以下是:貴州省畢節市35#精密鋼管精密機械配件定做加工的產品參數
不要錯過這部精心制作的35#精密鋼管精密機械配件定做加工產品視頻!僅僅一分鐘的時間,您將能夠領略到我們產品的卓越品質和出色設計,發現更多令人心動的細節。
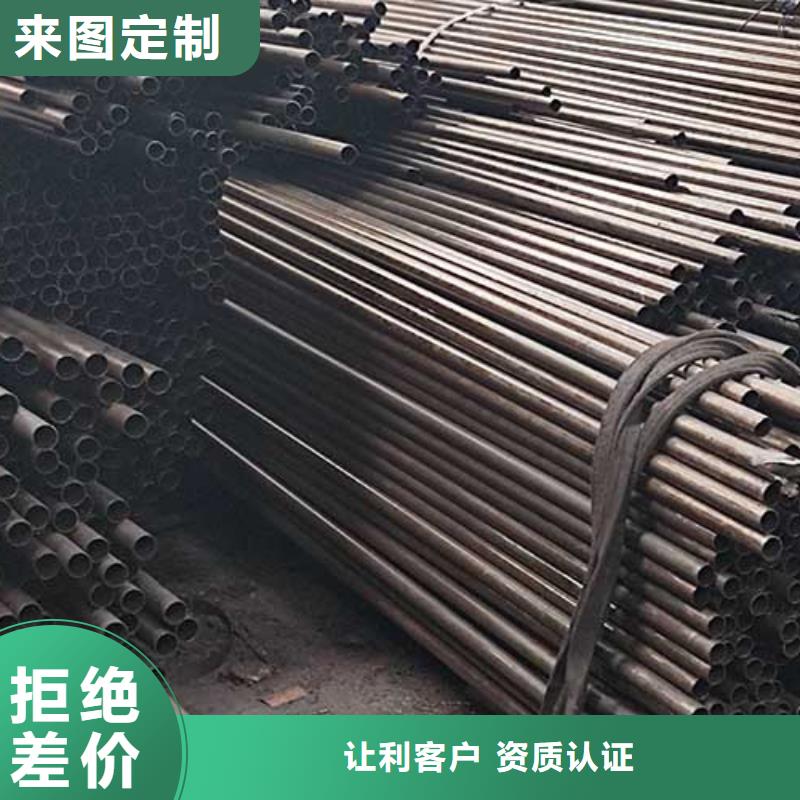
以下是:貴州畢節35#精密鋼管精密機械配件定做加工的圖文介紹
恒金屬材料銷售
(畢節市分公司)主營: 高壓化肥管,我們將本著與客戶真誠合作、做客戶可靠朋友的宗旨,為您提供優質服務!服務三保:保證質量、保證時間、保證數量。經營原則:顧客至上、質量優良、品種齊全、價格合理公司的經營理念:同樣的產品比質量、同樣的質量比價格、同樣的價格比服務、同樣的服務比信譽。服務宗旨:雄厚的實力、優質的品質、低廉的價格、的服務。鄭重承諾:以z u i好的產品、z u i優的質量、z u i低的價格、z u i完善的服務、來答謝新老客戶的信賴。經營原則:顧客至上、質量優良、品種齊全、價格合理、誠信為本、共創輝煌。


