| 產品參數 | |
|---|---|
| 產品價格 | 3500/噸 |
| 發貨期限 | 1天內 |
| 供貨總量 | 汽運 |
| 運費說明 | 汽運 |
| 小起訂 | 1 |
| 質量等級 | 一級 |
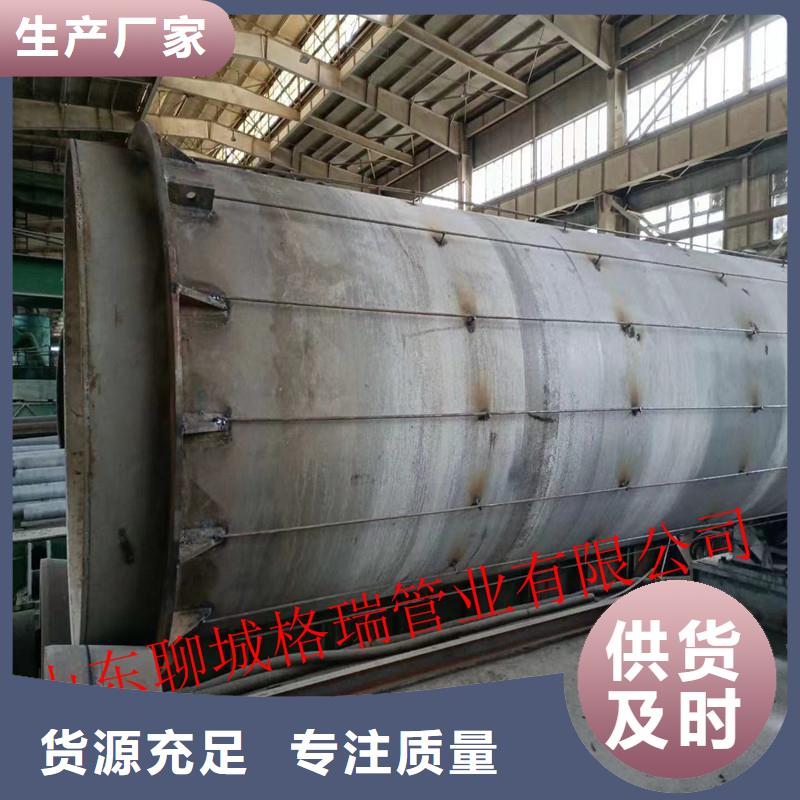
| 是否廠家 | 是 |
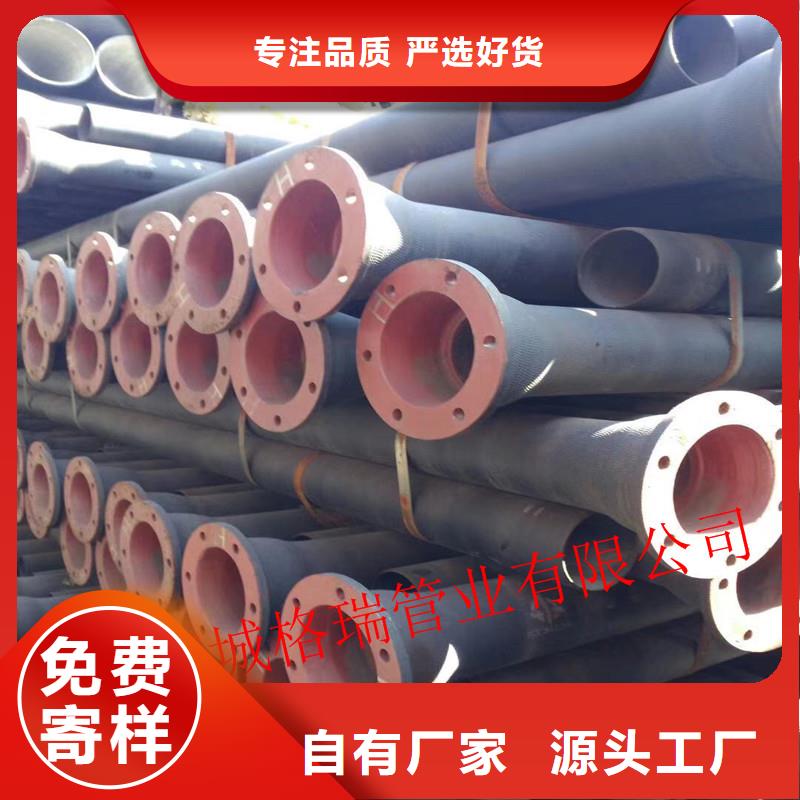
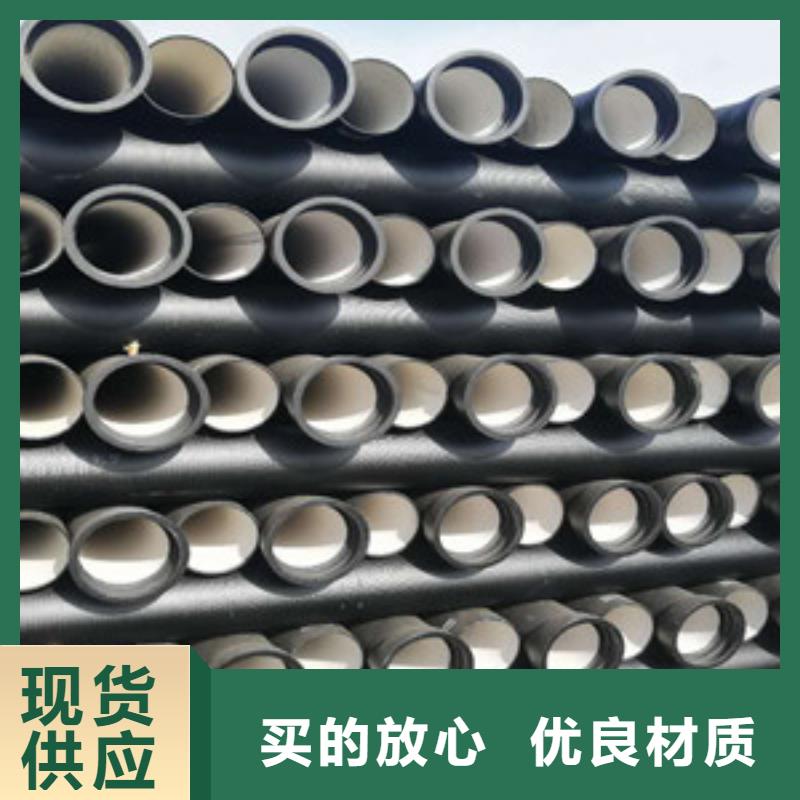
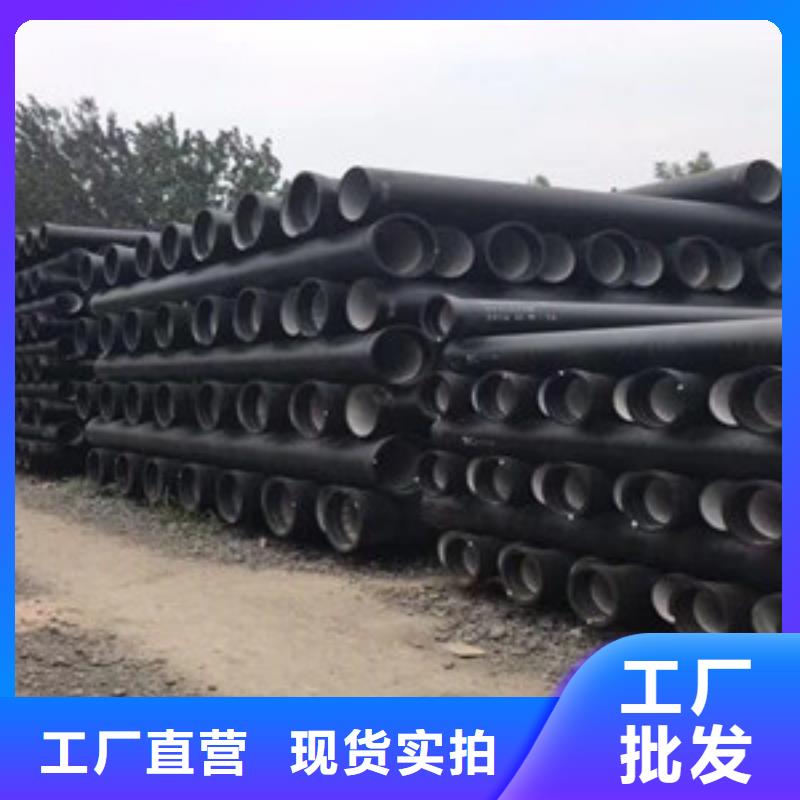
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 格瑞 |
| 產品規格 | 100-1400 |
| 發貨城市 | 全國 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | DN100 |
| 可售賣地 | 全國 |
| 產品重量 | 0.095 |
| 產品顏色 | 黑色 |
| 質保時間 | 70 |
| 外形尺寸 | 圓形 |
| 適用領域 | 市政工程 |
| 是否進口 | 否 |
| 品牌 | 格瑞 |
| 規格 | DN100-1400 |
| 加工工藝 | 離心澆鑄 |
| 類型 | 球墨鑄鐵 |
| 用途 | 市政給水消防排污 |
| 可售地 | 全國 |
| 計重方式 | 理計 |
| 范圍 | 南康市c40球墨鑄鐵管供應范圍覆蓋福建省、福州市、廈門市、泉州市、漳州市、龍巖市、寧德市、南平市、莆田市、三明市 蕉城區、霞浦縣、古田縣、屏南縣、壽寧縣、周寧縣、柘榮縣、福安市、福鼎市等區域。 |

