| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 600/平米 |
| 發(fā)貨期限 | 1天 |
| 供貨總量 | 50000 |
| 運費說明 | 電議 |
| 小起訂 | 1平方 |
| 質(zhì)量等級 | 一級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 齊全 |
| 產(chǎn)品品牌 | 多麥金屬 |
| 產(chǎn)品規(guī)格 | 1400*3400 |
| 發(fā)貨城市 | 聊城 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 支持 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
| 適用領(lǐng)域 | 礦山 機械 水泥 火電廠 |









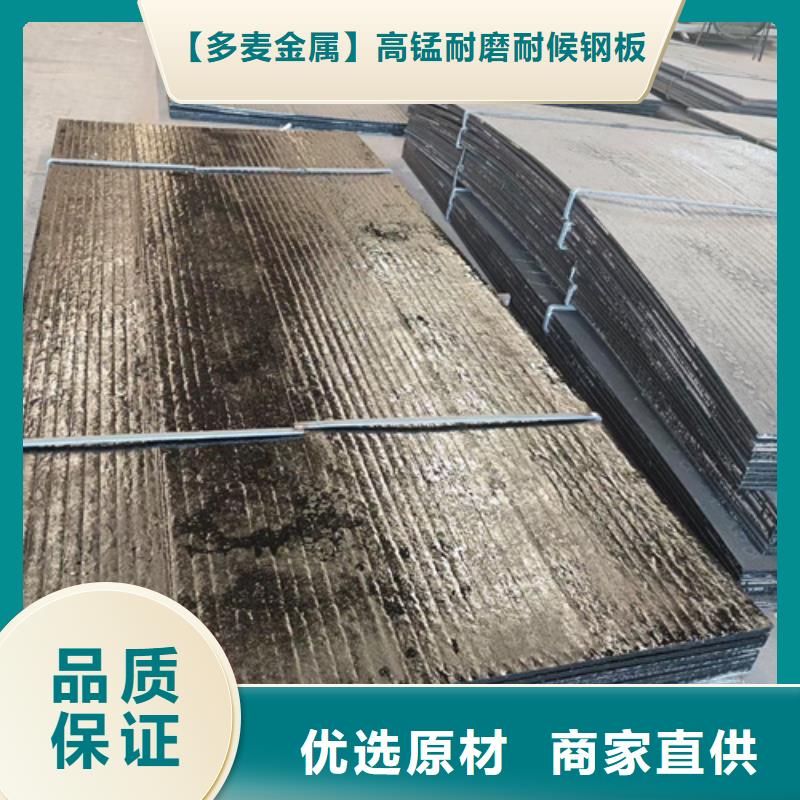
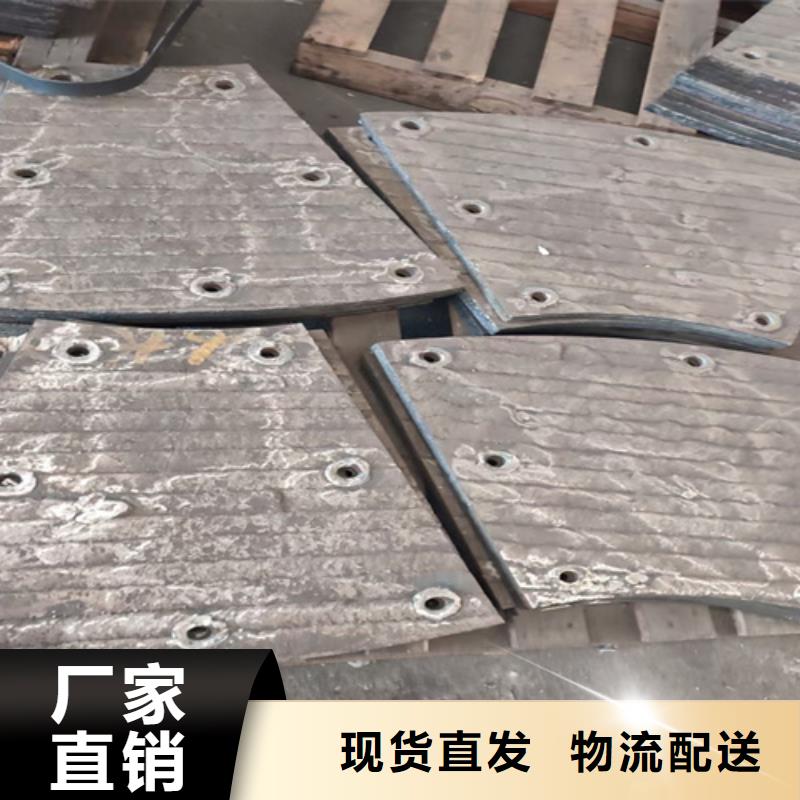
