| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產地 | 河南洛陽 |
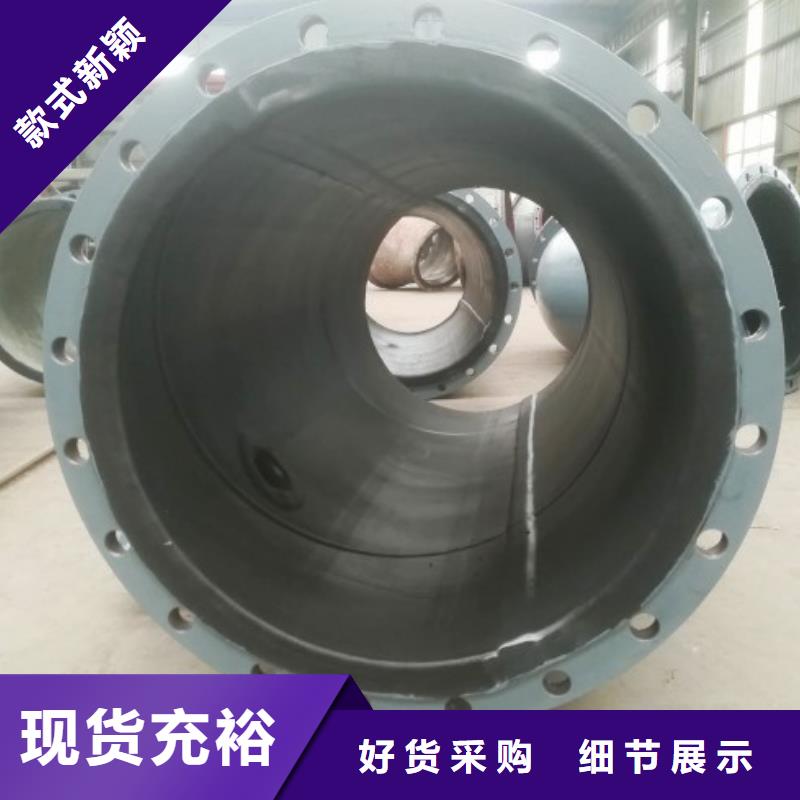
| 襯里材質 | 優質橡膠 |
| 生產工藝 | 熱硫化或冷粘 |
| 規格型號 | 支持定制 |
| 連接方式 | 法蘭連接 |
| 斷裂強度 | 17 |
| 扯斷伸長率 | 550 |
| 襯里硬度 | 60±5 |
| 范圍 | 【襯膠管-襯膠管道】供應范圍覆蓋山東省 棗莊市、東營市、濟寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺市、威海市、萊蕪市、日照市、淄博市、青島市、濟南市 環翠區、文登區、榮成市、乳山市等區域。 |







襯膠管道施工方案(熱硫化過程):
襯膠管道聯接方式為法蘭聯接,每根管長度3—5米.
優點:利用熱硫化丁基橡膠耐高溫、抗腐蝕、易粘接,使襯膠鋼管具有的結合強度和極好的耐磨損、耐腐蝕性能。
彎頭類襯里結構:
優點:法蘭與彎頭的處理:(在管線轉彎處使用橡膠彎頭,即便于安裝,又可調節管路膨脹與收縮的補償.)
1、法蘭包邊2、接頭搭節 3、密封性強4、 尺寸便于銷核。
丁基襯膠粘接、硫化工藝簡介
冷粘工具和清洗劑
![]() 刃口鋒利的刀具兩把;
刃口鋒利的刀具兩把;
直尺,卷尺,磨刀石;
木錘或者橡膠錘兩把;
鋼絲刷兩把;
手提電動鋼絲刷(砂輪)一個;
干凈棉紗。
丁基膠板粘接程序
膠板的準備
a.所有粘接的膠板表面都必須打毛(出廠時已一面或兩面打毛),包括接頭。
b. 所有需粘接的表面(含接頭)都須用香蕉水清洗臟物,并徹底晾干。
橡膠和橡膠粘接
均勻涂一層配好的粘合劑于粘接表面,并晾干1015分鐘;
再均勻涂第二層配好的粘合劑,粘接面不粘手,再將粘接面疊合;
粘合劑在短時間內即粘牢,在施壓前調整好粘接位置;
當位置對好后,在整個表面施壓,使其接觸均勻,擠出空氣。
橡膠與金屬鐵板粘接
金屬鐵板表面需用噴砂或者鋼絲刷去除鐵銹和氧化層;
采用香蕉水清洗噴砂后的表面,并徹底晾干;
涂金屬底油,約2小時晾干,如層太薄可涂第二層;
粘接步驟同第3條a d 項。
送入硫化罐進行加壓、高溫硫化約4個小時。
混凝土事故漿液池及石灰石漿液箱在現場粘接,然后進行本體硫化,即采用現場熱源(鍋爐蒸汽)及壓力表將蒸汽輸送入密封的事故漿液池及石灰石漿液箱,進行常溫本體硫化約八小時。








名片")