建材市場可謂品類繁多競爭激烈。無論高中低檔,每個市場層面都有幾個甚至幾十個品牌競爭,而且由不同檔次的產品也在相互競爭,鑄鐵管市場主要有以下產品品牌:PE管(高密度聚乙烯給水、燃氣管)市場品牌主要有:金牛、寶碩、聯塑、金德、等品牌;PP-R管市場品牌主要有:聯塑、金牛、金德、江通、上塑、固地等品牌。替代品的威脅:某一行業有時常會與另一行業的企業處于競爭的狀況,其原因是這些企業的產品具有相互替代的性質。替代產品的價格如果比較低,它投入市場就會使本行業產品的價格上限只能處在較低的水平,這就限制了本行業的收益。山東球墨鑄鐵管道試壓也是同行業中比較普遍存在的難點、重點大口徑球墨鑄鐵管道試壓工藝。我單位施工時,根據球墨鑄鐵管生產廠家對球墨鑄鐵管道的性能特點的介紹、參考相關的標準規范和以往的施工經驗,我們根據工程特殊的地理、地質條件,針對大口徑球墨鑄鐵管道的試壓制定了一些實用可靠的技術方案大口徑球墨鑄鐵管道試壓工藝。

球墨鑄鐵管缺點:耗用有色金屬量大,成本高,故只能在工程搶修或管道抗震要求高時才采用。2、石棉水泥接口:優點:具有較高強度和較好抗震性,水密性及 粘接力好。缺點:勞動強度大。3、自應力水泥接口:優點:接口勞動強度小,工作效率高。 球墨鑄鐵管的防腐直接關系到管道的長期的使用性和性,因此是衡量管網技術及運行狀況的一個重要指標。因鑄鐵中存在石墨,球墨鑄鐵中的石墨以球狀形式存在,并不影響基體材料的力學和機械性能。 山東聊城格瑞球墨鑄鐵管業介紹防腐指標決定著球墨鑄鐵管的使用期,我們都知道一個物品的價值在于他的使用范圍和使用時間,這個特點對于球墨鑄鐵管也是一樣可行的。優點:接口質量好,強度高,耐震性能好,操作完后可立即通水或試壓,無需養護,通水后如發現少量漏水,可用捻鑿進行捻打修補。
球墨鑄鐵管用冷膠粘結成形。球墨鑄鐵管考慮到鑄件尺度較大,在上涂料和造型時容貌將會承受到較大的作用力,泡沫容貌密度取0.022g/cm3-0.024g/cm3.澆注體系選用0.020g/cm3泡沫塑料(EPS)板材制造。如圖一大口徑球墨鑄鐵管件泡沫容貌。李新創指出,球墨鑄鐵管當下鋼鐵去產能還存在針對性不強的問題,需要引起關注。