| 產品參數 | |
|---|---|
| 產品價格 | 68/米 |
| 發貨期限 | 電議 |
| 供貨總量 | 5000 |
| 運費說明 | 電議 |
| 小起訂 | 1米 |
| 是否廠家 | 是 |
| 加工定制 | 是 |
| 可售賣地 | 全國 |
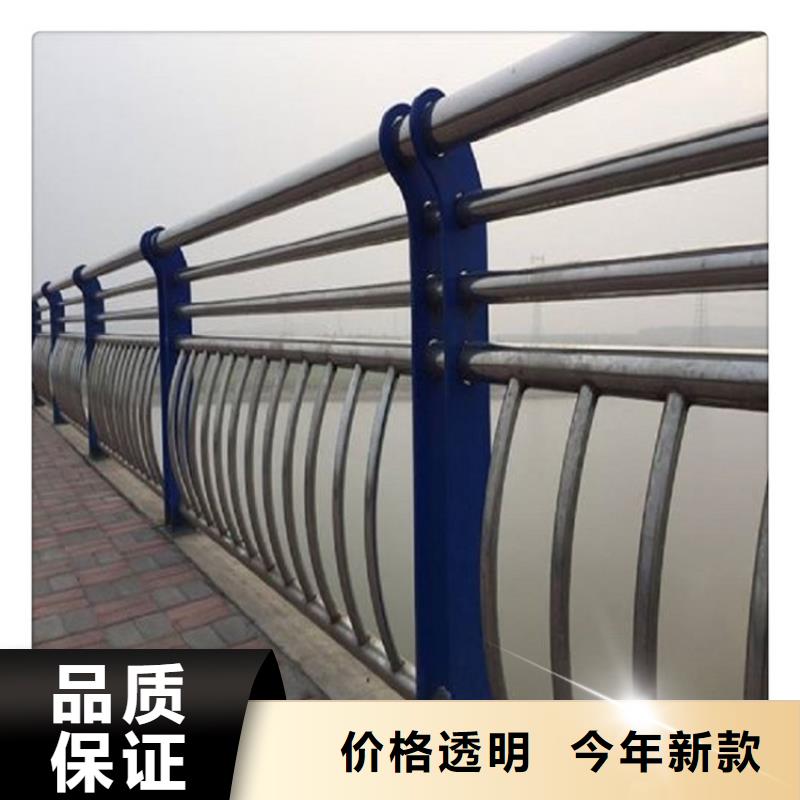
| 材質 | 201 304 316 |
| 規格 | 22-127 |
| 立柱壁厚 | 4 |
| 立柱管徑 | 100*100mm |
| 是否可以定做 | 可以定做樣品 |
| 范圍 | 不銹鋼復合管護欄存貨充足供應范圍覆蓋陜西省、西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、商洛市、安康市 漢濱區、漢陰縣、石泉縣、寧陜縣、紫陽縣、嵐皋縣、平利縣、鎮坪縣、旬陽市、白河縣等區域。 |



