| 產品參數 | |
|---|---|
| 產品價格 | 2.4/平米 |
| 發貨期限 | 1天 |
| 供貨總量 | 57863 |
| 運費說明 | 汽運 配貨 |
| 小起訂 | 20 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | HDPE |
| 產品品牌 | 中齊 |
| 產品規格 | 6m*50m |
| 發貨城市 | 泰安 |
| 產品產地 | 泰安 |
| 加工定制 | 是 |
| 產品型號 | 0.3-2.5mm |
| 可售賣地 | 全國 |
| 產品重量 | 200g-1900g |
| 產品顏色 | 黑色 白色 |
| 質保時間 | 電儀 |
| 外形尺寸 | 6m*50m |
| 適用領域 | 公路 水利 環保 養魚 垃圾場防滲 |
| 是否進口 | 否 |
| 產品功率 | 18mpa |
| 工作溫度 | 15度 |
| 抗拉強度 | 10.8kn |
| 斷裂伸長率 | 600% |
| 屈服伸長率 | 11% |
| 直角撕裂強度 | 120N |
| 滲滲透系數 | 1*10-11 |
| 范圍 | 復合土工膜市場-哪里有賣的供應范圍覆蓋江蘇省、泰州市、靖江市、海陵區、高港區、興化市、泰興市、姜堰區等區域。 |



土工膜的滲透系數在0.5x10-10到0.5x10-13cm/s之間。因此HDPE土工膜主要功能是用來隔斷滲濾液和填埋場氣體的外泄,防止有害物質污染周圍環境,HDPE土工膜在垃圾場使用中,主要有一下幾種規格:0.5mm0.75mm1.0mm1.5mm.25mm。
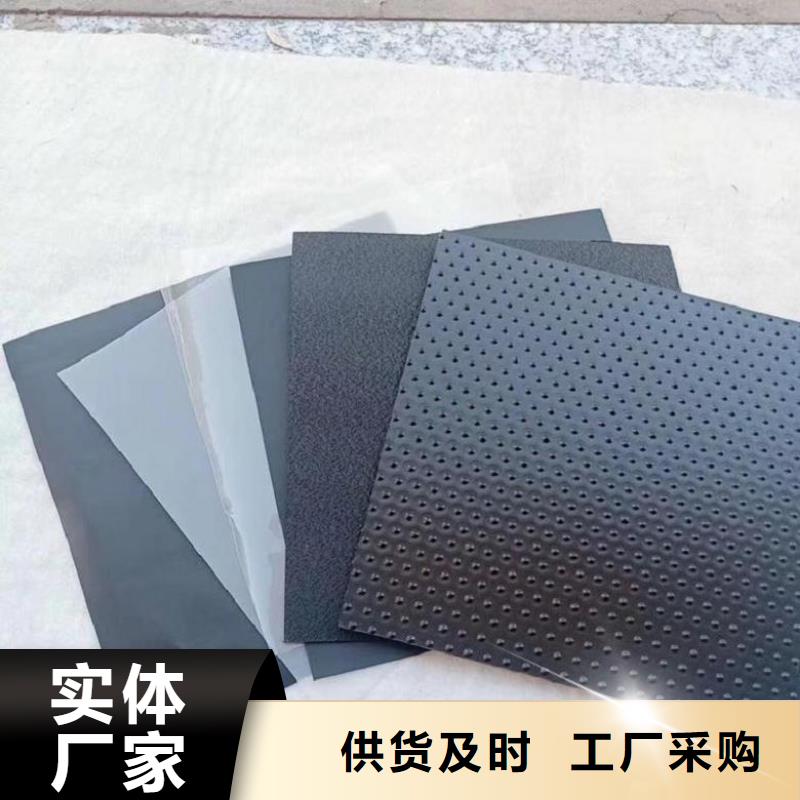
該產品主要有黑色雙光面,黑色加糙和黑綠雙色三種。HDPE土工膜主要性能a.高強度拉伸強度≥27mpa延展性良好,斷裂伸長率700%,適用于各種環境。b.防滲性能高,濾液不滲漏c.化學穩定性好因填埋體的較高溫度可達50℃,化學穩定性是填埋場設計過程中較關鍵的因素。
HDPE土工膜是所有土工膜材料中化學穩定性較好的材料,城市生活垃圾衛生填埋場的滲濾液化學成分對HDPE襯墊不構成威脅,HDPE土工膜具有良好的防腐蝕性。抗老化效果好HDPE土工膜中的炭黑加強了其抗紫外光的能力。其中不用增塑劑,因而沒有暴露在紫外光下被分解的問題。方便施工,用塑料焊接機便于焊接。