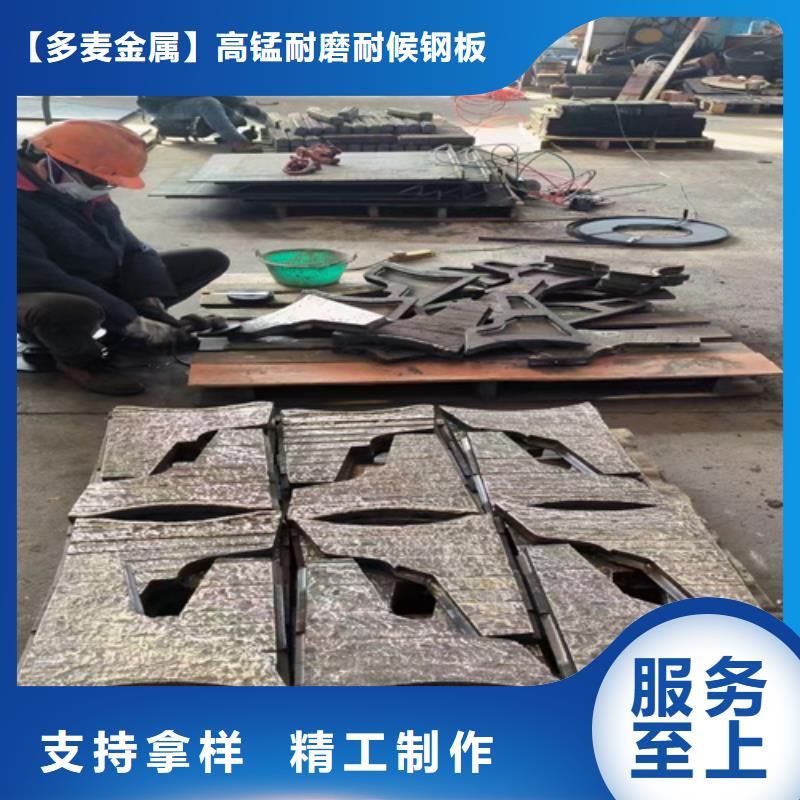
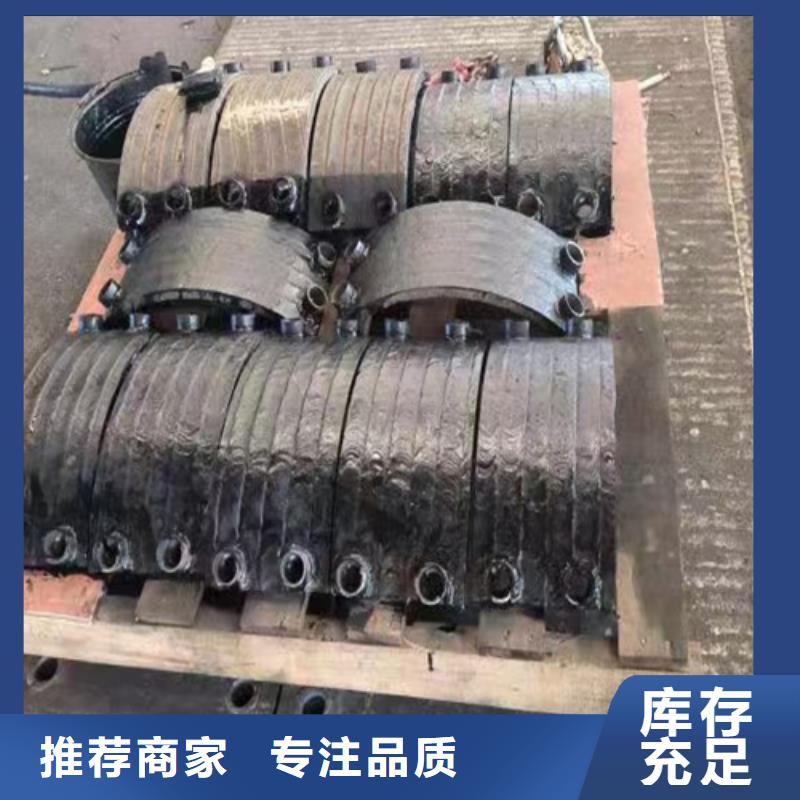
堆焊工藝方法在堆焊前先將明弧堆焊焊絲穿過送絲輪和導(dǎo)電嘴,焊槍接電源正極,基材接電源負極,通電后焊絲先與基材之間形成電弧,隨焊槍擺動向前焊接,電弧開始在焊絲與基材之間產(chǎn)生,進人穩(wěn)定焊接過程。在堆焊過程中,焊槍的擺動寬度應(yīng)大于焊絲直徑的4倍以上,以避免擺動過寬造成焊道兩側(cè)熔深過大,擺寬過窄造成成形不良。堆焊過程中的易損件,如導(dǎo)電嘴、送絲輪應(yīng)及時更換,否則會導(dǎo)致送絲不暢,而產(chǎn)生斷弧。焊絲的干伸長度要適中,不能過長或過短(一般25mm)。過長會導(dǎo)致焊道不直,影響焊縫成形;過短會導(dǎo)致斷弧,影響連續(xù)焊接和板的質(zhì)量。在實際的生產(chǎn)過程中,我們采用四頭堆焊板工藝,同時用四臺焊機堆焊。采用這種方法能提高生產(chǎn)效率,降低成本。