以下是:四川省綿陽市數控等離子切割機不銹鋼光纖激光切割機專注細節使用放心的產品參數
數控等離子切割機不銹鋼光纖激光切割機專注細節使用放心的詳細視頻已經上傳,我們的視頻將帶您領略產品的獨特設計、卓越品質以及出色性能,讓您對它有更深刻的認識和了解。
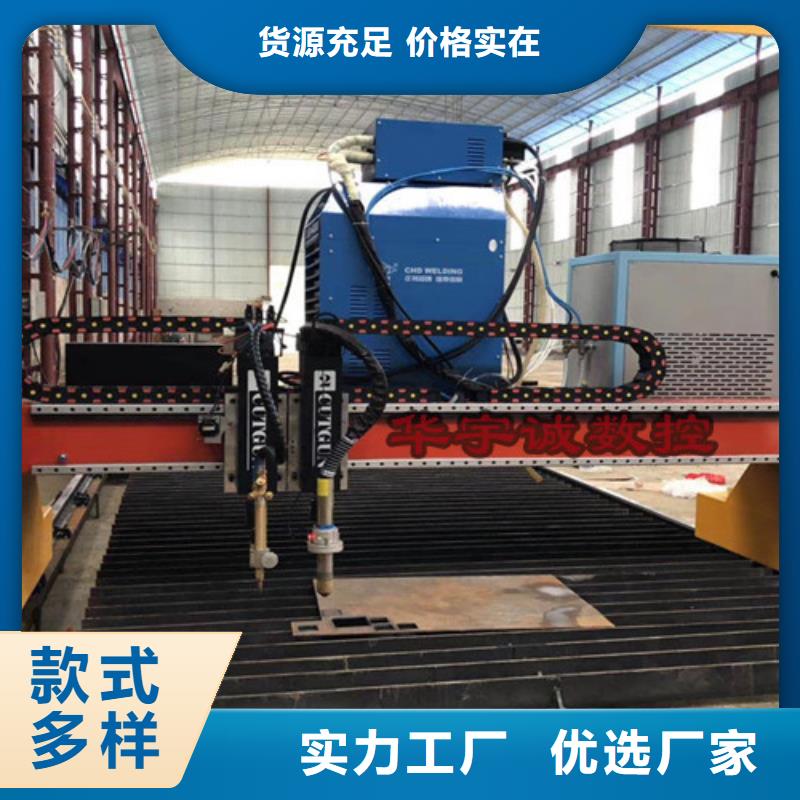
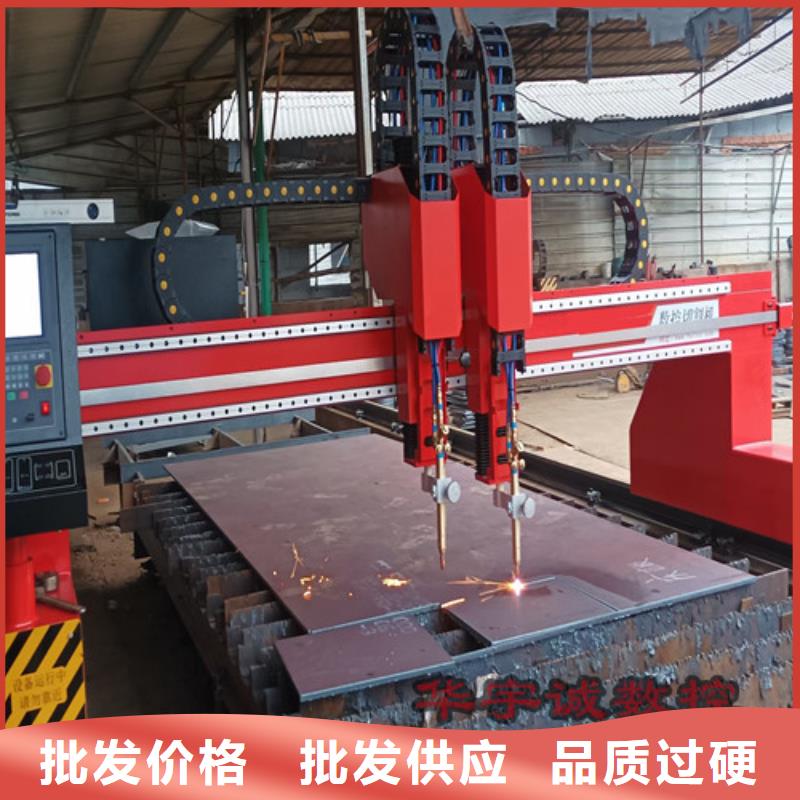
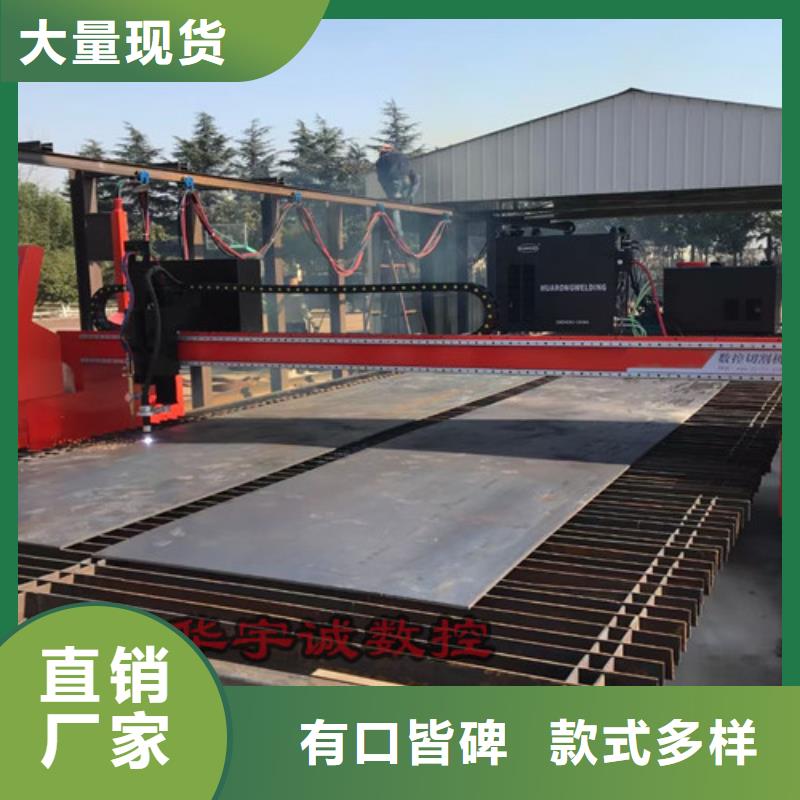
以下是:四川綿陽數控等離子切割機不銹鋼光纖激光切割機專注細節使用放心的圖文介紹

數控等離子切割機切割質量的評價指標這一節我們談一下數控等離子切割機切割質量的評價指標,對于數控等離子切割機切割質量的評價指標,相信大家都不是很清楚,接下來就由武漢耐霸小編來給大家介紹一下。 數控等離子切割機切割質量的評價指標目前還沒有性的標準,只有行業標準:即《熱切割等離子弧切割、質量和尺寸偏差》(JB/T 10045.4-1999)。對等離子弧切割質量的評價主要包括以下幾個方面: 一、切口的寬度:它是評價切割機切割質量的重要特征值之一,也反映切割機所能切割小圓的半徑尺寸。它是以切口寬處的尺寸來計量的,大部分等離子切割機的切口寬度在0.15~6mm之間。造成的影響:1、過寬的切口不僅會浪費材料,也會降低切割速度和增大能耗。2、切口寬度主要與噴嘴孔徑有關,一般來說,切口寬度總是要比噴嘴孔徑大10%~40%。3、當切割厚度增加時,往往需要使用更大的噴嘴孔徑,切口也將隨之加寬。4、切口寬度增加,會使割件的變形量增大。二、表面粗糙度:它用來描述切口表面的外觀,確定切割后是否需要再加工。它是測量切口深度2/3處橫斷面上的Ra值。由于切割氣流的作用在切割前進方向上產生縱向振動的結果,主要形式是切割波紋。一般要求氧乙炔法切割后的表面粗糙度:1級Ra≤30μm,2級Ra≤50μm,1級Ra≤100μm。等離子弧切割的切口Ra值通常超過火焰切割的水平,但是低于激光切口Ra值(小于50μm)三、切口棱邊的方形度:它也是反映切割質量的重要參數,關系到切割后所需要再加工程度。該指標常用垂直度U或角度公差來表示。