在扇形區應合理裁剪,使上下端的接點都得到牢固的錨固綠色環保糙面土工膜有怎樣的良好應用呢。糙面土工膜表面上的柱點具有很強的摩擦系數,所以一般應用于堤壩、垃圾填埋場、鐵路、公路、池塘、藕池等工程中應用,那么糙面土工膜的生產材料必須采用環保的,對于土壤和水質不會產生任何有害物質。為什么說糙面土工膜是環保產品,先從它的制作材料上分析,它是由有聚氯乙烯(PVC)和聚乙烯(PE)、EVA(乙烯/醋酸乙烯共聚物)是一種高分子化學柔性材料,比重較小、延伸性較強、適應變形能力高、耐腐蝕、耐低溫、抗凍性能好。
污水處理廠在施工時會使用到復合土工膜,因為復合土工膜擁有的防滲性能得到消費者的認可,污水對于地下水的污染很嚴重所以在進行污水處理工程中要注意應用復合土工膜進行防滲,在施工中復合土工膜的鋪設需要注意哪些問題呢。在堤壩上應用時,環保無污染的糙面土工膜的使用,可以在工程后期仍可以在堤壩上種植草皮,以防滑坡。主要起到防滲功能的是那層薄膜,除了自身的不透水性以外還需要注意鋪設復合土工膜的施工質量,需要有四個注意事項。1.復合土工膜和支持材料平滑的接觸面應力求避免失去它的防滲膜被刺穿的作用
土工膜每個樣品至少測定3個試樣,以較低值作為樣品的耐靜水壓。土工膜抗壓縮性能及排水功能。土工膜厚度不小于0.25mm太薄可能產生氣孔,且易在施工中受損而降低防滲效果。土工膜施工中,特別要注意做到鋪設不宜過緊,不得打皺,拼接要牢固。土工膜在山皮土頂面反包裹錨固2m然后分層填筑素土至鹽池一般路段清淤后高程,鹽池一般清淤路段清淤深度一般為30~50cm.土工膜的機械性能包括:抗拉強度、頂破強度、刺破強度、抗壓縮性能、接合強度、抗撕裂強度等。
要嚴格按技術規范施工,把好準備、鋪設、拼接、檢驗和回填等五道質量關。其中抗拉強度是土工膜的一個基本性能,無論在鋪設或在起增強作用時,土工膜必須具有抗拉強度。其它各項強度也都是在現場實際受力時必須具有的性能,而抗壓縮性能直接影響反濾和排水性能。鑒于土工膜部分現場觀測成果合成材料在工程應用中具有一定的抗老化能力,故有些的某些文件中對其使用年限作了較為寬限的規定,如前蘇聯BCH07-74《土石壩應用聚乙烯防滲結構須知》中規定,聚乙烯土工膜可用于使用年限不超過30年的建筑物。
土工膜對污水和化學作用有較好的耐性,不怕酸、堿、鹽類的,在避光使用情況下,使用壽命長。HDPE土工膜具有高的抗拉強度、較低的延伸率,在路基工程中能有效地防止路面開裂,提高軟土地基的承載能力,防止基礎沉降,減少工程造價,提高施工效率,從而提高公路、鐵路等工程的使用質量及使用壽命。
hdpe土工膜是一種防滲性能非常好的施工材料,它在許多的水利工程中被應用。在復合土工膜鋪設好以后,一般的檢查方法也都是用肉眼去觀察材料的兩頭是否平整、以及有無破損的情況。不過較好的方法還是用帶有壓力表的氣筒往材料焊接處加壓,當達壓力值達到0.5MPa至2MPa時停止加壓,并觀察大約30秒左右的時間。
名片")