| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 雙方協商 |
| 供貨總量 | 按訂單生產 |
| 運費說明 | 5天發貨 |
| 廠家/產地 | 縱橫機械/洛陽 |
| 主要材料 | 橡膠 |
| 生產工藝 | 熱硫化或冷粘 |
| 產品規格 | 按要求訂做 |
| 斷裂強度 | 17 |
| 扯斷伸長率 | 550 |
| 襯里硬度 | 60±5 |
| 定伸應力 | 10 |
| 剝離強度 | 7 |
| 磨耗減量 | 0.1 |
| 應用領域 | 礦山、電力、冶金、化工等 |
| 連接方式 | 法蘭連接 |
| 范圍 | 新洋電力襯膠管用什么連接的供應范圍覆蓋青海省、西寧市、海東市、海北市、海南市、海西市、玉樹市、果洛市、黃南市等區域。 |
縱橫機械制造(黃南市分公司)是一家銷售 法蘭襯塑管道的廠家。主要產品有: 法蘭襯塑管道。公司一貫堅持“用戶至上,信守合同”的宗旨,憑借著高質量的產品,良好的信譽。竭誠與國內外商家雙贏合作,共同發展,共創輝煌!我公司組織人才、引入先進設備開發研制 法蘭襯塑管道。本公司依靠雄厚的實力及的隊伍,一直致力做優良的 法蘭襯塑管道:1.貼心的服務,解決客戶難題,實現一站式采購。2.銷售,提供性價比教高的產品。3.良好的原產地優勢,以及便利的交通,讓我們能夠快捷的滿足客戶要求。在競爭日趨激烈的,公司在各地同仁的大力支持下,立信于心的經營理念,本著做商先做人的態度,全心全意為客戶服務,努力做到質量好,效率高,價格優,服務棒。



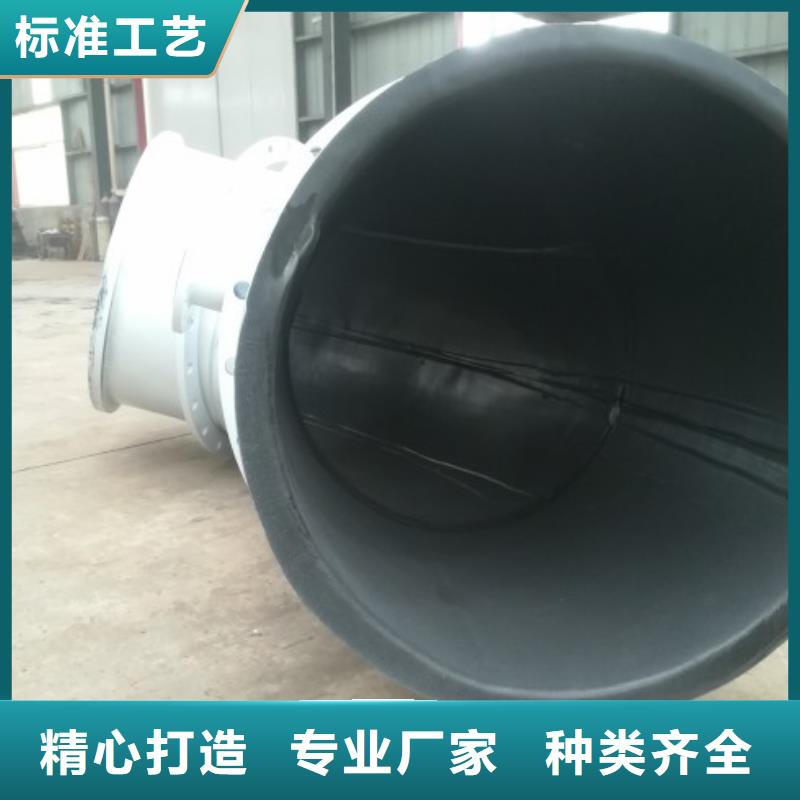
電廠脫硫管道制作工藝:
脫硫管道采用鋼管作骨架材料,以耐磨、防腐、耐熱等優異的橡膠作為襯里層,利用橡膠的高彈性、高氣密性、耐沖擊性、耐磨性、耐候性、耐輻射性、耐化學介質性和吸收振動等獨特性能,使用高性能的粘合劑經特殊工藝復合硫化成型。
電廠脫硫管道工藝流程:
1、金屬表面處理:金屬表面必須噴砂除銹,要全部露出金屬光澤,達到Sa2 1/2標準要求
2、噴砂處理:噴砂是采用吸入式噴砂法,操作風壓不低于5~6Kg/cm2,所用銅渣或金剛砂(粒徑1.5~3.5mm)需要干燥后方能使用,噴砂工序自上而下進行,然后用毛刷刷去噴砂后附在金屬表面的灰塵、噴砂應自上而下噴,順序為從左到右。
3、膠板下料的處理:先下好樣板,再裁膠板,力求準確、節約,適當考慮余量。坡口寬度為膠板厚度的3~3.5倍(15度)。膠板粘合面應保持干凈,不干凈的部位用清洗劑清洗干凈。
4、鋼管與橡膠粘接后表面達到:1平整 2光滑 3無氣孔 4無凹陷 5無死角。
電廠脫硫管道加工中的幾個步驟:
設備缺陷處理→二次膠漿涂刷→三次膠漿涂刷貼襯→中間檢查→硫化→成品檢查→成品→修理
電廠脫硫管道性能優點:
襯膠管道具有高耐磨、耐水錘沖擊、耐酸堿鹽腐蝕、抗高溫、緩結垢、粘拉強度高、運行阻力小、輸送介質廣、輸送效率高、使用壽命長、節電節材、減小輸送介質對管壁的沖擊磨損等多項優點。



