| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 電議 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
| 產(chǎn)地 | 重慶 |
| 品牌 | 益絲物資 |
| 可定制 | 是 |
| 范圍 | 【鋼板Q355D無縫鋼管】供應(yīng)范圍覆蓋江西省、南昌市、景德鎮(zhèn)市、九江市、贛州市、萍鄉(xiāng)市、新余市、吉安市、上饒市、撫州市、宜春市 袁州區(qū)、奉新縣、萬載縣、上高縣、宜豐縣、靖安縣、銅鼓縣、豐城市、樟樹市、高安區(qū)等區(qū)域。 |
?shù)刎浽础?><br></p><div id=") 通過800℃加熱保溫,可以得到含有鐵素體、貝氏體和殘留奧氏體的多相組織,且含TRIP鋼中有V(C,N)析出。830℃保溫時,工藝弛豫時間顯著影響鐵素體晶粒尺寸、鐵素體量以及鐵素體基體上的位錯密度和沉淀析出量,隨貝氏體區(qū)保溫時間的延長,雙金屬耐磨板中殘余奧氏體體積分?jǐn)?shù)先增大后,殘余奧氏體中碳含量增多。 在相同等溫時間下,等溫溫度越高,殘余奧氏體中的碳含量越大,雙金屬耐磨板中的鐵素體、貝氏體晶界或者相界面1m以上大顆粒奧氏體發(fā)生相變,雙金屬耐磨板的抗拉強度、伸長率和強塑積分別達到820MPa,35%和30750MPa.%的值。 用光學(xué)顯微鏡研究耐磨襯板半固態(tài)二次加熱過程中合金的晶粒長大規(guī)律和晶粒的形貌演變,淬火固定其半固態(tài)組織后,測量并統(tǒng)計出平均晶粒尺寸及合金液相體積分?jǐn)?shù),并與理論計算數(shù)值進行比較。隨著加熱溫度的升高,相的生長和球化速度變快,耐磨襯板中原位Al2O3顆粒對合金的鑄態(tài)組織沒有明顯的細(xì)化和球化作用,在接近液相線溫度(648℃)保溫30min后的鑄造組織較好,中心部位和邊部組織的差異較小。 但是在合金的二次加熱過程中對晶粒長大行為具有作用,并與采用原位反應(yīng)近液相線鑄造方法制備耐磨襯板,和長大規(guī)律。隨著著二次加熱溫度的升高和保溫時間的延長,在液相線溫度附近(630℃)保溫后耐磨襯板的錠坯中心和邊部組織均是均勻、細(xì)小的近球形組織。
通過800℃加熱保溫,可以得到含有鐵素體、貝氏體和殘留奧氏體的多相組織,且含TRIP鋼中有V(C,N)析出。830℃保溫時,工藝弛豫時間顯著影響鐵素體晶粒尺寸、鐵素體量以及鐵素體基體上的位錯密度和沉淀析出量,隨貝氏體區(qū)保溫時間的延長,雙金屬耐磨板中殘余奧氏體體積分?jǐn)?shù)先增大后,殘余奧氏體中碳含量增多。 在相同等溫時間下,等溫溫度越高,殘余奧氏體中的碳含量越大,雙金屬耐磨板中的鐵素體、貝氏體晶界或者相界面1m以上大顆粒奧氏體發(fā)生相變,雙金屬耐磨板的抗拉強度、伸長率和強塑積分別達到820MPa,35%和30750MPa.%的值。 用光學(xué)顯微鏡研究耐磨襯板半固態(tài)二次加熱過程中合金的晶粒長大規(guī)律和晶粒的形貌演變,淬火固定其半固態(tài)組織后,測量并統(tǒng)計出平均晶粒尺寸及合金液相體積分?jǐn)?shù),并與理論計算數(shù)值進行比較。隨著加熱溫度的升高,相的生長和球化速度變快,耐磨襯板中原位Al2O3顆粒對合金的鑄態(tài)組織沒有明顯的細(xì)化和球化作用,在接近液相線溫度(648℃)保溫30min后的鑄造組織較好,中心部位和邊部組織的差異較小。 但是在合金的二次加熱過程中對晶粒長大行為具有作用,并與采用原位反應(yīng)近液相線鑄造方法制備耐磨襯板,和長大規(guī)律。隨著著二次加熱溫度的升高和保溫時間的延長,在液相線溫度附近(630℃)保溫后耐磨襯板的錠坯中心和邊部組織均是均勻、細(xì)小的近球形組織。
