| 產品參數 | |
|---|---|
| 產品價格 | 1元/個 |
| 發貨期限 | 1-7 |
| 供貨總量 | 50000 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 齊全 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |
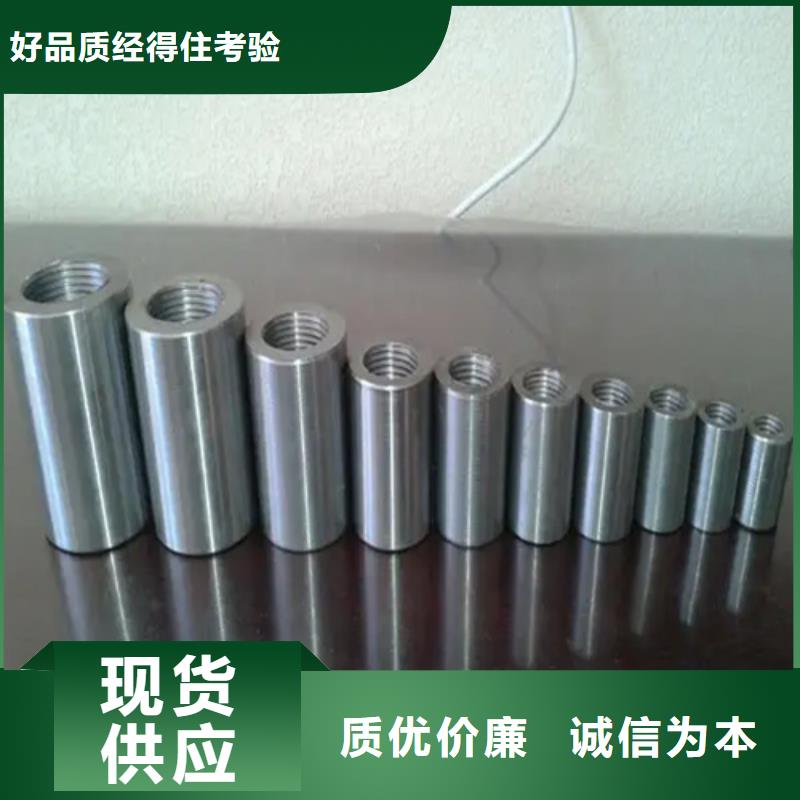
| 范圍 | 32新標準(47.5*70)套筒公司地址供應范圍覆蓋四川省、成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 沙灣區、五通橋區、金口河區、犍為縣、井研縣、夾江縣、沐川縣、峨眉山市等區域。 |
鋼筋套筒滾壓直螺紋連接工藝流程:鋼筋切割→滾壓螺紋→絲頭檢查→現場絲接2、操作工藝:鋼筋滾壓直螺紋連接,是采用專門的滾壓機床對鋼筋端部進行滾壓,螺紋一次成型。鋼筋通過滾壓螺紋,螺紋底部的材料沒有被切削掉,而是被擠出來,加大了原有的直徑。螺紋經滾壓后材質發生硬化,強度約提高6%—8%,使螺紋對母材的削弱大為減少,其抗拉強度是母材的97%—,強度性能十分穩定。套筒質量要求:① 連接套表面無裂紋,螺牙飽滿,無其他缺陷。② 牙型規格檢查合格,用直螺紋塞規檢查尺寸精度。③ 各種型號和規格的連接套外表面,必須有明顯的鋼筋級別和直徑。
套筒公司地址") 樂山32新標準(47.5*70)套筒公司地址
樂山32新標準(47.5*70)套筒公司地址
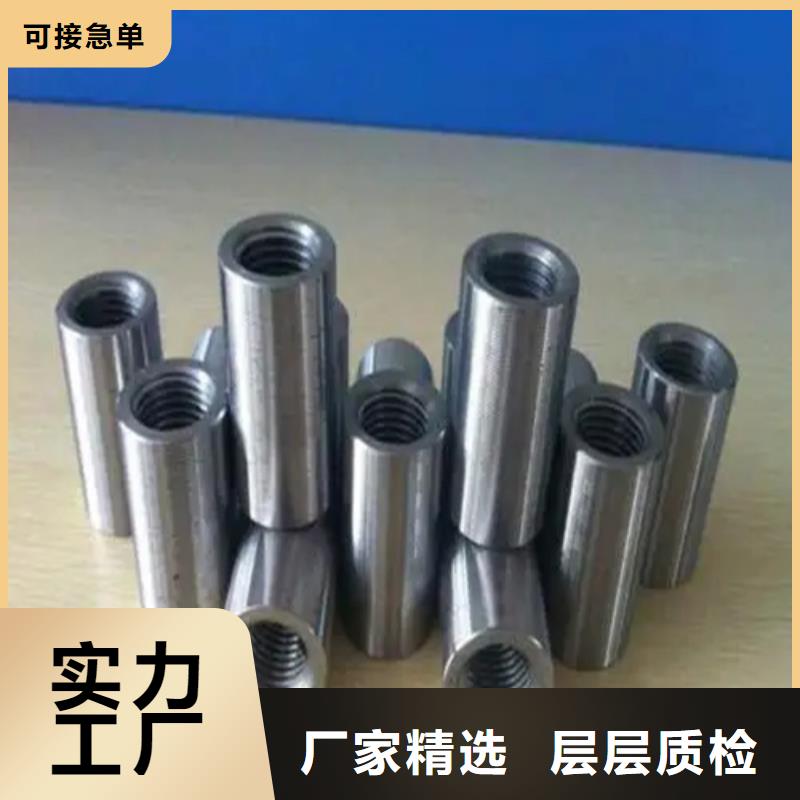
鋼筋套筒在制作時要注意以下九點:1.連接鋼筋時,鋼筋規格和連接套的規格應一致,并確保鋼筋和連接套的絲扣干凈完好無損。2.鋼筋應先調直再下料。滾絲機切口端面應與鋼筋軸線垂直,不得有馬蹄形或撓曲。不得用氣割下料。3.加工的鋼筋錐螺紋絲頭的錐度、牙形、螺距等必須與連接套的錐度、牙形、螺距相一致,且經配套的量規檢測合格。4.加工鋼筋錐螺紋時,應采用水溶液切削潤滑液。5.已檢驗合格的絲頭應加以保護。6.連接鋼筋時,應對正軸線將鋼筋擰入連接套,然后用力矩扳手擰緊。7.采用預埋接頭時,連接套的位置、規格和數量應符合設計要求。帶連接套的鋼筋應固定牢固,連接套的外露端應有密封蓋。8.必須用精度±5%的力矩扳手擰緊接頭,且要求每半年用扭力儀檢定力矩扳手一次。9.操作工人必須持證上崗。
套筒公司地址")
套筒公司地址")
鋼筋套筒每個冷擠壓套筒的表面都有相應的擠壓標志,這保證了操作要求的必要性,施工員一定按照標志進行冷擠壓施工操作,而且達到一定壓力值,電機自動停止運動,保證冷擠壓套筒擠壓連接質量的同時,也避免了施工員因為施工期間不熟悉施工手冊而造成壓力值過大泵體壓裂的風險,此種自動停止保障閥是我公司基于施工中長時間的現場操作而進行的必要改進,達到質量過硬的指標的同時,也要滿足客戶的各種要求之外的市場需求。
套筒公司地址")
套筒公司地址")
名片")