“有些壓減的產能早就不參與市場競爭,員工也已遣散,是無效產能,球墨鑄鐵管壓減這樣的產能對提高產業競爭力、優化市場環境的作用乎其。重點和關鍵應放在地條鋼違規產能、僵尸企業低效產能上。”李新創表示。 兼并重組競爭力 “十三五”期間,去產能成為一項緊迫任務。李新創提醒:“當前有關部門、各地著力化解鋼鐵過剩產能。需注意的是,在化解鋼鐵過剩產能的同時,千萬不要忽視培育具有市場競爭力和可持續發展能力的鋼鐵強企,提高產業國際競爭力。化解過剩產能毫無疑問是當下要務,但培育世界強企、提高競爭力等不得、等不起。如果五年之后,化解過剩產能目標得以實現,但卻沒有形成一批世界 的鋼鐵強企,那么化解過剩產能的作用、意義也就大打折扣。” 山東聊城格瑞球墨鑄鐵管在一些特殊地勢, 的辦法還是采用相應視點的彎頭球墨鑄鐵管(常用承插彎頭、雙承彎頭、雙盤彎頭的視點有11度、22度、45度、90度)。泡沫容貌資料采用普通的EPS發泡成型。球墨鑄鐵管為確保泡沫容貌尺度精度與剛性,減少屢次拼接造成差錯和變形的原則,大口徑球墨鑄鐵管件的泡沫容貌一般由四個部位組成(承口部位、插口部位、管體部位、法蘭部位)。
管件規格型號不同、壁厚不同,澆注溫度也不同。由于大口徑球墨鑄鐵管件輪廓尺寸較大,屬于薄壁類鑄件,要求澆注溫度要高,但是在負壓作用下高溫鐵水易滲入型砂中造成鑄件表面粘砂形成粘砂缺陷。澆注時繼續抽負壓,澆注過程中模樣氣化,氣化由負壓管道排出,鐵液凝固后形成鑄件。由于模樣一次性使用,起初多用于單件生產。球墨鑄鐵管件材質一般選擇QT450-10,鐵水熔煉和爐前孕育處理工藝完全按QT450-10材質控制。考慮到消失模鑄造工藝鑄件在干砂中冷卻較慢,我們隊鐵水做了適當的合金化。對消失模鑄造來說,由于泡沫模樣的存在,澆注過程中會消耗一定的熱量,因此消失模鑄造的澆注溫度一般比普通砂型鑄造要高。隨著該工藝的不斷發展和完善,已廣泛用于成批生產。
名片")