精密鋼管沖擊試驗是指檢測精密鋼管耐沖擊強度的試驗。利用試驗設備沖斷試樣。并根據試樣被沖斷時所吸收的能量來檢測材料的抵抗沖擊破壞的能力,即檢測材料的脆性及韌性。承受沖擊能力越強的精密鋼管,其數值就越大,這是常識。對這個承受能力標準有3種表示方法。而日本的90%的沖擊試驗機為夏比沖擊試驗機。所以在材料的JIS標準里沖擊試驗項目都需用夏比沖擊試驗機。這個夏比還可以分為夏比吸收公和夏比沖擊值兩種。國外標準大多使用夏比吸收功,所以,日本的新標準使用這個,而舊標準適用夏比沖擊值有點亂。那么,什么是吸收呢?用一定重量的擺錘,從規定的高度沖擊試樣,精密鋼管試樣被沖斷時所吸收的能量就是吸收功。它的大小按擺錘沖斷試樣后靠慣性所達到的高度來計算。還有一種艾氏沖擊試驗機,它的試樣及試驗方法不同于夏比試驗機,在日本很少使用。有人認為這種試驗沒有多大意義。精密鋼管在國民經濟中占據了重要的位置,也許朋友們對其還不是很了解,但是它已近被廣泛的投入到石油和化工等方面中,為人們的生活帶來了極大的便利。精密鋼管也被分為了很多類,其中精密鋼管在現實的生活中被廣泛使用。在生活中不難發現人們看到的花園柵欄和樓梯扶手等,都是采用的精密鋼管。精密鋼管具有精密的尺寸,便于人們安裝。其還具有良好的抗腐蝕性,因此,減少了許多不必要的開支,特別是將其作為花園柵欄時,在潮濕的環境中不會被腐蝕。精密鋼管還具有很強的韌性,只是這韌性與小孔直徑的大小有著直接聯系,作為支撐物時,往往精密鋼管的小孔直徑比作為護欄使用的小孔直徑小。所以,朋友們在選購的過程中,需要根據自己的需求來選購精密鋼管。



縱縫電焊焊接是在精密無縫鋼管對圓后開展。由于立焊,焊絲熔融造成的熔滴不可以借助自身作用力掉入弧坑,關鍵靠電孤吹力,電磁感應吸引力和金屬材料界面張力,驅使熔滴進到弧坑。因而務必應用短弧電焊焊接,弦長維持在二分之一的焊絲直徑(意指應用低氫型偏堿焊絲來講)。焊絲垂直平分焊接或略斜放,歪斜視角一般不超出15°。從上到下、按段、退焊,按段長短,一般以400mm上下為宜,但如縱縫傾斜度形變很大,為使焊后有很大的反形變,以改進傾斜度,也可適度變大按段長短,不銹鋼管廠采用由精密無縫鋼管焊接正中間按段或不按段從下向上持續焊接。 層電焊焊接更為關鍵,焊縫空隙小的,沿焊接管理中心作平行線運條,焊得薄些;空隙大的,可稍作曲線晃動,以擴寬焊縫,使其表層整平,不然,焊接兩側出現凹形,在電焊焊接第二層時非常容易造成焊瘤;部分空隙過大的,則要先加小電流量在兩邊沿焊縫噴焊,變小其空隙,隨后再焊正中間一道焊肉,以降低殘余應力。但噴焊一部分,維護欠佳,非常容易造成出氣孔。 在電焊焊接剛開始或在電焊焊接時要再次引弧時,焊絲均應在起點焊前邊約10mm處引弧,引弧后,稍變長電孤,引弧形坑處,鋪滿弧坑,再往前電焊焊接。 之后精密無縫鋼管各層電焊焊接可選用正半月形或折線型運條,但焊至二側都應稍加滯留,以確保有一定的焊道,防止焊瘤。當焊至蓋整體面層前一層時,焊縫正中間要平,不必把二側焊縫邊燒毀,并空出2mm上下的深層,有利于電焊焊接蓋整體面層。因此,在焊接前,就應依據焊縫薄厚和雙層焊的進行,有方案的做出分配。蓋面焊選用反半月形運條,從下向上,持續、勻稱焊接。另外,焊接正中間要稍為高于,邊沿和對接焊縫光潔銜接,使焊接成形整平、美觀大方。



35#精密鋼管精密機械配件定做加工,恒金屬材料銷售
(畢節市分公司)為您提供35#精密鋼管精密機械配件定做加工產品案例,聯系人:李經理,電話:【022-86869388】、【18802286588】,供應服務范圍覆蓋:貴州省 貴陽市、遵義市、安順市、銅仁市、六盤水市、畢節市、黔西南市、黔南市、黔東南市 七星關區、大方縣、黔西市、金沙縣、織金縣、納雍縣、赫章縣。
名片")