我們的實拍PE燃氣管PE鋼帶增強螺旋波紋管今日新品視頻將為您呈現產品的真實面貌和卓越性能,讓您更好地了解產品的優點和特點,不容錯過!
以下是:廣東汕頭PE燃氣管PE鋼帶增強螺旋波紋管今日新品的圖文介紹

專注PE雙壁波紋管行業十余年
PE雙壁波紋管的詳細介紹
操作便捷專業公司

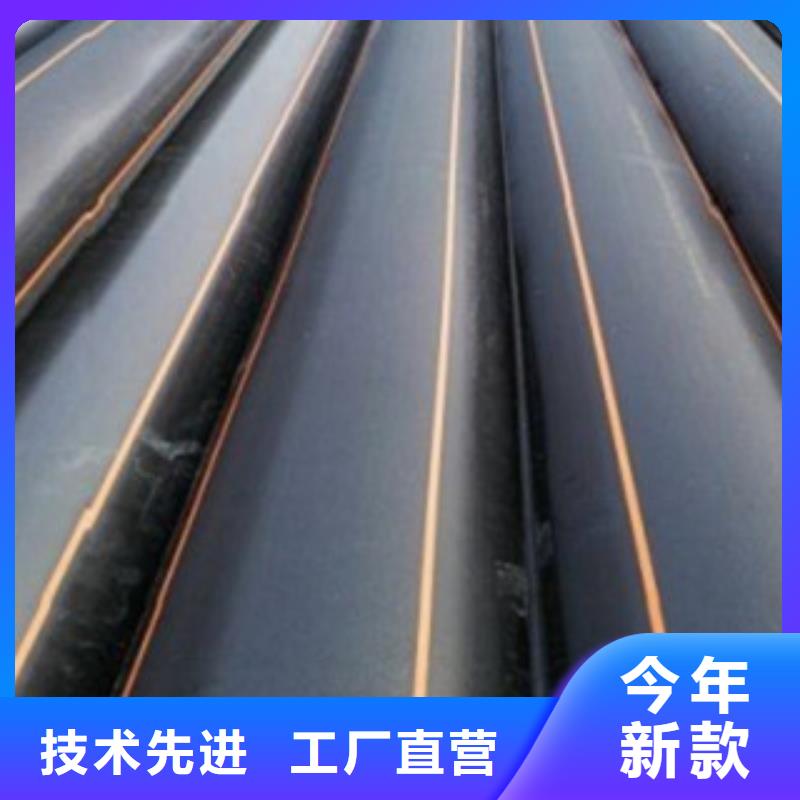
隨著PE燃氣管道越來越多的替換老舊鑄鐵管道,一些不常遇到的問題就接踵而至,有些客戶會問,PE燃氣管這么好用,那么與球閥、蝶閥之類的閥門連接時,應該怎樣連接?PE燃氣管與閥門(閘閥|蝶閥)連接,一般情況下PE燃氣管道與鑄鐵管以及閥門連接時,都采用法蘭連接,這是常用的PE燃氣管連接方式。PE燃氣管與閥門連接之法蘭連接操作步驟,按金屬管法蘭連接要求,將一個鋼質法蘭片焊接在待連接的鋼管端部。將另一個鋼質法蘭片(背壓活套法蘭)套入待連接的聚乙烯PE法蘭連接件(跟型管端)的端部。按聚乙烯PE燃氣管連接要求,將法蘭連接件(跟型管端)平口端與聚乙烯PE燃氣管進行熱熔連接或電熔連接。將法蘭墊片或密封圈放入金屬管端鋼質法蘭片與法蘭連接件(跟型管端)端面。
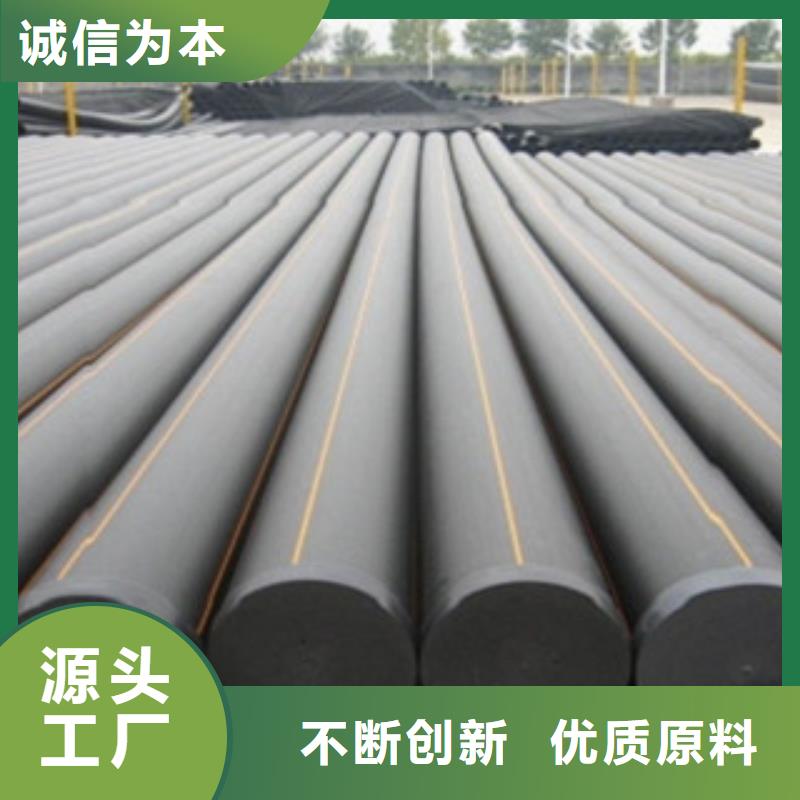
并使連接面配合緊密。安裝螺栓,對稱位置均勻緊固螺栓——安裝完成。本圖適用于PE燃氣管材的熱熔連接,當dn≤110時,采用熱熔承插連接;當dn≥110時,采用熱熔對接連接。PE燃氣管熱熔連接工具的溫度控制應,加熱面溫度分布應均勻,加熱面結構應符合焊接工藝要求。熱熔連接前、后應使用潔凈棉布擦凈加熱面商的污物。PE燃氣管熱熔連接加熱時間、加熱溫度和施加的壓力以及保壓、冷卻時間,應符合熱熔連接工具生產企業和聚乙烯管材、管件以及管道附件生產企業的規定。在保壓、冷卻期間不得移動連接管件或在連接件上施加任何外力。PE燃氣管材、PE燃氣管件熱熔承插連接操作步驟。PE燃氣管材端口外部宜進行倒角,角度不宜小于30℃,且管材表面坡口長度不大于4mm。
