| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 雙方協商 |
| 供貨總量 | 按訂單生產 |
| 運費說明 | 5天發貨 |
| 廠家/產地 | 縱橫機械/洛陽 |
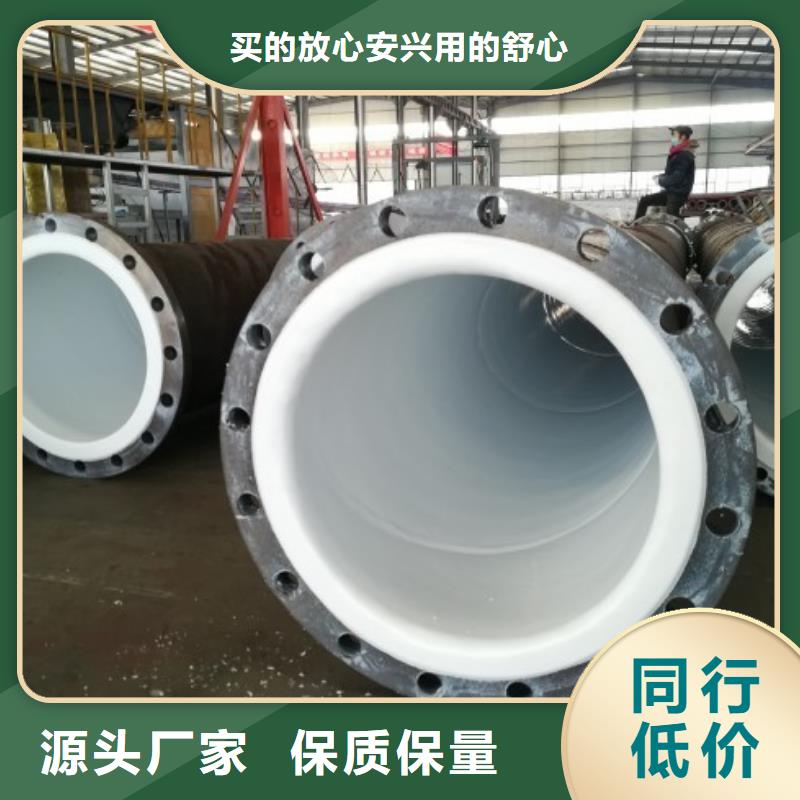
| 主要材料 | 碳鋼20# |
| 襯里材料 | 塑料粉未 |
| 襯里厚度 | 4-10mm |
| 產品規格 | 按要求訂做 |
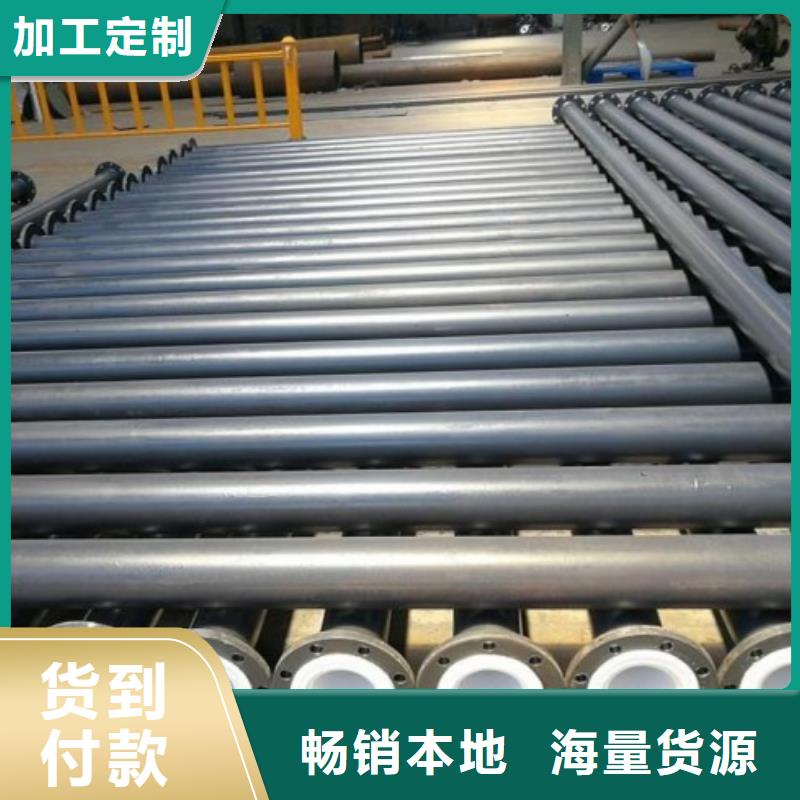
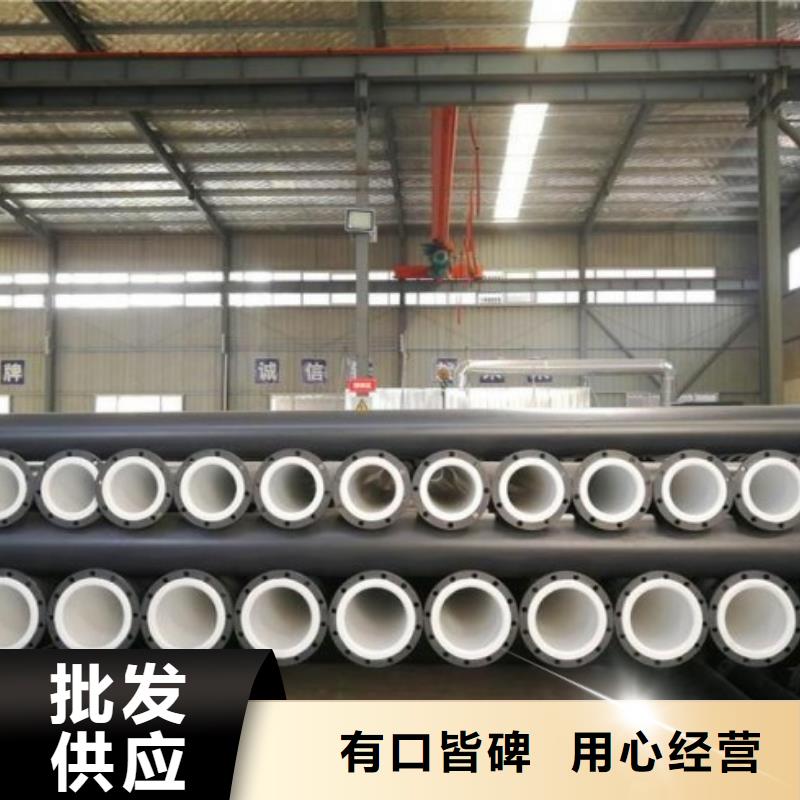
| 生產工藝 | 熱滾塑工藝 |
| 連接方式 | 法蘭連接 |
| 適用溫度 | -60~100℃ |
| 適用壓力 | -0.07 M Pa ~ 2.5 M Pa |
| 檢測電壓 | 5KV-30KV |
| 執行標準 | HG20536-93 |
| 應用領域 | 化工、環保、冶煉、電力等行業 |
| 范圍 | 無縫襯塑管襯塑鋼管價位供應范圍覆蓋河南省、鄭州市、開封市、洛陽市、焦作市、新鄉市、平頂山市、鶴壁市、安陽市、濮陽市、許昌市、三門峽市、南陽市、漯河市、信陽市、周口市、駐馬店市、商丘市 西工區、澗西區、吉利區、洛龍區、孟津區、新安縣、欒川縣、嵩縣、汝陽縣、宜陽縣、洛寧縣、伊川縣、偃師區等區域。 |