?shù)刎浽础?><br></p><p><img src=") 化學(xué)成分對鍍鋅基板的化學(xué)成分的請求,列國尺度劃定分歧。如就不請求,美國則請求。一般不作制品查驗。板形權(quán)衡板形黑白有兩個目標(biāo),即平直度和鐮刀彎。雙金屬耐磨板的平直度和鐮刀彎的容許值尺度有必定劃定。 熔化極氬弧焊耐磨襯板主要的工藝參數(shù)有:焊接電流、電弧電壓、焊接速度、焊絲伸出長度、焊絲的傾角、焊絲直徑、焊接位置、極性等。此外,保護氣體的流量大小也會影響熔滴過渡類型、焊縫的幾何形狀和焊接質(zhì)量。焊接電流和電弧電壓:通常根據(jù)耐磨襯板的厚度選擇焊絲直徑,然后再確定焊接電流和熔滴過渡類型。 焊接電流增加,焊縫熔深和余高增加,而熔寬則幾乎保持不變。電弧電壓增加,焊縫熔寬增加,而熔深和余高略有減小。焊接速度:單道焊的焊接速度是焊沿接頭中心線方向的相對移動速度。其他條件不變時,熔深隨焊速增加而增加,并有一個值。 焊速減小時,單位長度上填充金屬的熔敷量增加,熔池體積增大。由于這時電弧直接的只是液態(tài)熔池金屬,固態(tài)母材金屬的熔化是靠液態(tài)金屬的導(dǎo)熱作用實現(xiàn)的,固熔深減小,熔寬增加。焊接速度過高,單位長度上電弧傳給母材的熱量顯著降低,母材的熔化速度減慢。
化學(xué)成分對鍍鋅基板的化學(xué)成分的請求,列國尺度劃定分歧。如就不請求,美國則請求。一般不作制品查驗。板形權(quán)衡板形黑白有兩個目標(biāo),即平直度和鐮刀彎。雙金屬耐磨板的平直度和鐮刀彎的容許值尺度有必定劃定。 熔化極氬弧焊耐磨襯板主要的工藝參數(shù)有:焊接電流、電弧電壓、焊接速度、焊絲伸出長度、焊絲的傾角、焊絲直徑、焊接位置、極性等。此外,保護氣體的流量大小也會影響熔滴過渡類型、焊縫的幾何形狀和焊接質(zhì)量。焊接電流和電弧電壓:通常根據(jù)耐磨襯板的厚度選擇焊絲直徑,然后再確定焊接電流和熔滴過渡類型。 焊接電流增加,焊縫熔深和余高增加,而熔寬則幾乎保持不變。電弧電壓增加,焊縫熔寬增加,而熔深和余高略有減小。焊接速度:單道焊的焊接速度是焊沿接頭中心線方向的相對移動速度。其他條件不變時,熔深隨焊速增加而增加,并有一個值。 焊速減小時,單位長度上填充金屬的熔敷量增加,熔池體積增大。由于這時電弧直接的只是液態(tài)熔池金屬,固態(tài)母材金屬的熔化是靠液態(tài)金屬的導(dǎo)熱作用實現(xiàn)的,固熔深減小,熔寬增加。焊接速度過高,單位長度上電弧傳給母材的熱量顯著降低,母材的熔化速度減慢。
?shù)刎浽础?><br></p><p><img src=")
以下內(nèi)容包括: 石油套管的產(chǎn)品說明、所屬公司的資質(zhì)、榮譽、實景,歡迎各位客戶進行實地考察;請您往下繼續(xù)閱讀 石油套管的介紹,了解九晨鋼鐵制造(宜春市分公司)的更多信息。
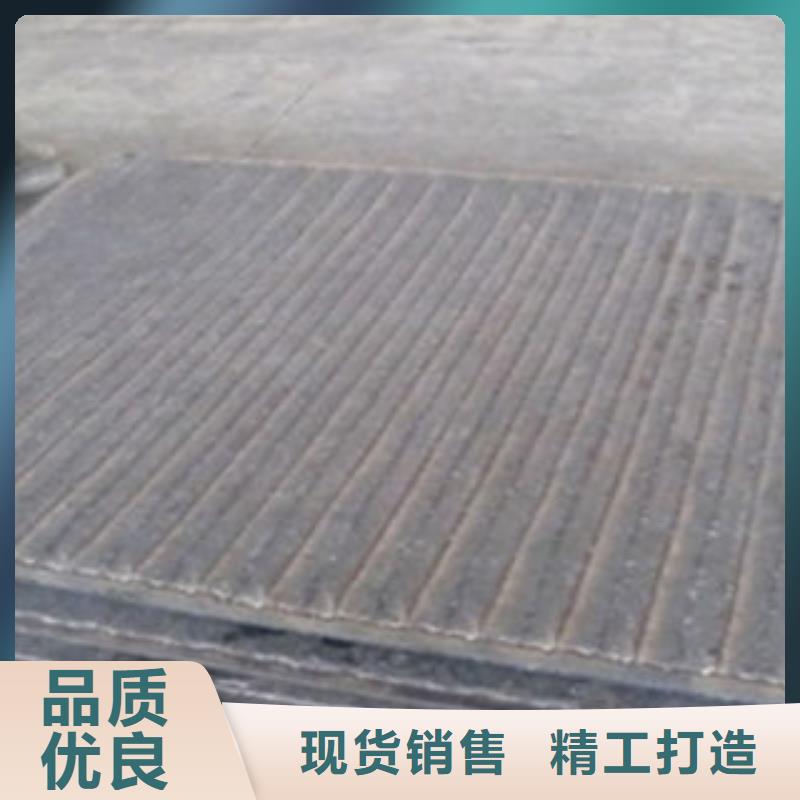