鋼管道襯膠價格:
鋼管道襯膠口徑不同,要求鋼基體厚度不同,襯膠厚度不同,法蘭重量不同,它的價格都不一樣。DN50_80/米 DN219_320/米 DN426_510/米
但如果您有采購計劃,我們會根據咱的采購清單,具體規格,型號來準確的報價。
鋼管道襯膠應用領域:
化工、電力、冶金、食品等行業業的介質輸送及環保處理系統以及飲水工程及給排水工程。
電力系統:火力發電廠的粉煤灰排放、化學水循環系統、除/硫系統。
煤炭工業:煤粉、水/煤/漿的輸送,礦井的送風、排風、排水系統、脫硫系統。
化工行業:強/酸、強/堿等高/腐/蝕/介質的輸送,鹽化工的鹵/水、鹽/漿、原/鹽的輸送。
石油開采:原油輸送,天/然/氣/集/輸,污水回灌。
冶金工業:焦/炭/粉、礦/粉、礦/漿及冶/煉/油/廢/渣的輸送。
礦山行業:漿/體/輸送管道、煤/礦/井下高壓供水、供氣管線。
疏浚工程:江、河、湖、港口、碼頭等清/淤工程輸送泥沙。
鋼管道襯膠產品特點:
1. 防腐性能好,橡膠襯里可根據防腐的需要進行配方,適用于腐蝕性高的環境,襯膠脫硫管道鋼管可耐各種酸、堿、鹽、海水及污水等的腐蝕,可在復雜苛刻的化學腐蝕環境中使用;
2.耐磨性能好,根據耐磨的需要進行配方,適用磨耗大的環境,其耐磨性能是鋼管的二十倍以上,陶瓷的四倍以上;
3.溫度適應范圍廣,可以在-40-140度的范圍內長期使用,襯膠脫硫管道層不會因溫度變化而與鋼架脫開;
4.鋼管僅一次投入,后續可將用過的鋼管修復后襯上膠繼續使用,每襯一次膠相當于金屬管壽命的4-5倍。
洛陽縱橫襯膠管道廠家生產各種襯膠管道,鋼管道襯膠,鋼管道襯膠彎頭,鋼管道襯膠是屬于防腐脫硫橡膠的一種,主要應用在電廠脫硫方面,用于輸送石膏漿液等高溫且腐蝕性較大的漿體顆粒一類介質。耐磨性能和耐高溫性能都非常好,目前鋼管道襯膠基本是都是選用這種管材。鋼管道襯膠和丁基橡膠板的性能合二為一,借助鋼管的物理性能再加上 膠板的橡膠的耐高溫,抗沖擊,高耐磨,衛生等特性,鋼管道襯膠被廣泛應用到電廠,化工廠等領域。


硫化制造技術要求:
1)安裝硫化封頭后:
密封面的襯膠層及密封圈須用模壓硫化工藝生產。不應有徑向貫通劃痕。
硫化封頭密封性好,須能保壓0.6MPa以上。
2)硫化三要素:
按照作業指導書規定時間、溫度、壓力硫化,硫化工作必須嚴格依照材料的硫化曲線進行操作。
3)內襯固化后:
固化橡膠檢驗和接收后,緊接著要進行修整。應當磨去瑕疵和表面雜質以得到光滑、規整的表面。
粘接強度硫化試樣及檢驗:
為了質量控制之目的,應隨同正在安裝內襯的高壓蒸氣負載的管子準備一個襯有橡膠并且粘接同一批次生膠板,備用檢測粘接強度。粘接強度大于12KN/m,檢驗方法按GB/T 15254-2014 《硫化橡膠與金屬粘接180°剝離試驗》的規定執行。
外防腐技術要求(根據甲方要求實施)
1)鋼管外壁處理
鋼材表面油污,采用噴砂除銹,達到Sa 2.5級(SSPC稱近白級),Sa 2.5級正式名稱為:“非常徹底的噴射或拋射除銹”,其定義為:鋼材表面應無可見的油脂、污垢、氧化皮、鐵銹和油漆涂層等附著物,任何殘留的痕跡應僅是點狀或條紋狀的輕微色斑。
2)三油兩布,定型膠、刷膠、纏帶。
3)GB 50268和SY/T 0447的要求,對防腐層進行外觀、厚度、漏點和粘結力檢驗。外觀、厚度、漏點應在防腐層實干后、充分固化前檢驗,粘結力可在實干或固化后檢驗



名片")