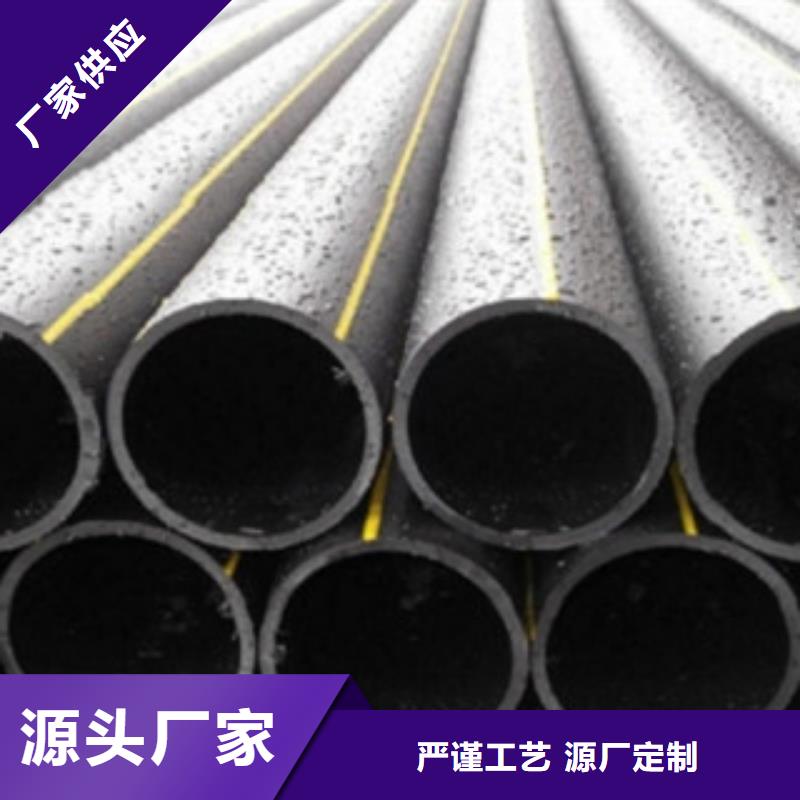
測量管件承口長度,并在管材插入端標出插入長度和刮除插入段表皮。PE燃氣管材、管件連接面商的污物應用潔凈棉布擦凈。公稱外徑大于或等于63mm的管道熱熔承插連接,應采用機械裝置的熱熔承插連接,并校直兩對應的待連接件,使其在同一軸線上。公稱外徑小于63mm的管道熱熔連接,在整圓工具配合下,可采用手動熱熔承插連接。PE燃氣管材插口外表和PE燃氣管件承口內表面應使用熱熔承插式加熱工具加熱。加熱完畢后,待連接件應迅速脫離承插連接加熱工具,檢查連接件的加熱面熔化的均勻性和是否有損傷。然后,用均勻外力將PE燃氣管材插入管件承口內,至管材插入長度標記位置,使其承口端部形成均勻凸緣。給水用聚乙烯(PE)管件應符合 標準《給水用聚乙烯(PE)管道系統第2部分:管件》GB/T13663.2-2005的相關規定及要求。
4大優勢值得信賴
多年行業經驗為您提供更好的PE雙壁波紋管購物體驗
YEARS OF INDUSTRY EXPERIENCE TO PROVIDE YOU WITH A BETTER SHOPPING EXPERIENCE
實物展示
專業的PE雙壁波紋管生產廠家為您提供一站式采購
PROFESSIONAL PRODUCT MANUFACTURERS PROVIDE YOU WITH ONE-STOP PROCUREMENT
工程案例
細節決定成敗,為您提供PE雙壁波紋管的解決方案
DETAILS DETERMINE SUCCESS OR FAILURE,PROVIDING YOU WITH PRODUCT SOLUTIONS
適用范圍廣
WIDE APPLICATION RANGE












名片")