| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 4823/噸 |
| 發(fā)貨期限 | 3 |
| 供貨總量 | 253 |
| 運(yùn)費(fèi)說明 | 電議 |
| 小起訂 | 1 |
| 質(zhì)量等級 | 優(yōu) |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 20號、45號、16錳等 |
| 產(chǎn)品規(guī)格 | 齊全 |
| 發(fā)貨城市 | 山東 |
| 加工定制 | 是 |
| 產(chǎn)品型號 | 齊全 |
| 可售賣地 | 全國 |
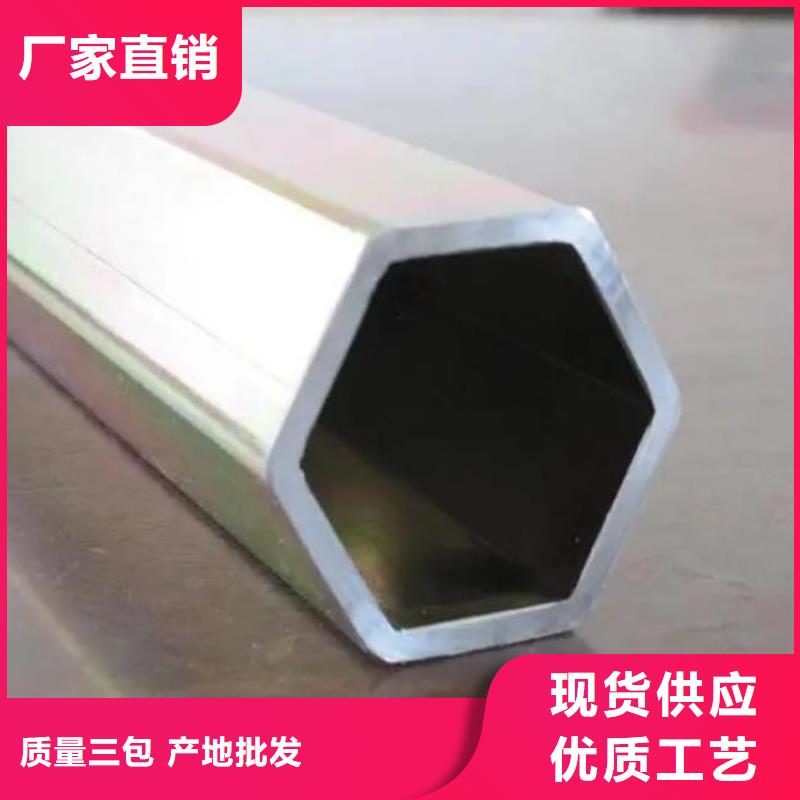
| 適用領(lǐng)域 | 各種結(jié)構(gòu)件、工具和機(jī)械零部件 |
| 范圍 | 精密六角管供應(yīng)范圍覆蓋廣東省、廣州市、深圳市、珠海市、汕頭市、佛山市、湛江市、江門市、韶關(guān)市、惠州市、茂名市、汕尾市、東莞市、中山市、潮州市、肇慶市、梅州市、河源市、陽江市、揭陽市、云浮市 榕城區(qū)、揭東區(qū)、揭西縣、惠來縣、普寧市等區(qū)域。 |
保證")
有很多人挑選六角管時并不是很高度重視其表面的難題,實(shí)際上表面難題針對它的應(yīng)用也是有非常大的影響,會影響它之后的應(yīng)用及使用壽命。 1、選料的品質(zhì) 一般狀況下,其表面會發(fā)生一點(diǎn)一點(diǎn)的小圓孔,這種小圓孔主要是因?yàn)樵牧显谏a(chǎn)過程中熱扎造成的,零件的表面溫度一高,便會使零件造成出氣孔,進(jìn)而在零件表面留有許多的黑點(diǎn)。因而我們要挑選浸蝕水平小的管件,而且管件的內(nèi)腔要盡可能結(jié)實(shí),那樣的熱軋管生產(chǎn)加工起來才可以降低出氣孔的造成, 六角鋼管的生產(chǎn)制造品質(zhì)。 2、六角鋼管的樣子 一般大家應(yīng)用的六角鋼管都較為細(xì),這就造成造成的出氣孔都是在管件的表面,我們可以管件的薄厚和直徑,進(jìn)而降低出氣孔的椎前,不容易發(fā)生在表面。 3、管件本身的缺點(diǎn)解決 其表面發(fā)生黑點(diǎn)、出氣孔,與管件本身的缺點(diǎn)也是有關(guān)聯(lián),大家應(yīng)當(dāng)盡量減少管件本身產(chǎn)生的難題,盡可能對管件進(jìn)一步生產(chǎn)加工解決,降低出氣孔、黑點(diǎn)等缺點(diǎn)的造成, 管件的生產(chǎn)率和品質(zhì)。
