| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價格 | 3500/噸 |
| 發(fā)貨期限 | 1天內(nèi) |
| 供貨總量 | 汽運 |
| 運費說明 | 汽運 |
| 小起訂 | 1 |
| 質(zhì)量等級 | 一級 |
| 是否廠家 | 是 |
| 產(chǎn)品材質(zhì) | 球墨鑄鐵 |
| 產(chǎn)品品牌 | 格瑞 |
| 產(chǎn)品規(guī)格 | 100-1400 |
| 發(fā)貨城市 | 全國 |
| 產(chǎn)品產(chǎn)地 | 聊城 |
| 加工定制 | 是 |
| 產(chǎn)品型號 | DN100 |
| 可售賣地 | 全國 |
| 產(chǎn)品重量 | 0.095 |
| 產(chǎn)品顏色 | 黑色 |
| 質(zhì)保時間 | 70 |
| 外形尺寸 | 圓形 |
| 適用領(lǐng)域 | 市政工程 |
| 是否進口 | 否 |
| 品牌 | 格瑞 |
| 規(guī)格 | DN100-1400 |
| 加工工藝 | 離心澆鑄 |
| 類型 | 球墨鑄鐵 |
| 用途 | 市政給水消防排污 |
| 可售地 | 全國 |
| 計重方式 | 理計 |
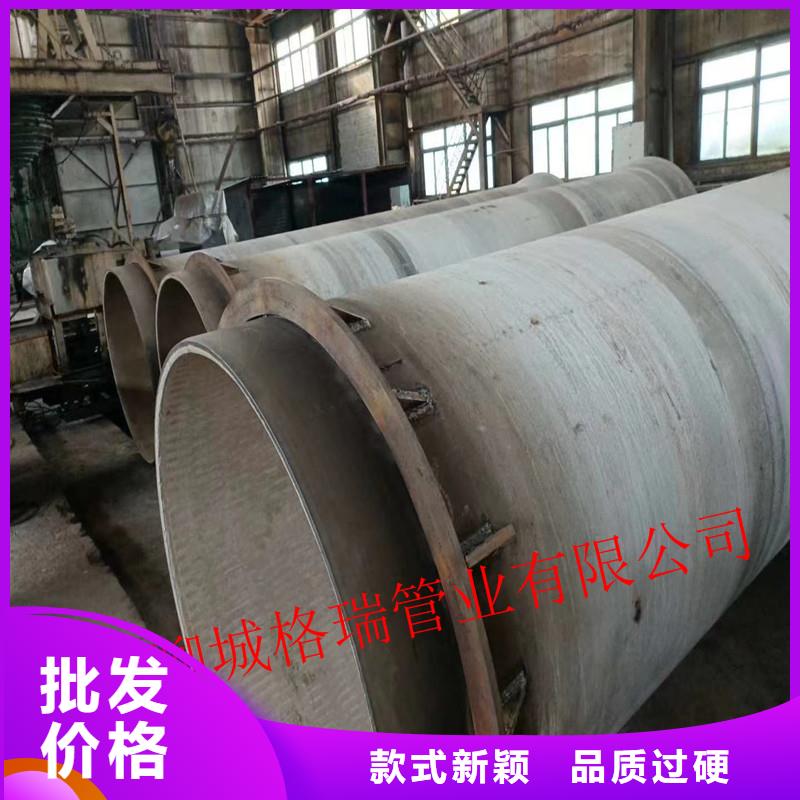
| 范圍 | 玉溪c40球墨鑄鐵管信賴生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋湖北省 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市等區(qū)域。 |


