個 特點,不但能承受高壓,不擔心泄漏的問題,同時這類型管道材料的精密度和光潔度也是非常不錯的,即使是在冷彎的狀態下,也不會擔心變形,所以,這類型的管道材料才會被市場所認可。



控制異型管焊接縫隙的六點建議
(一)調節溫度 異型管的焊接溫度主要受高頻渦流熱功率影響,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。當輸入熱量不足時,被加熱的焊縫邊緣達不到焊接溫度,金屬組織仍然保持固態,形成未熔合或未焊透。當輸入熱時不足時,被加熱的焊縫邊緣超過焊接溫度,產生過燒或熔滴,使焊縫形成熔洞。
(二)軋輥下壓 將異型管帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。0635-339 ,1234 ,188 6526 ,6789
(三)感應圈位置 高頻感應圈應盡量接近擠壓輥位置。若感應圈距擠壓輥較遠時,有效加熱時間較長,熱影響區較寬,焊縫強度下降。反之,焊縫邊緣加熱不足,擠壓后成型不良。
(四)阻抗器影響 阻抗器的作用是使感應圈、管坯焊縫邊緣與磁棒形成一個電磁感應回路,產生鄰近效應,渦流熱量集中在管坯焊縫邊緣附近,使管坯邊緣加熱到焊接溫度。阻抗器用一根鋼絲拖動在管坯內,其中心位置應相對固定在接近擠壓輥中心位置。開機時,由于管坯快速運動,阻抗器受管坯內壁的磨擦而損耗較大,需要經常更換
(五)焊疤 焊縫經焊接和擠壓后會產生焊疤,需要。方法是在機架上固定刀具,靠焊管的快速運動,將異型管異型管的焊疤刮平。
(六)控制擠壓力 異型管管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。



碩鑫鋼管(畢節市分公司)是一家集設計、生產、銷售為一體的公司,在日益競爭激烈的市場中,以其新穎的款式、穩定的質量、周到的服務、及時的交貨、具備有競爭力的性能價格比,贏得了各行業市場上的高度評價。公司主要產品包括 方管多少錢等。公司秉持“同等質量比價格、同等價格比質量”的務實理念,熱忱歡迎有需求的客戶與本公司接洽,本公司愿與客商建立長久的互惠互利的商貿關系,尋求共同發展。“優質的產品,滿意的服務”是我們的經營理念,“ 誠信經營,真誠服務”是我們不變的承諾,“便捷、可靠、值得信賴”是我們追求的目標!


名片")