一般來說:等離子弧切割時其U值與板厚及工藝參數關系密切,通常在U≤(1%~4%)δ(δ為板厚),激光切割U≤0.5mm。四、熱影響區的寬度:該指標對于那些可硬化或可熱處理的低合金鋼或合金鋼非常重要,過寬的熱影響區寬度會明顯改變切口附近的性能。空氣等離子弧切割的熱影響區寬度在0.3mm左右,水下等離子弧切割時,熱影響區寬度還可以更窄。五、掛渣量:是描述熱切割后在切口下緣粘附的氧化物熔渣或重新凝固材料的多少。掛渣的等級通常是靠肉眼觀測來確定的,一般用無、輕微、中等和嚴重等術語來描述。另外,對割縫直線度、上緣的熔化度以及缺口等也應該有相應的要求。


數控火焰等離子切割機的功能及優勢:數控切割設備的兩大分類中,火焰切割機與等離子切割機目前在國內市場均有相當多的終端用戶,對于企業來說,選擇采用數控切割方式除了提高生產加工效率外,更多的還在于節約生產成本,具體到數控火焰、等離子切割機上來看,則可以歸結為人工成本、生產成本等多個方面,為了讓更多的用戶能了解數控火焰、等離子切割機的功能優勢,以下將主要就此方面情況予以簡單說明:一、等離子切割介紹等離子切割是利用高溫在噴嘴處噴射出來的高速氣流離子化,從而形成導電體。當電流通過時,該導氣流即形成高溫等離子電弧,電弧的熱量使工件切口處的金屬局部熔化(和蒸發),并借助高速等離子氣流的動力排除熔融金屬以形成切口的一種加工方法。利用環形氣流技術形成的細長并穩定的等離子電弧,保證了能夠平穩且經濟地切割任何導電的金屬。數控切割機廠家直銷!圖片經過多年的探索,等離子技術得到了長足的發展。近的進展是通過加大功率來加快數控等離子切割機速度,同時提高切割質量。圖片二、火焰切割介紹火焰切割是老的熱切割方式,其切割金屬厚度從1毫米到1米,但是當您需要切割的絕大多數低碳鋼鋼板厚度在20毫米以下時,應采用其他切割方式。火焰切割是利用氧化鐵燃燒過程中產生的高溫來切割碳鋼,火焰割炬的設計為燃燒氧化鐵提供了充分的氧氣,以保證獲得良好的切割效果。火焰切割設備的成本低并且是切割厚金屬板經濟有效的手段,但是在薄板切割方面有其不足之處。與等離子比較起來,火焰切割的熱影響區要大許多,熱變形比較大。為了切割準確有效,操作人員需要擁有高超技術才能在切割過程中及時回避金屬板的熱變形。



