以下是:湖北省武漢市直縫管大口徑鋼管廠家經驗豐富的產品參數
以下是我們上傳的直縫管大口徑鋼管廠家經驗豐富視頻,視頻介紹比圖文介紹更直觀一些,您可以點擊觀看。
以下是:湖北武漢直縫管大口徑鋼管廠家經驗豐富的圖文介紹


公司主營 合金管。價格實惠,性價比高,廠家直銷,品質放心,貼心服務無憂售后。
公司一直重視新產品實用性的結合,品質系列化,多元化
質量精細化,服務個性化,務求每個細節都令客戶滿意放心。


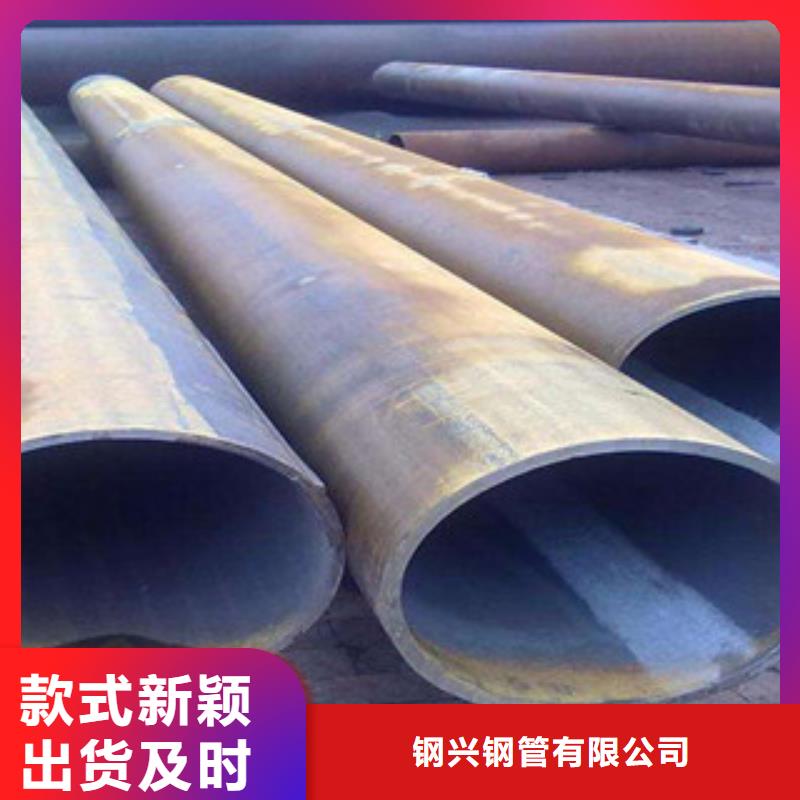
直縫埋弧焊管以其性能優、尺寸精度高等特點,適用于自然條件惡劣的三、四類地區。目前,國產直縫焊管的焊縫余高普遍偏高,對鋼管生產、使用造成不利影響。因此,研究如何降低焊縫余高,對控制焊縫質量,降低生產成本、焊管后期使用中的隱患等具有一定的現實意義。
焊縫余高控制不當,造成的不利影響具體表現為以下幾個方面:①焊縫余高過高會加大焊接材料的消耗,增加人工修磨成本。焊接時,焊接材料用于填充坡口及形成焊縫余高,壁厚越薄,則坡口尺寸越小,焊縫余高所占填充金屬的比例就越大。對壁厚10 mm以下的鋼管,余高所占焊縫金屬填充材料的比例在70%以上,降低焊縫余高可大幅度節約焊接材料,節約人工修磨成本;②焊縫余高過高會增加防腐成本,降低防腐質量。過高的焊縫余高使防腐層在焊縫頂部明顯減薄,不僅大幅度增加了防腐涂料的消耗量,并且降低了焊縫附近防腐層的附著性,管線服役中易產生剝離;③焊縫余高過高會增加鋼管的質量隱患。焊趾是鋼管應力、應變集中及組織弱化區,焊縫余高過大,增大了焊趾處的應力集中系數,易誘發徑向裂紋等缺陷。由于無損檢測條件的限制,當焊趾處幾何形狀不規則時,容易使淺表層的擴徑裂紋被漏檢,對鋼管的后期使用帶來隱患。


