| 產品參數 | |
|---|---|
| 產品價格 | 批發/噸 |
| 發貨期限 | 當天 |
| 供貨總量 | 1808 |
| 運費說明 | 面談 |
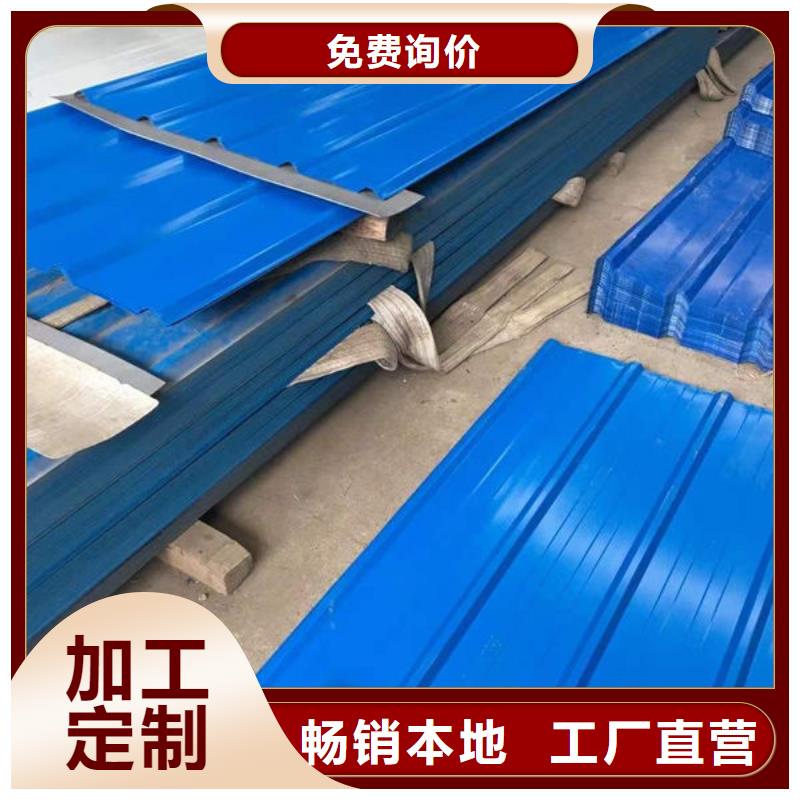
| 范圍 | 南城夾心瓦直銷供應范圍覆蓋云南省、昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市等區域。 |





無縫鋼管發展歷史德國人曼尼斯曼兄弟于1885年首先發明二輥斜軋穿孔機,1891年又發明周期軋管機,1903年瑞士人施蒂費爾(R.C.Stiefel)發明自動軋管機(也稱頂頭式軋管機),以后又出現了連續式軋管機和頂管機等各種延伸機,開始形成近代無縫鋼管工業。20世紀30年代由于采用了三輥軋管機、擠壓機、周期式冷軋管機,改善了鋼管的品種質量。60年代由于連軋管機的改進,三輥穿孔機的出現,特別是應用張力減徑機和連鑄坯的成功,提高了生產效率,增強了無縫管與焊管競爭的能力。70年代無縫管與焊管正并駕齊驅,世界鋼材產量以每年 5%以上的速度遞增。中國1953年后重視發展無縫鋼管工業,已初步形成軋制各種大、中、小型管材的生產體系。銅管一般也采用錠坯斜軋穿孔、軋管機軋制、盤管拉伸工藝。
雙面埋弧焊直縫鋼管主要工藝流程說明:1. 板探:鋼板進入生產線后,首先進行全板超聲波檢驗。2. 銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀。3. 預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的曲率。4. 成型:在JCO成型機上首先將預彎后的鋼板的一半經過多次步進沖壓,壓成J形,再將鋼板的另一半同樣彎曲,壓成C形, 形成開口的O形。5. 預焊:使成型后鋼管合縫并采用氣體保護焊(MAG)進行連續焊接。6. 