| 產品參數 | |
|---|---|
| 產品價格 | 批發/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1808 |
| 運費說明 | 面談 |
| 范圍 | 大余不銹鋼板發貨快供應范圍覆蓋陜西省、西安市、寶雞市、咸陽市、延安市、漢中市、榆林市、銅川市、商洛市、安康市 漢臺區、南鄭區、城固縣、洋縣、西鄉縣、勉縣、寧強縣、略陽縣、鎮巴縣、留壩縣、佛坪縣等區域。 |




線材軋制新工藝粗軋機組、中軋機組均為短應力線軋機呈平立交替布置每架軋機采用直流電機經組合齒輪箱單獨傳動立式軋機為上傳動。這種軋機剛度大、軋制產品精度高、設備重量輕、換輥(換機架)時間短已成為目前世界上中小型軋機使用較多的一種主導機型。為改善軋件頭尾溫差大,對于奧氏體、高合金工具鋼等難變形鋼類鋼材,軋件頭尾溫差直接影響軋制過程中的變形,同時要實現尺寸精度高,金相組織均勻的要求,為此該軋線的中軋機組前設置電感應加熱爐控制溫度(可補償100℃一200℃),充分減少鋼坯的頭尾溫差。脫頭軋制也就是粗軋機組與中軋機組間不發生連軋關系,采用脫頭軋制技術的典型特殊鋼棒線材(高速工具鋼、奧氏體、馬氏體不銹鋼、易切削鋼)。
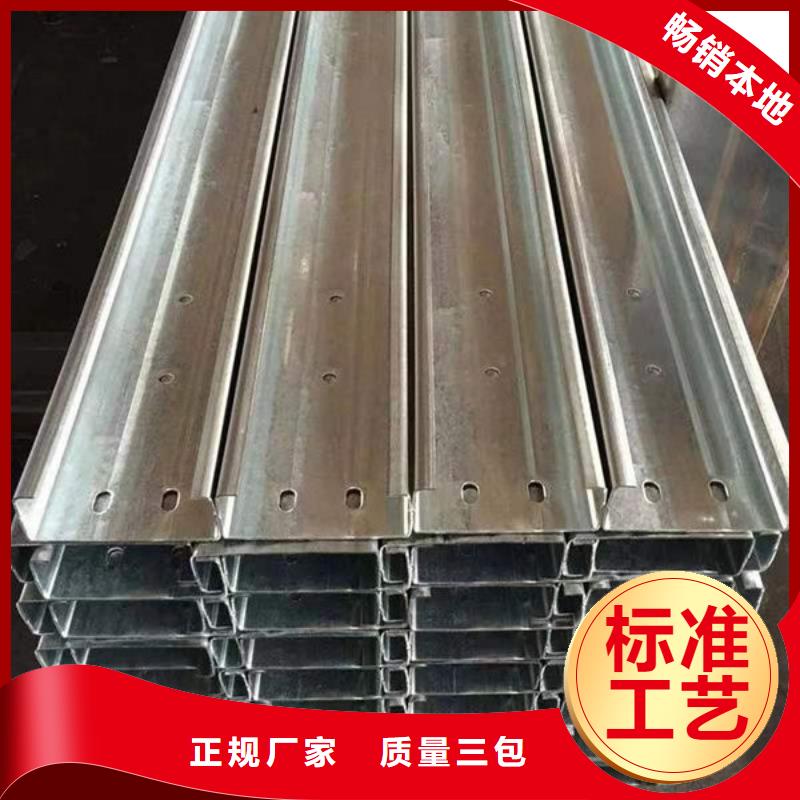
異型大口徑方管是除了圓管以外的其他截面形狀的大口徑方管的總稱。按鋼管截面形狀尺寸的不同又可分為等壁厚異型大口徑方管(代號為D)、不等壁厚異型大口徑方管(代號為BD)、變直徑異型無縫鋼管(代號為BJ)。異型大口徑方矩管廣泛用于各種結構件、工具和機械零部件。和圓管相比,異型管一般都有較大的慣性矩和截面模數,有較大的抗彎抗扭能力,可以大大減輕結構重量,節約鋼材。結構用不銹鋼大口徑方管(GB/T14975-2002)是廣泛用于化工、石油、輕紡、醫療、食品、機械等工業的耐腐蝕管道和結構件及零件的不銹鋼制成的熱軋(擠、擴)和冷拔(軋)大口徑方管。
螺旋鋼管將帶鋼送入焊管機組,經多道軋輥滾壓,帶鋼逐漸卷起,形成有開口間隙的圓形管坯,調整擠壓輥的壓下量,使焊縫間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,焊縫晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,焊接熱量過大,造成焊縫燒損;或者焊縫經擠壓、滾壓后形成深坑,影響焊縫表面質量。將管坯的兩個邊緣加熱到焊接溫度后,在擠壓輥的擠壓下,形成共同的金屬晶粒互相滲透、結晶,終形成牢固的焊縫。螺旋鋼管若擠壓力過小,形成共同晶體的數量就小,焊縫金屬強度下降,受力后會產生開裂;如果擠壓力過大,將會使熔融狀態的金屬被擠出焊縫,不但降低了鋼材焊縫強度,而且會產生大量的內外毛刺,甚至造成焊接搭縫等缺陷。
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。 超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。
名片")