| 產品參數 | |
|---|---|
| 產品價格 | 批發/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1808 |
| 運費說明 | 面談 |
| 范圍 | 遂川螺旋管批發供應范圍覆蓋陜西省、西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、商洛市、安康市 渭濱區、金臺區、陳倉區、鳳翔區、岐山縣、扶風縣、眉縣、隴縣、千陽縣、麟游縣、鳳縣、太白縣等區域。 |

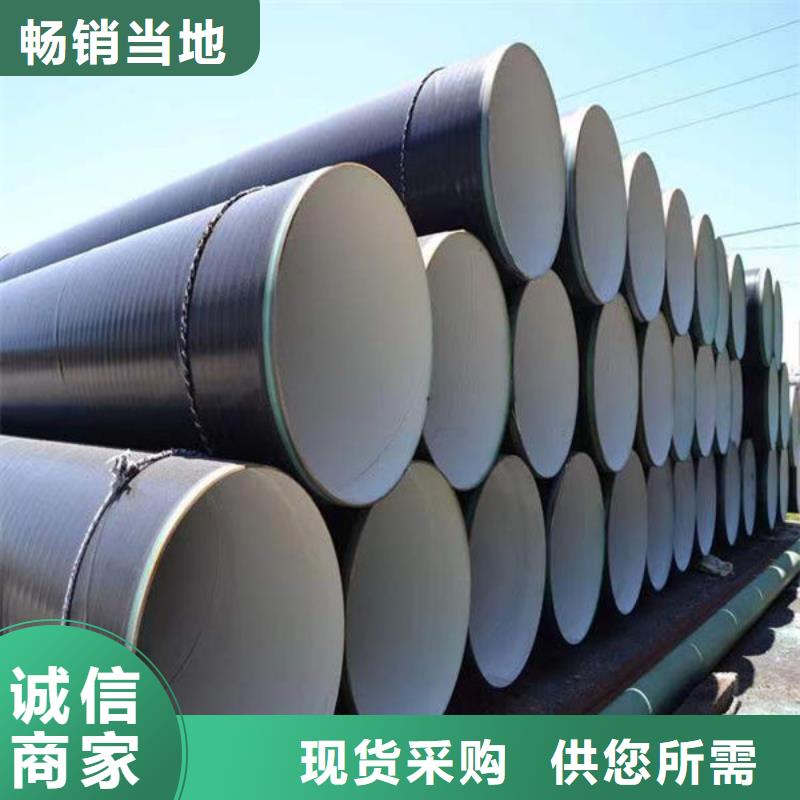
螺旋鋼管是怎么制作的1.涂油打標:在檢查合格的螺旋鋼管進行涂油操作以防腐蝕,并根據客戶的要求進行打標。2.矯平銑邊:使用壓砧機將原來卷曲的鋼板調平,再通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3、剪切成型:將鋼 板沿外沿螺旋卷曲成管狀。4.對焊切割:采用雙面埋弧焊技術進行預焊接,內焊接,外焊接。將焊接成型的鋼管使用等離子尺切割成規范長度。5.目視檢查:由專業技術人員對一些基本的參數進行檢查。6.超聲波探傷:對內外焊縫及焊縫兩側母材進行的檢查。7.X射線探傷:對內外焊縫進行 的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。8.打壓試驗:在水壓試驗機上對螺旋鋼管進行逐根檢驗以保證鋼材管達到標準要求的試驗壓力。9.倒棱平頭:將檢驗合格后的螺旋鋼管進行管端加工,達到要求的管端坡口尺寸。10.后檢查:螺旋鋼管再次進行超聲波和X射線探傷以及進行管端磁粉檢驗檢查是否存在焊接問題及管端缺陷。
螺旋鋼管焊接時,為保證焊接質量而選定的諸物理量(如:焊接電流、電弧電壓、焊接速度、線能量等)的總稱。選擇合適的焊接工藝參數,對提高焊接質量和提高螺旋鋼管鋼材生產效率十分重要。焊接工藝參數(焊接規范)是指焊接時為保證螺旋鋼管焊接質量而選定的諸多物理量。焊接電源種類和極性的選擇焊接電源種類:交流、直流極性選擇:正接、反接正接:焊件接電源正極,焊條接電源負極的接線方法。反接:焊件接電源負極,焊條接電源正極的接線方法。極性選擇原則:堿性焊條常采用直流反接,否則,電弧燃燒不穩定,飛濺嚴重,噪聲大,酸性焊條使用直流電源時通常采用直流正接。盛寶螺旋管可以做打樁、支撐、橋梁、高炮廣告牌。螺旋鋼管加工可以用來保溫,小區供暖、熱力網鋪設、電廠蒸汽輸送。螺旋鋼管加工成防腐,自來水管道、地埋排污。可用作打樁管、作橋梁;碼頭、道路、建筑結構用管,海洋打樁管等,應用領域和范圍廣泛。
螺旋鋼管常用做于污水廠管道、自來水廠管道、引水灌溉管道、水電站壓力管道、天然氣管道工程中,不同用途的工程項目所需要的承壓能力不同,厚度選擇就不同。dn600螺旋管是外徑為630mm的螺旋焊縫鋼管,也被稱為DN600螺旋管。它常用的壁厚為4-14mm,其中6、7、8、9、10mm用的多。630螺旋管在同類產品中屬于小口徑,我們廠還可以生產直徑3.6m的螺旋鋼管。600螺旋鋼管具備這些優點焊接、焊接、無熱裂紋、整體強度高、長度長、承載能力大,焊接性能優異所以用途較為廣泛適應范圍廣,用于各種高溫、腐蝕性、輸送介質。具有廣泛的應用前景。對于用戶來說選擇600螺旋鋼管廠家要選擇生產流程相對完善。但是我們選購鋼管鋼材時仍需要謹慎,有的廠家也會以次充好。選購時我們首先看表面質量,如焊縫是否均勻,dn600螺旋鋼管壁厚是否足厚,表面是否有腐蝕。當然更有保證的方法是找到靠譜的廠家,可以減少使用過程中的缺點。
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。 超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫鋼管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。
名片")