內焊:采用縱列多絲埋弧焊(多可為四絲)在直縫鋼管鋼材內側進行焊接。7. 外焊:采用縱列多絲埋弧焊在螺旋埋弧焊鋼管外側進行焊接。 超聲波檢驗對螺旋鋼管內外焊縫及焊縫兩側母材進行的檢查。8. X射線檢查:對內外焊縫進行的X射線工業電視檢查,采用圖象處理系統以保證探傷的靈敏度。9. 擴徑:直縫鋼管全長進行擴徑以提高鋼管的尺寸精度,并改善鋼管內應力的分布狀態。
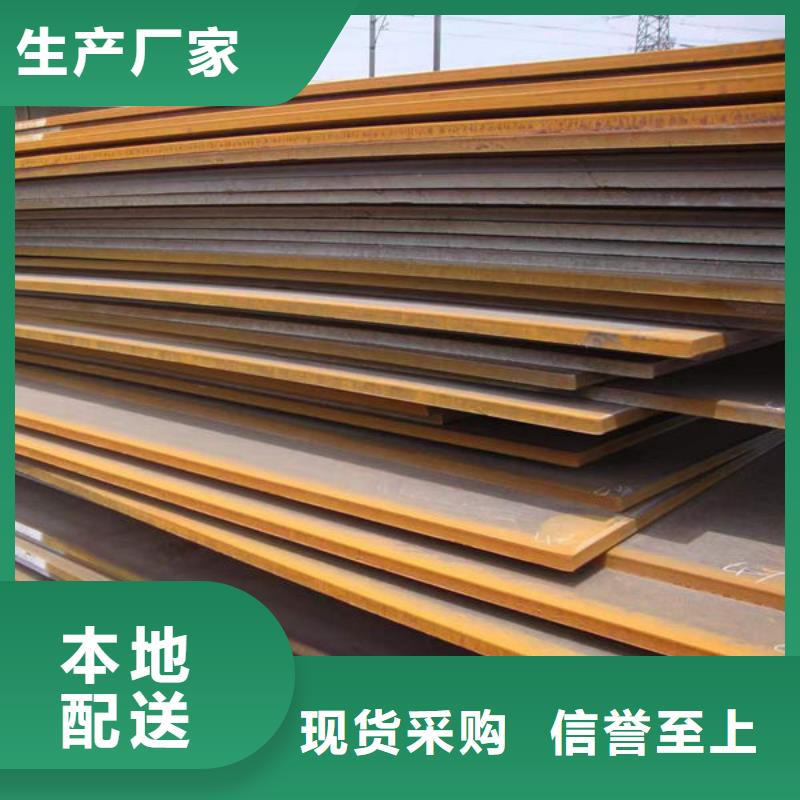
16mn無縫鋼管的含合金總量<3%,含碳量為0.1%-0.25%,在合金鋼中屬于低合金無縫鋼管。但是因為其猛含量較高,主要應用在一些延伸性能大,抗壓性能強的領域,是一種低合金高強度的16mn低合金無縫鋼管。性能16mn低合金無縫鋼管的綜合性能好,低溫性能好,泠沖壓性能,焊接性能和可切削性能好。外徑生產范圍從6至120mm壁厚從0.6至20mm內可根據客戶要求定制各尺寸和各形狀的16mn無縫鋼管。標準16mn低合金無縫鋼材采用GB8162《結構用無縫鋼管》,此標準適用于一般結構機械結構;GB8163《輸送流體用無縫鋼管》,此標準適用于輸送流體的一般無縫鋼管。
圓鋼熱切加熱爐用途:1.用于鋼球鍛造生產中,針對直徑大于120mm鋼球而生產。圓鋼加熱后熱剪切成合格的短棒料,利用棒料余熱鍛造鋼球。2.用于軸承套圈鍛造的生產,圓鋼加熱后連續下料,熱剪切成合適長度的棒料,壓力機拍、平沖孔后,進入碾環工序。3.一切二次加熱的工件都可以考慮圓鋼熱切加熱爐。圓鋼熱切加熱爐由以下四部分組成:1、自動送料部分:儲料平臺、翻料機構和輸送機構組成2、中頻鋼材加熱爐加熱部分:由500Kw中頻加熱爐組成,頻率1500Hz,電容器組、感應器支架、水路以及感應器組成。其中感應器用于加熱直徑50-60mm、65--75mm、80--90mm圓鋼。3、下料沖床剪切設備:由下料沖床和下料組合模具組成4、控制部分:由測溫儀、PLC控制系統、變頻調速機構以及電氣部分組成。
名片")