管道試壓且近幾年還將有幾個球墨鑄鐵管廠建成。2000年,中國年產(chǎn)離心鑄造球墨鑄鐵管達90萬噸。此外,中國自行研制的水平連續(xù)鑄造球墨鑄鐵型材生產(chǎn)線已通過鑒定,并已有多家企業(yè)投產(chǎn)。再加上中國引進的一條生產(chǎn)線,至2002年,中國年產(chǎn)球墨鑄鐵型材的能力達數(shù)萬噸。同種資料按入庫先后分別堆碼,便于執(zhí)行先發(fā)的準繩。露天堆放的型鋼,下面需有木墊或條石,垛面略有傾斜,以利排水,并留意資料安放平直,避免形成彎曲變形。堆垛高度,人工作業(yè)的不超越2m機械作業(yè)的不超越5m垛寬不超越5m.球墨鑄鐵管材試驗標準,試驗壓力為OMPa,穩(wěn)壓30分鐘,U—PVC管軸向線膨脹系數(shù)比金屬管材大,我司試壓標準較規(guī)范高,試壓時接口一般會滑出2-5MM,因此試壓時回填土方必須達到要求的壓實度,管道支墩達到設(shè)計強度,后背穩(wěn)固,同時,時觀察各接口,試壓順利進行,確保工程質(zhì)量。
球墨鑄鐵管減少夾渣缺陷 為了降低鐵水中的硫含量,減少硫化物的產(chǎn)生,應(yīng)控制w (s) < 0.02%;澆注溫度應(yīng)適當提高,以方便夾渣的漂浮;球化劑中稀土含量不宜過高,稀土含量控制在1 ~ 2%;加強清渣留渣效果;鐵液中殘留鎂的流速不宜過高(控制在0.035-0.045%),以降低鐵液的表面氧化。球墨鑄鐵管具有更高的抗內(nèi)力和抗外界壓力,更好的耐腐蝕和耐磨性能。同時具有施工方便、界面密封性能好、運行系數(shù)高的優(yōu)點。近年來,在鑄鐵材料市場上發(fā)展迅速。球墨鑄鐵管機應(yīng)防止鐵液因溜槽振動濺起,插座處的砂芯應(yīng)妥善放置,避免毛刺。為控制鐵水成分,降低鐵水硅含量,加入球化劑后w (SI)含量應(yīng)控制在0.8-1.2%。所述圓弧型噴霧冷卻管均勻布置在離心機殼體內(nèi),并分段設(shè)置,以避免各分段冷卻水的相互影響優(yōu)化工藝參數(shù),減少管體的厚重蒙皮.控制原料添加量,

關(guān)于球墨鑄鐵管的歷史,要從1947年聊起,而有關(guān)球墨鑄鐵管的使用歷史,五、進行熱處置生鐵是含碳量大于2%的鐵碳合金,工業(yè)生鐵含碳量普通 在2.5%--4%,并含C、SI、Mn、S、P 等元素是用鐵礦石經(jīng)高爐冶煉的產(chǎn)物。依據(jù)生鐵里碳存在形狀的分歧,又可分為煉鋼生鐵、鍛造生鐵和球墨鑄鐵等幾種。生鐵功能:生鐵堅固、耐磨、鍛造性好,但生鐵脆,不克不及鍛壓。球墨鑄鐵管具有運行可靠,破損率低,施工維修方便、快捷,防腐性能優(yōu)異等。新開發(fā)的”巖盾“系列管道可以適用于非開挖施工,廣泛應(yīng)用在過河、穿路、穿越建筑的管線施工中。”賽鋅“系列管道則使用特殊鋅鋁合金外噴涂工藝,數(shù)倍提高管道的耐腐蝕性能,廣泛用于腐蝕性較強的土壤施工中。

負壓實型鑄造工藝的簡稱。模樣用聚苯乙烯(簡稱EPS,有的EPMMA或STMMA)泡沫塑料制成。經(jīng)內(nèi)外表面涂耐火涂料并烘干后,粘接澆注系統(tǒng),置入特制砂箱、震實,模樣無須取出,將砂箱用塑料膜密閉。澆注前預(yù)先抽負壓,使干砂達到所需緊實度,即可澆注。在自來水管道工程上沿用數(shù)十年的灰鑄鐵剛性接口管,球墨鑄鐵管件規(guī)格型號確定澆注溫度;一般澆注溫度控制在1420℃至1460℃。澆注時保證直澆道始終處于充滿的狀態(tài)。澆注時真空度控制在-0.040MPa至-0.045MPa,澆注時間控制在45至60秒。澆注完畢的保壓時間控制在20至25分鐘;澆注完畢的真空度控制在-0.025至-0.030MPa。出箱時間:120至150分鐘。消失模是干砂、由于其強度低、重量大、施工費力及使用壽命短等缺點,已經(jīng)基本上被柔性接口球墨鑄鐵管取代。
(湖北省分公司)名片")