| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 橡膠 |
| 生產工藝 | 熱硫化或冷粘 |
| 產品規格 | 按要求訂做 |
| 斷裂強度 | 17 |
| 扯斷伸長率 | 550 |
| 襯里硬度 | 60±5 |
| 定伸應力 | 10 |
| 剝離強度 | 7 |
| 磨耗減量 | 0.1 |
| 應用領域 | 礦山、電力、冶金、化工等 |
| 連接方式 | 法蘭連接 |
| 范圍 | 襯膠管道鋼襯塑復合管供應范圍覆蓋浙江省、杭州市、寧波市、溫州市、臺州市、金華市、湖州市、紹興市、舟山市、嘉興市、衢州市、麗水市 南湖區、秀洲區、嘉善縣、海鹽縣、海寧市、平湖市、桐鄉市等區域。 |

縱橫機械制造(嘉興市分公司)本著守信譽的原則,不斷創新,不斷完善自己,在與客戶長期合作過程中謁誠為客戶所想,為客戶所需為宗旨!我們公司專業技術人員能快速解答各項技術咨詢,應對每個客戶的需求,為您選擇合適的 法蘭襯塑管道產品,為你節省不必要的浪費,提供合理,可靠的建議。對 法蘭襯塑管道產品質量,供貨周期等的承諾,提供具體貨品方案,提供專業咨詢服務,提供切實的解決方案。


電廠襯膠管道制作流程如下:
1、對管道或者管件按照用戶需求的數據尺寸進行切割和焊接連接法蘭;
2、對焊接好的鋼體進行檢驗,要求尺寸精準,焊縫平整飽滿,檢驗合格后送進噴砂房噴砂除銹。
3、噴砂完成對管體進行涂抹膠漿,襯膠管道膠漿要涂刷4遍以后才可以粘貼膠板,每一層膠漿要間隔8小時以上(因天氣情況而定),由此可見,襯膠管道的工藝復雜,生產周期長,全部由人工操作。
4、此刻膠漿涂完以后,根據管體尺寸剪裁電廠脫硫系統襯膠管道生產技術
5、 貼襯法采用熱烙法時應嚴格控制烙鐵的溫度,一般控制在100-200℃為宜。烙膠時,烙鐵不得在膠板上停留,烙膠應以中部開始往四周趕走氣泡。烙膠時發現氣泡應及時用針刺破,將氣體抖燼,然后用烙鐵壓實。硫化前應對完成襯貼設備進行檢查,發現問題要及時處理。硫化根據設備的大小以及所襯橡膠膠種選擇硫化方式。基于襯里的質量和經濟觀點來看,電廠耐腐蝕管道首先應考慮采用硫化罐硫化法。成品質量控制應檢查膠層的硬度及電火花檢查襯里層有無漏電現象。如有則應修補。
6、襯膠管道全部制作好以后就可以進行硫化,硫化溫控制在150度--180度,壓力控制在4MPa,持續進行8個小時以后開始逐步冷卻降溫,待溫度全部降下來以后還要再進行打磨、檢驗,全部工序完成以后才可以出交給用戶。




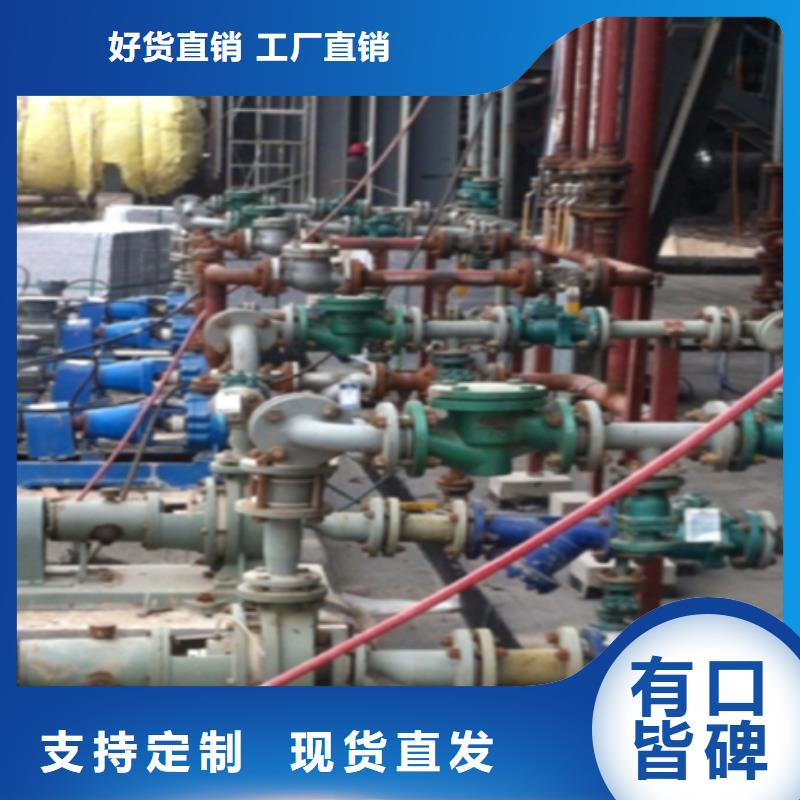
我公司生產加工的襯膠管道在內蒙古一代用途廣泛,電廠、化工廠都有用到,我公司引進其的生產工藝,將其粘接技術應用于橡膠與鋼管之間的粘接,以普通鋼管作為鋼架材料,以耐磨、防腐、耐熱等性能優異的橡膠作為襯里層,將金屬特性和橡膠特性合二為一,形成了剛柔相濟的管路設備,具有、高耐磨、高防腐和耐高溫等性能,產品廣泛應用于:電廠排煙脫硫裝置(脫硫管道、酸水貯槽、陰陽離子罐、陰陽離子塔、吸收塔煙道、事故漿液箱、石灰石漿箱、機磨再循環漿液箱);焦化廠、煤氣廠:脫硫塔本體、脫硫管道、化鹽設備、蒸發塔;水處理管道;化工管道等。



名片")