?shù)刎浽础?><br></p><p><img src=") 埋弧焊的工作原理:埋弧焊的電弧是掩埋在顆粒狀焊劑下面的。當(dāng)焊絲和耐磨襯板之間引燃電弧,電弧熱使襯板、焊絲和焊劑融化以致部分蒸發(fā),金屬和焊劑的蒸發(fā)氣體形成了一個氣泡;電弧就在這個氣泡內(nèi)燃燒。氣泡的上部被一層燒化了的焊劑一熔渣所構(gòu)成的外膜所包圍,這層外膜不僅很好地隔了空氣與電弧和溶池的,而且使有礙操作的弧光輻射不再散發(fā)出來。 埋弧焊接耐磨襯板中,焊劑的存在不僅能隔開熔化金屬與空氣的,而且使熔池金屬較慢的凝固;了焊縫中產(chǎn)生氣孔、裂紋等缺陷的可能性。埋弧焊接耐磨襯板的特點:生產(chǎn)效率高這是因為,一方面焊絲導(dǎo)電長度縮短,電流和電流密度,因此電弧的熔深能力和耐磨襯板的熔敷率都大大。 另一方面,由于焊劑和熔渣的隔熱作用,電弧基本上沒有的輻射散失,飛濺也小。因而使埋弧焊的焊接速度大大。焊縫質(zhì)量高因為熔渣隔絕空氣的保護效果好,電弧區(qū)主要成分是CO,焊縫金屬中含氮量、含氧量大大降低。勞動條件好除減輕了手工焊操作的勞動強度外,埋弧焊主要適用于耐磨襯板的水平面長焊縫焊接,且焊絲埋在焊劑層下,沒有煙塵,也沒有弧光輻射。 焊劑是焊接雙金屬耐磨板時,能夠熔化形成熔渣和氣體,對熔化金屬起保護和冶金處理作用的一種顆粒狀物質(zhì),具有類似焊條藥皮作用的焊接消耗材料。主要是由礦物類材料和少部分的脫氧劑、合金劑組成。焊劑應(yīng)具有良好的冶金性能焊劑配以適宜的焊絲,選用合理的焊接參數(shù),使焊縫金屬具有適宜的化學(xué)成分和良好的力學(xué)性能,以滿足雙金屬耐磨板的設(shè)計要求,同時,焊劑還應(yīng)有較強的抗氣孔和抗裂紋能力。
埋弧焊的工作原理:埋弧焊的電弧是掩埋在顆粒狀焊劑下面的。當(dāng)焊絲和耐磨襯板之間引燃電弧,電弧熱使襯板、焊絲和焊劑融化以致部分蒸發(fā),金屬和焊劑的蒸發(fā)氣體形成了一個氣泡;電弧就在這個氣泡內(nèi)燃燒。氣泡的上部被一層燒化了的焊劑一熔渣所構(gòu)成的外膜所包圍,這層外膜不僅很好地隔了空氣與電弧和溶池的,而且使有礙操作的弧光輻射不再散發(fā)出來。 埋弧焊接耐磨襯板中,焊劑的存在不僅能隔開熔化金屬與空氣的,而且使熔池金屬較慢的凝固;了焊縫中產(chǎn)生氣孔、裂紋等缺陷的可能性。埋弧焊接耐磨襯板的特點:生產(chǎn)效率高這是因為,一方面焊絲導(dǎo)電長度縮短,電流和電流密度,因此電弧的熔深能力和耐磨襯板的熔敷率都大大。 另一方面,由于焊劑和熔渣的隔熱作用,電弧基本上沒有的輻射散失,飛濺也小。因而使埋弧焊的焊接速度大大。焊縫質(zhì)量高因為熔渣隔絕空氣的保護效果好,電弧區(qū)主要成分是CO,焊縫金屬中含氮量、含氧量大大降低。勞動條件好除減輕了手工焊操作的勞動強度外,埋弧焊主要適用于耐磨襯板的水平面長焊縫焊接,且焊絲埋在焊劑層下,沒有煙塵,也沒有弧光輻射。 焊劑是焊接雙金屬耐磨板時,能夠熔化形成熔渣和氣體,對熔化金屬起保護和冶金處理作用的一種顆粒狀物質(zhì),具有類似焊條藥皮作用的焊接消耗材料。主要是由礦物類材料和少部分的脫氧劑、合金劑組成。焊劑應(yīng)具有良好的冶金性能焊劑配以適宜的焊絲,選用合理的焊接參數(shù),使焊縫金屬具有適宜的化學(xué)成分和良好的力學(xué)性能,以滿足雙金屬耐磨板的設(shè)計要求,同時,焊劑還應(yīng)有較強的抗氣孔和抗裂紋能力。
?shù)刎浽础?><br></p><p><img src=") 點擊查看九晨鋼鐵制造(宜春市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
點擊查看九晨鋼鐵制造(宜春市分公司)的【產(chǎn)品相冊庫】以及我們的【產(chǎn)品視頻庫】
名片")