如堆焊規(guī)格為1500mmx3500mm的Q235鋼板,當選用2.8mm焊絲,堆焊4mm厚度時,大約只需要3.5h,一人操作即可完成整張板的焊接。同時焊接過程中采用壓力水冷技術(shù),既可提高冷卻速度,也可提高板的硬度和。焊接速度的選擇:從堆焊成形角度講,焊接速度太小時,由于線能量過大熔化了較多的金屬,使熔化金屬向焊縫兩邊流淌,影響焊縫成形,同時容易造成邊緣部分與基材間產(chǎn)生未融合的缺陷;焊接速度太大時,會使堆焊層中間下凹或者薄厚不均勻。通過多次試驗,我們選擇的焊速一般在10~15mm/s之間,隨著焊接電流的增加,焊速也略有增加。此外,焊速還影響堆焊層厚度,焊速越快,堆焊層越薄。所以在實際堆焊時,應(yīng)綜合考慮多方面因素來選擇焊速。復(fù)合耐磨鋼板



買耐磨450鋼板直接找源頭工廠給您更好的產(chǎn)品

嚴格把控耐磨450鋼板生產(chǎn)標準確保品質(zhì)出廠的都是合格品

耐磨450鋼板按需定制產(chǎn)能穩(wěn)定滿足多種需求

耐磨450鋼板成熟技術(shù)團隊和售后團隊交貨準時

廠家(黔東南分公司)名片")