“勤懇做事、真誠服務”是我們不變的經營理念。華宇誠數控科技(綿陽市分公司)在前進的道路中,努力聽取客戶的建議,同時不斷了解 光纖激光切割機6000瓦市場的發展。我們一直以勤懇做事、誠思待人、真誠服務的態度贏得了國內外客戶的信任,并以精薦變精的職業提守,認真關注著生產 光纖激光切割機6000瓦產品的每一個細節。我們一直在不斷地完善自身管理模式,提高技術研發能力,通過推行的新 光纖激光切割機6000瓦產品、新技術提高產品競爭力,同時也為促進 光纖激光切割機6000瓦行業的發展而努力。


數控等離子切割機的加工質量對于企業生產具有十分重要的意義,在目前等離子切割所應用的多個領域中,對于精度及坡口斜度的改進將為企業的二次加工帶來顯著效益,今天,我們專門找來影響等離子切割質量的五項重要因素,為方便用戶深入了解這五大參量對于數控等離子切割機加工質量的改進與實際操作,下面我們將分別予以介紹。一、數控等離子切割機工作氣體數控等離子切割機工作氣體與流量是影響切割質量效果的一項主要參數,目前所普遍采用空氣等離子切割只為眾多工作氣體中的一類,概因使用成本相對較低而得到廣泛普及,但從加工效果來說的確有所欠缺,我們所指的數控等離子切割機工作氣體包括切割氣體和協助氣體,有些設備還要求起弧氣體,通常要根據切割材料的種類,厚度和切割方法來選擇合適的工作氣體。切割氣體既要保證等離子射流的形成,又要保證去掉切口中的熔融金屬和氧化物。過大的氣體流量會帶走更多的電弧熱量,使得射流的長度變短,導致切割能力下降和電弧不穩;過小的氣體流量則使等離子弧失去應有的挺直度而使切割的深變淺,同時也容易產生掛渣;所以氣體流量一定要與切割電流和速度很好的配合。現在的等離子弧切割機大多靠氣體壓力來控制流量,因為當割炬孔徑一定時,控制了氣體壓力也就控制了流量。切割一定板厚材料所使用的氣體壓力通常要按照客戶提供的數據選擇,若有其它的特殊應用時,氣體壓力需要通過實際切割試驗來確定。常用的工作氣體有:氬氣、氮氣、氧氣、空氣以及H35、氬-氮混合氣體等。1.空氣中含有體積分數約78%的氮氣,所以利用空氣切割所形成的掛渣情況與用氮氣切割時很想像;空氣中還含有體積分數約21%的氧氣,因為氧的存在,用空氣的切割低碳鋼材料的速度也很高;同時空氣也是很經濟的工作氣體。但單獨使用空氣切割時,會有掛渣以及切口氧化、增氮等問題,而且電極和噴嘴的壽命較低也會影響工作效率和切割成本。