| 產品參數 | |
|---|---|
| 產品價格 | 電聯 |
| 供貨總量 | 不限 |
| 運費說明 | 1-3 |
| 產地 | 山東 |
| 品牌 | 鼎財金屬 |
| 是否出口 | 否 |
| 是否全新 | 是 |
| 發貨期限 | 1-3天 |
| 范圍 | cr12mov無縫鋼管供應范圍覆蓋河北省、石家莊市、唐山市、秦皇島市、邯鄲市、邢臺市、保定市、張家口市、承德市、滄州市、廊坊市、衡水市 路南區、路北區、古冶區、豐南區、豐潤區、曹妃甸區、灤縣、灤南縣、樂亭縣、遷西縣、玉田縣、遵化市、遷安市等區域。 |


接坡口的鋼板板邊進行預彎。防止成型機成型成型鋼管中產生過長的直邊,保證鋼板的圓度。全自動鋼管成型機:完成對各種金屬板料的彎曲成型。進行進一步的合縫和預焊,鋼管預焊機:將成型機成型合格的開口管坯為內、外焊做準備。焊接小車運送工件沿軌道行走,雙絲內焊機:用于對大口徑直縫鋼管進行自動埋弧焊接配合主機實現對工件的焊接。
焊接小車運送工件沿軌道行走,雙絲外焊機:用于對直縫鋼管進行自動埋弧焊接配合主機實現對工件的焊接。以改變鋼管圓度,鋼管精整機:對圓度欠佳的長圓管逐段從外部施加強大壓力使之達到有關規范和使用要求。龍門移動式感官矯直機:用于鋼制圓柱型管的矯直。直縫鋼管平頭倒角機:將直縫鋼管端部按規定的鈍邊以及坡口角度進行
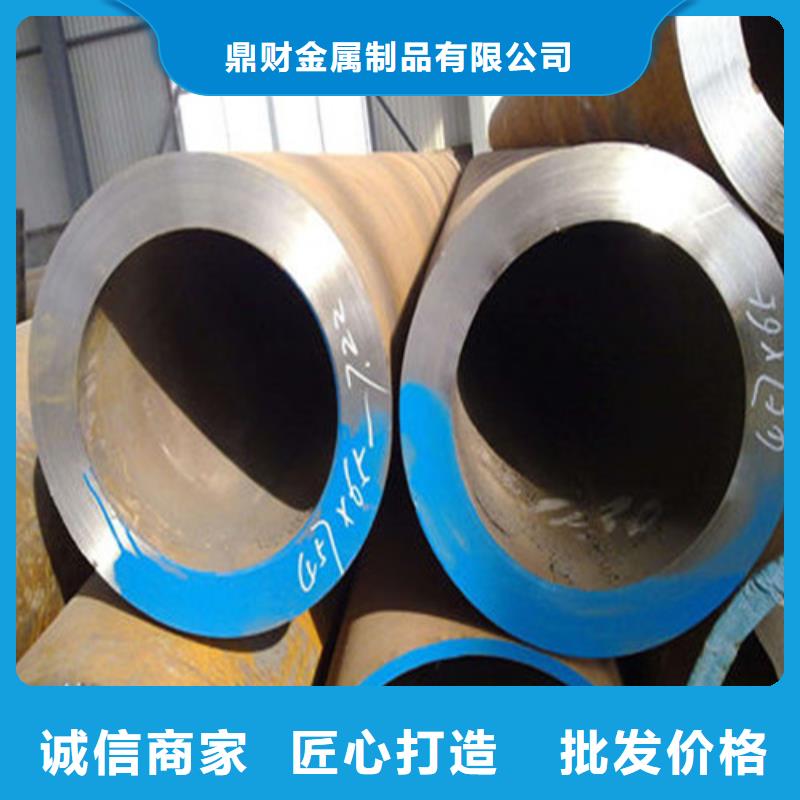
準中內毛刺的殘留高度大致上規定了兩檔精度: 檔(O.127mm;第二檔0.254mm)。焊管的物理無縫化幾何無縫化處理后的焊管雖然外表上已幾乎看不到焊縫,但焊縫內部的金相組織與母材仍有較大區別,焊縫區的機械性能較低。為此,需要經過熱處理細化焊縫區的晶粒、去除焊接應力,實現與母體金相組織、機械性能的一致化,這個過程我們稱之為焊管的物理無縫化。