碳鋼襯塑復合管的表面制作對焊接的要求
1.在外部鋼管的轉角和接管部位是焊接難度高的,此部位要應盡量保證焊接要求。保證焊縫達到飽滿狀態,并將其細致打磨成鈍角,形成圓弧過渡,焊接部位不得有毛刺和棱角現象。
2.在角焊縫的圓角部位,焊角部位,其焊角高度應大于5mm,一般凸出角應大于或等于3mm,內角應大于或等于10mm.
3.在清理組對卡具時,嚴禁損傷基體母材。施焊過程中嚴禁在基體母材上引弧。
4.在對復合管道的殼體進行焊接時,好采用雙面對焊的焊接方法。這就要求我們工人的技術水平,焊縫要平整(磨平或圓滑過渡)、無氣孔、焊廇和夾渣現象,且焊縫的高度不得大于2mm。在焊接完成后,還要徹底焊接帶來的飛濺物。
5.鋼管在焊接的時候必須采用連續焊,且焊縫不得出現裂縫或連續咬邊的情況,咬肉深度不能超過0.5mm。
碳鋼襯塑復合管在生產時要注意哪些事項:
一、不得有鐵銹、木塊、紙屑等有害雜質,必要時需過篩。
二、管道長度在500mm以上的需在襯塑防腐設備滾動輥上襯塑,到溫度達到襯塑溫度即可加料。
三、加料前應先把法蘭密封面成型工裝加緊在法蘭上,加料采用專用加料管,加料應均勻一致。在停車情況下加料,加料后立即轉動。
四、襯塑時間一般為2~15分鐘,一般管徑越大、壁厚越大時間越長,DN150以下控制在5分鐘以內。
五、襯塑防腐設備的滾動輥圓周速度宜控制在40轉/分以內,但不低于2轉/分,一般管徑越大速度越慢。
六、停轉時,卸下密封面工裝后次找平并冷卻塑層,直至密封面光亮,光滑,凝固。冷卻時必須轉動,防止可能因溫度局部過高而流淌影響使用及美觀。
七、襯塑防腐設備的法蘭拐角等較厚地方可采取濕布、噴霧等方法在外部快速降溫。局部降溫速度不宜太快,冷卻水等不得接觸襯層,防止襯層收縮過大,引起分層或剝離。時間一般不超過2min,且滾動架上轉速應低于30轉/分。
八、表面稍粗糙或平面度稍起伏,可用火焰或加熱爐均勻加熱,但避免因局部溫度過高或燃燒而成黃色。











縱橫機械制造(洛陽市分公司)是一家專業化從事 法蘭襯塑管道產品生產的企業,公司坐落于河南洛陽地理位置優越。常年以規格齊全、價格優惠、交通方便、24小時發貨為經營方針;以信守合同、客戶至上為宗旨,廣開渠道向客戶提供良好的服務,使您能得到滿意 法蘭襯塑管道。

名片")