2.氧氣可以提高切割低碳鋼材料的速度。使用氧氣進行切割時,切割模式與火焰切割很想像,高溫高能的等離子弧使得切割速度更快,但是必須配合使用抗高溫氧化的電極,同時對電極進行起弧時的防沖擊保護,以延長電極的壽命。3.氫氣通常是作為協助氣體與其它氣體混和作用,氣體H35(氫氣的體積分數為35%,其余為氬氣)是等離子弧切割能力好的氣體之一,這主要得利于氫氣。由于氫氣能顯著提高電弧電壓,使氫等離子射流有很高的焓值,當與氬氣混合使用時,其等離子射流的切割能力大大提高。一般對厚度70mm以上的金屬材料,常用氬+氫作為切割氣體。若使用水射流對氬+氫氣等離子弧進一步壓縮,還可獲得更高的切割效率。4.氮氣是一種常用的工作氣體,在有較高電源電壓的條件下,氮氣等離子弧有較好的穩定性和比氬氣更高的射流能力,即使是切割液態金屬粘度大的材料如不銹鋼和鎳基合金時,切口下緣的掛渣量也很少。氮氣可以單獨使用,也可以同其它氣體混和使用,如自動化切割時經常使用氮氣或空氣作為工作氣體,這兩種氣體已經成為高速切割碳素鋼的標準氣體。有時氮氣還被用作氧等離子弧切割時的起弧氣體。5.氬氣在高溫時幾乎不與任何金屬發生反應,氬氣等離子弧很穩定。而且所使用的噴嘴與電極有較高的使用壽命。但氬氣等離子弧的電壓較低,焓值不高,切割能力有限,與空氣切割相比其切割的厚度大約會降低25%。另外,在氬氣保護環境中,熔化金屬的表面張力較大,要比在氮氣環境下高出約30%,所以會有較多的掛渣問題。即使使用氬和其它氣體的混合氣切割也會有粘渣傾向。因此,現已很少單獨使用純氬氣進行等離子切割。



數控等離子切割機不銹鋼光纖激光切割機專注細節使用放心,華宇誠數控科技(綿陽市分公司)專業從事數控等離子切割機不銹鋼光纖激光切割機專注細節使用放心,聯系人:,電話:【18986290037】、【18986290037】,供應服務范圍覆蓋:四川省 成都市、綿陽市、攀枝花市、瀘州市、樂山市、宜賓市、廣安市、巴中市、甘孜市、涼山市、阿壩市、資陽市、雅安市、遂寧市、內江市、南充市、自貢市、德陽市、廣元市、眉山市 涪城區、游仙區、三臺縣、鹽亭縣、安縣、梓潼縣、平武縣、江油市,以下是數控等離子切割機不銹鋼光纖激光切割機專注細節使用放心的詳細頁面。
名片")