碳鋼管通常采用退火處理,而不銹鋼則采用固溶處理。幾何無縫化—內外毛刺技術通常一個完整的內毛刺系統由刀具、支持系統和調控系統三個部份組成,其技術關鍵在于刀具的形狀和壽命。內毛刺的余高一般控制在0.2mm以內,甚至0.1mm以內。外毛刺技術較為簡單,于管體外裝外毛刺刮刀即可。物理
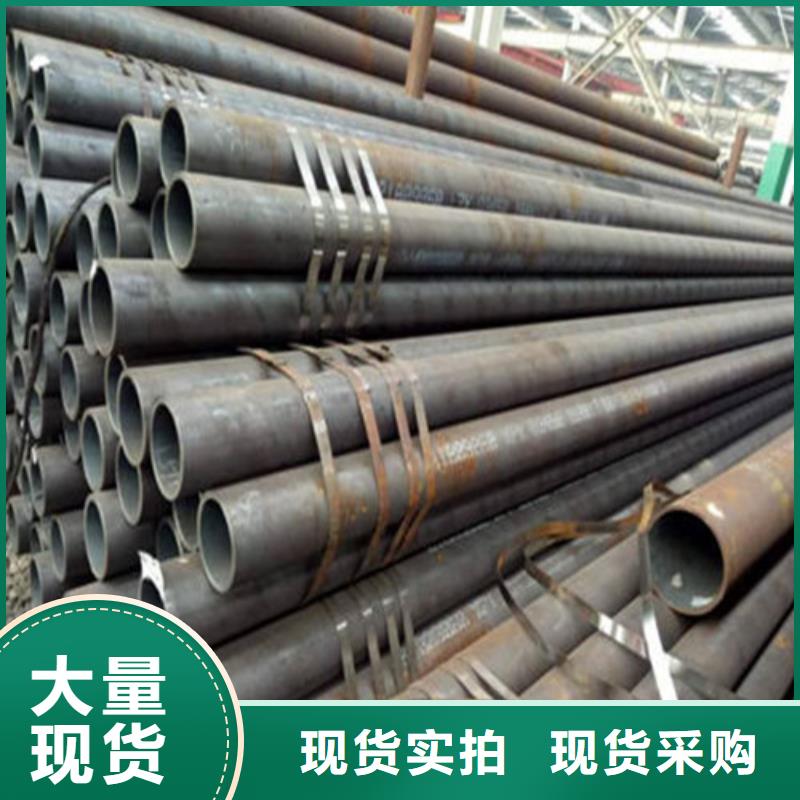
對于各種管道類材料的需求量,尤為明顯。從目前的市場大環境來看,各種類型的管道材料種類廣泛,不同種類的管道,適用的領域不同,其中,為值得一提的當屬無縫鋼管,這種管道材料具有十分顯著的優勢,因此生產規模才會不斷擴大。論及質量,無縫鋼管的生產工藝和檢驗水平也在不斷的完善,隨著新工藝的引進,無論是在生產效率還是在產品質量方面,都有顯著的和發展,可以說無縫鋼管的發展,也是工業領域取得成功的一種見證。
特別是在建筑、機械制造等領域中,無縫鋼管所發揮的作用同樣也是不容小覷的,此外,在管道運輸領域,無縫鋼管也有顯著優勢,能極大限度的運輸性。目前我國的鋼廠生產無縫鋼管的量很大,因為無縫鋼管的市場很好,如今的無縫鋼管已經
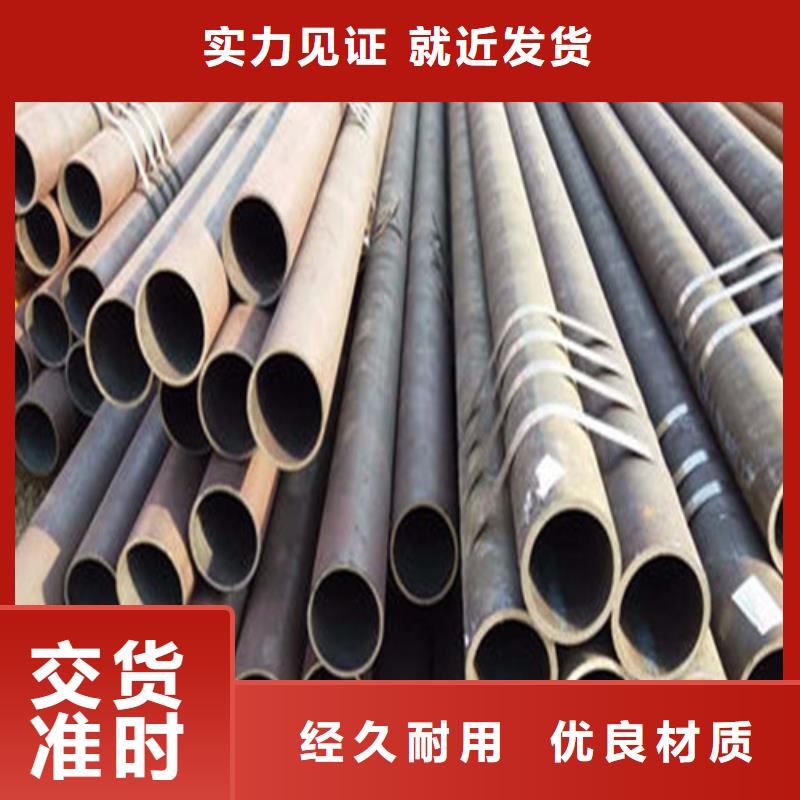
我國無縫鋼管行業近幾年出現了有史以來快的發展,連續6年產銷兩旺,產品結構調整成效顯著,鋼管自給率逐年提高。2004年鋼管產量達到2123萬t,占全球鋼管產量的25%以上。技術改造和投資創歷史新高,技術裝備大為改善,出現了兩個百萬噸級的無縫鋼管生產企業,跨入全球大鋼管集團的行列。如同中國鋼鐵工業發展一樣,盡管近幾年鋼管行業取得了令人矚目的成就,從產量上已占全球1/4以上,但從技術裝備、產品質量和產品檔次、企業的經濟規模及主要技術經濟指標等與國際先進水平仍有一定的差距。
通過分析無縫鋼管行業相關產業的發展趨勢和格局,以及我國無縫鋼管行業所取得的成績和存在的問題,使我們認識到:國內市場具有一定優勢和發展空間,國際市場空
名片")