裝卸時,都應采用專用的吊裝運輸工具,避免不銹鋼復合管護欄與鋼絲繩或其他尖硬的碳素鋼等接觸,以免碰傷,劃傷其表面。論是不銹鋼復合管護欄原材料或加工件在運輸{在地圖搜索:聊城佰強不銹鋼復合管護欄廠 即可找到我廠位置}。
不銹鋼復合管護欄的加工場地要相對穩定,工作臺上應鋪墊橡膠板類軟墊,以免損傷不銹鋼表面。{在地圖搜索:聊城佰強不銹鋼復合管護欄廠 即可找到我廠位置}。
不銹鋼復合管護欄管材及其他型材應采用等離子切割或鋸切。剪切時鋪設橡膠類軟墊,避免損傷其表面,等離子切割后,應及時清理割渣,鋸切時,夾緊處應加墊兒保護。其板材應采用剪切或等離子切割銹鋼件下料時鋸切后及時清理鋸切處的油污,殘渣等。
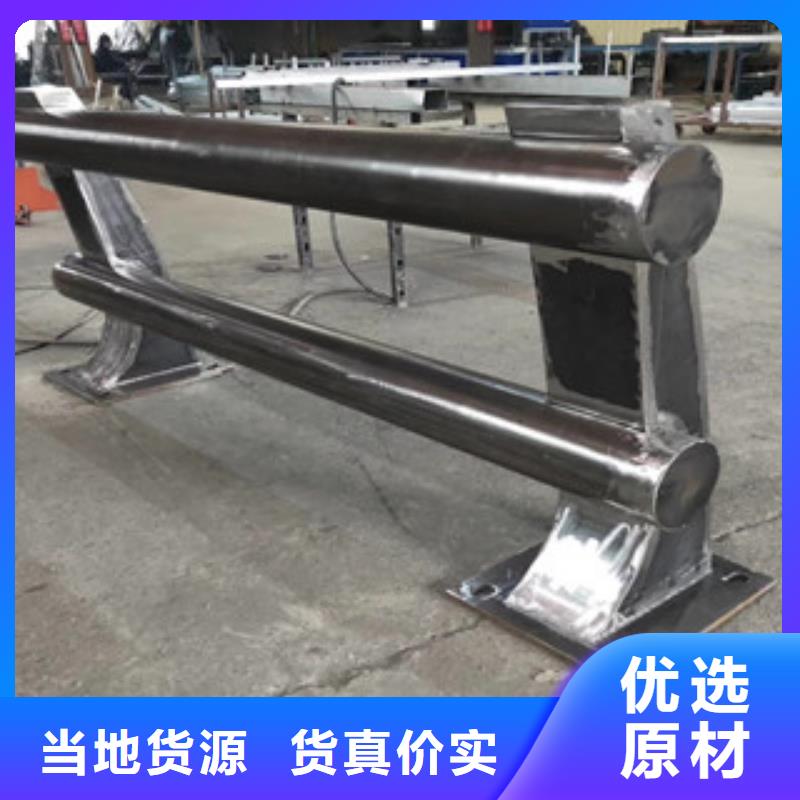
焊接時應采取防飛濺措施。焊接后當清理焊渣時應用不銹鋼扁鏟,不得用碳鋼類扁鏟。焊縫處應認真修磨,使焊縫與母材表面光滑過渡,不得有熔渣,氣孔,咬邊,飛濺物,裂紋,未熔合等質量缺陷。
灰塵等雜物。焊接時應盡量采用氬弧焊。如果采用手工電弧焊時,應用小電流快速焊,嚴禁在非焊區引弧。所用地線應選擇適當位置,連接牢固。必須認真清理其表面的油污不銹鋼復合管護欄在安裝焊接前以免電弧燒傷表面或燒傷面積過大。
應及時對表面進行清理。不銹鋼復合管護欄表面處理完畢,應注意做好成品保護,避免人員撫摸,避免被油污,灰塵等二次污染。不銹鋼復合管護欄焊接完成后{在地圖搜索:聊城佰強不銹鋼復合管護欄廠 即可找到我廠位置}。
不銹鋼復合管橋梁護欄怎樣安裝更有耐性發布者:聊城佰強金屬制品有限公司 發布時間:2019/7/23 閱讀:1次。
管道接頭,管件的規格,性能應符合有關標準和設計要求,進入施工現場時外觀質量應符合下列要求。



護氣體為氬氣,純度為99.99%。當焊接電流為50~50A時,氬氣流量為8~0L/min,當電流為50~250A時,氬氣流量為2~5L/min。
以4~5mm為佳,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm。極從氣體噴嘴突出的長度{在地圖搜索:聊城佰強不銹鋼復合管護欄廠 即可找到我廠位置}。
焊接部位如有鐵銹,油污等務必清理干凈。接電弧長度,焊接普通鋼時,以2~4mm為佳,而焊接不銹鋼時,以~3mm為佳,過長則保護效果不好。防止焊接氣孔之出現{在地圖搜索:聊城佰強不銹鋼復合管護欄廠 即可找到我廠位置}。
背面也需要實施氣體保護。使氬氣很好地保護焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應保持80~85°角。接打底時填充焊絲與工件表面夾角應盡可能地小。為防止底層焊道的背面被氧化一般為0°左右。
風與換氣。有風的地方,務請采取擋網的措施,而在室內則應采取適當的換氣措施。





大家對復合管橋梁護欄有了一定的認知,如果您想要更深入的了解復合管橋梁護欄的市場資訊,可以聯系我們公司的業務員,或者到實地考察。通過本次內容的分享以上就是小編為大家整理關于復合管橋梁護欄的相關咨詢共同探討交流。
樁機采用GPS15型。聊城佰強不銹鋼復合管橋梁護欄廠不銹鋼復合管橋梁護欄精細尺寸施工 很多客戶通過我們的網站來咨詢不銹鋼復合管橋梁護欄 測量放樣 根據設計圖紙提供的樁號。那么今天小編就來講解下不銹鋼復合管橋梁護欄。施工方法,檢驗標準及質量控制措施 鉆孔準備 樁機選型 根據樁徑設計圖及地質條件測量放樣,確定樁位…。
不銹鋼復合管橋梁護欄精細尺寸施工很多客戶通過我們的網站來咨詢不銹鋼復合管橋梁護欄,那么今天小編就來講解下不銹鋼復合管橋梁護欄。施工方法,檢驗標準及質量控制措施。
鉆孔準備樁機選型根據樁徑設計圖及地質條件,樁機采用GPS15型。測量放樣。
測量放樣,確定樁位。放樣由全站儀測量,測量時監理工程師旁站。測量結果應記錄下來,形成的數據應提交監理工程師審查,簽字和批準。根據設計圖紙提供的樁號{在地圖搜索:聊城佰強不銹鋼復合管護欄廠 即可找到我廠位置}。
名片")