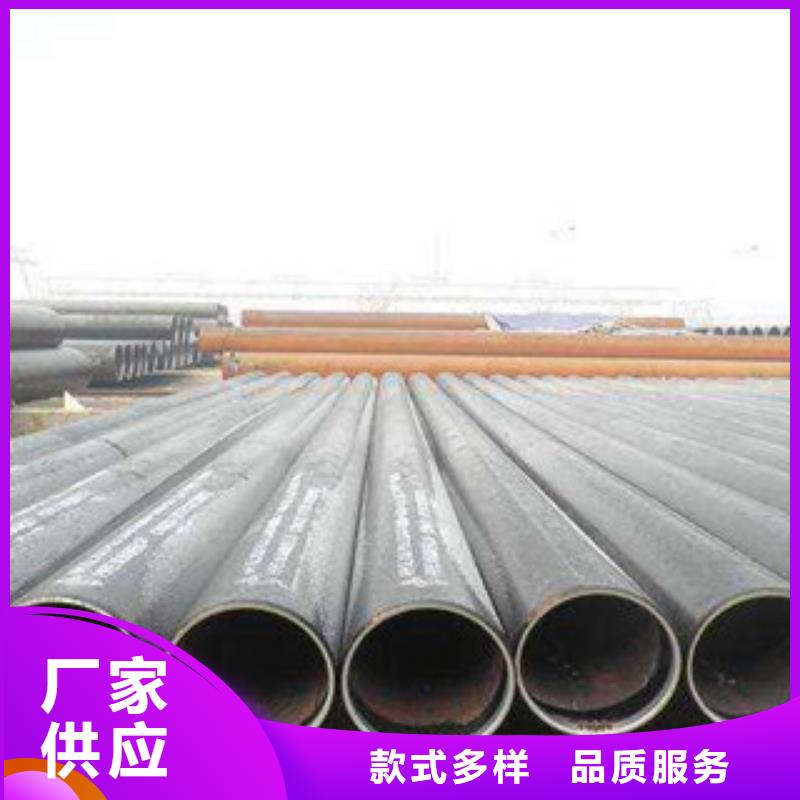
埋弧焊直縫鋼管機械擴徑的工作原理
埋弧焊直縫鋼管擴徑有機械擴徑和水壓擴徑兩種方式。
機械擴徑設備投資小,占地面積少,更換模具方便,維修簡單,尤其是可進行非標直徑鋼管的擴徑,被管線管標準確定為 的冷擴徑方法。
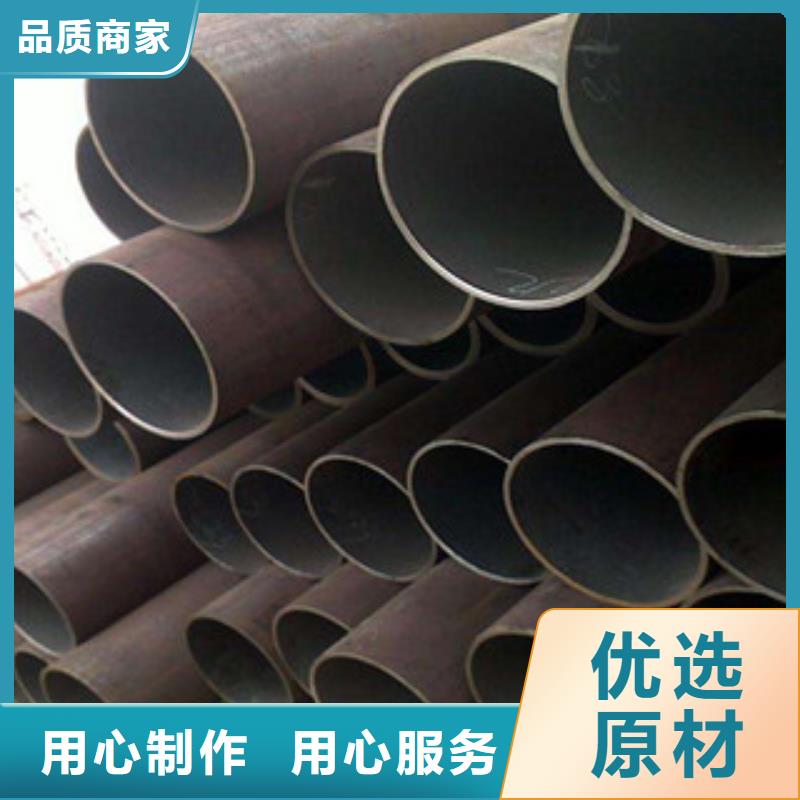
擴徑頭是機械擴徑機的關鍵部件。擴徑頭是由多個扇形塊組成的芯棒安裝在楔形體上,而楔形體固定在液壓缸的活塞桿上。當液壓缸活塞和楔形體向右移動時,由于構成芯棒表面的扇形塊向外擴展,使芯棒圓周增大。楔形體的力借助斜塊通過扇形塊作用在鋼管上,從而使與芯棒接觸的一段鋼管得到擴徑。當活塞和楔形體向左移動時,鋼管與芯棒脫離開,以便再次送進,進行下一段鋼管的擴徑。機械式擴徑首先是將直焊縫對準擴徑頭模具上的槽,然后將鋼管分步送入擴徑頭,分段(步段長度一般為0.6~1.0m)擴徑,直至完成全管體的擴徑。


您是想要在湖北省武漢市采購高質量的直縫管大口徑鋼管廠家經驗豐富產品嗎?鋼興鋼管
(武漢市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的直縫管大口徑鋼管廠家經驗豐富產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:劉學成-【13722727880】,地址:《風化店鄉后棗園工業區》。
名片")