保證")
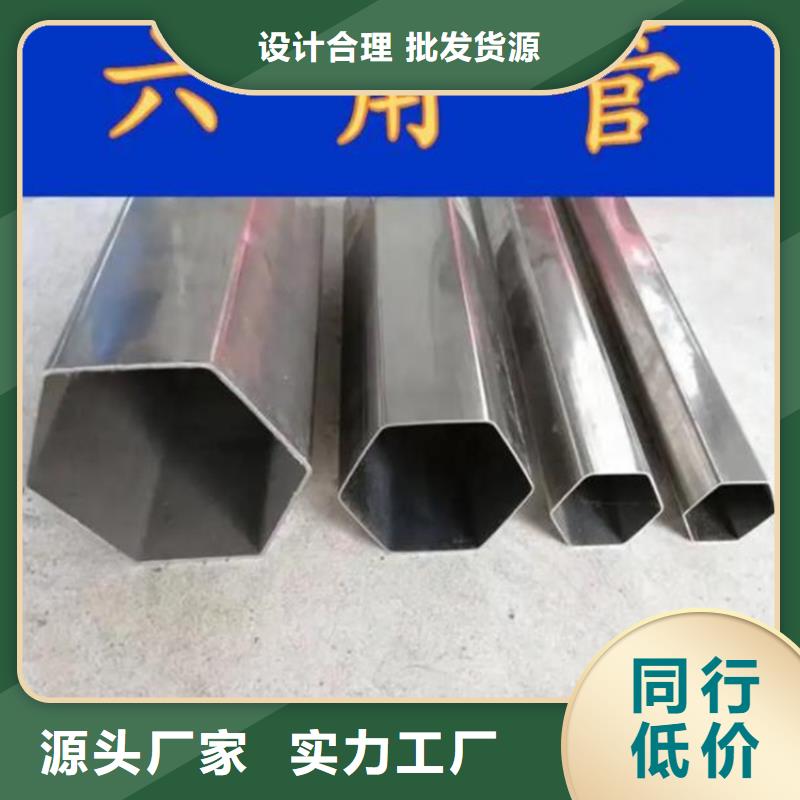
六角管的工藝流程基本上是鋼材經(jīng)過拉拔不僅可獲得必要的規(guī)格尺寸同時由于加工硬化作用其力學(xué)性能也有所提高。六角鋼的拉拔工藝流程為:原材料拉拔——退火——酸洗——掛灰——拉拔。必要時還可在拉拔后加校直工序。工藝參數(shù)這里主要介紹坯料直徑即一次拉拔后六角鋼拉拔前的圓鋼直徑。在液壓機(jī)上直接壓彎的工藝零件折彎后發(fā)現(xiàn)以下兩方面的缺陷:一是零件偏移。因零件兩端為夾角折彎壓形時產(chǎn)生定位偏移使零件壓形后在圓弧處小兩端夾邊處大的現(xiàn)象。二是零件兩端尖處變形。在這里六角鋼廠家,六角鋼,臨沂鳳順五金工具有限公司提出建議只要做到以下工藝就能夠很好的解決上述問題:一是沿折彎淺割口。二是以邊定位壓彎。三是焊接割口焊縫打光。六角鋼拉拔技術(shù)方面還是在實(shí)踐中得來,只要經(jīng)驗(yàn)多了,工藝技術(shù)自然就上去了。
<揭陽>金帝鋼管保證")
保證")
影響六角管淬火的因素有哪些 1、退火工藝是不是做到要求溫度。不銹鋼板熱處理工藝一般是采用熱處理回火熱處理工藝,也就是大家平時說白了的“淬火”,溫度范圍為1040~1120℃。你也能夠根據(jù)淬火爐觀查孔觀查,淬火區(qū)的外六角鋼管應(yīng)是白熾燈情況,但沒發(fā)生變軟松馳。 2、淬火氛圍。一般全是選用純氫做為淬火氛圍,假如氛圍中另一部分是稀有氣體得話,純凈度還可以低一點(diǎn),可是不可以帶有太多co2、水蒸氣。 3、爐墻密閉性。明亮淬火爐應(yīng)以封閉式的,與外部氣體阻隔;選用氡氣作保護(hù)氣的,只有一個排氣管是通的。查驗(yàn)的方式可以用肥皂液抹在淬火爐每個連接頭間隙處,看是不是跑氣;在其中非常容易跑氣的地區(qū)是淬火爐進(jìn)管道的地區(qū)和出管道的地區(qū),這個地方的密封環(huán)非常容易損壞,要常常查驗(yàn)常常換。 4、保護(hù)氣工作壓力。以防發(fā)生微漏,爐內(nèi)保護(hù)氣應(yīng)維持相對的正壓力,如果是氡氣保護(hù)氣,一般規(guī)定20kBar之上。 5、爐內(nèi)水蒸氣。一方面查驗(yàn)爐墻原材料是不是干躁,次裝爐,爐墻原材料需要風(fēng)干;二是進(jìn)爐的外六角鋼管是不是殘余太多水跡,假如管道上邊如果有孔得話,別滲水進(jìn)去,否則就把火爐氛圍全毀壞了。
保證")
名片")