| 產品參數 | |
|---|---|
| 產品價格 | 電議 |
| 發貨期限 | 電議 |
| 供貨總量 | 999 |
| 運費說明 | 1-3天 |
| 機械加工 | 激光切割 |
| 圖紙定制 | 可出圖紙 |
| 包工包料 | 免費出圖紙 |
| 激光切割 | 氧氣精密切割 |
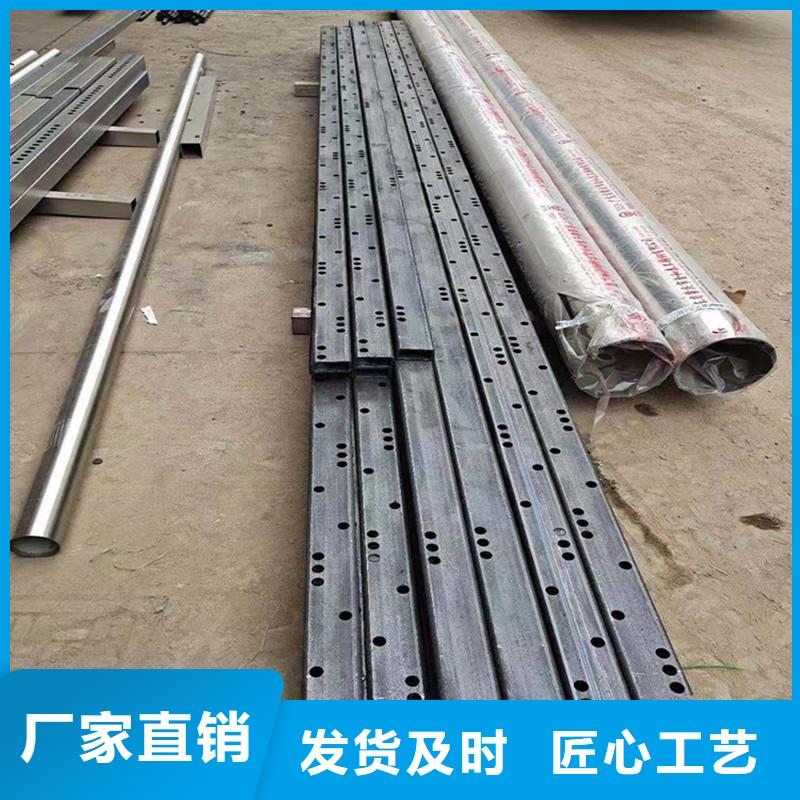
| 精密開孔 | 公差0.05 |
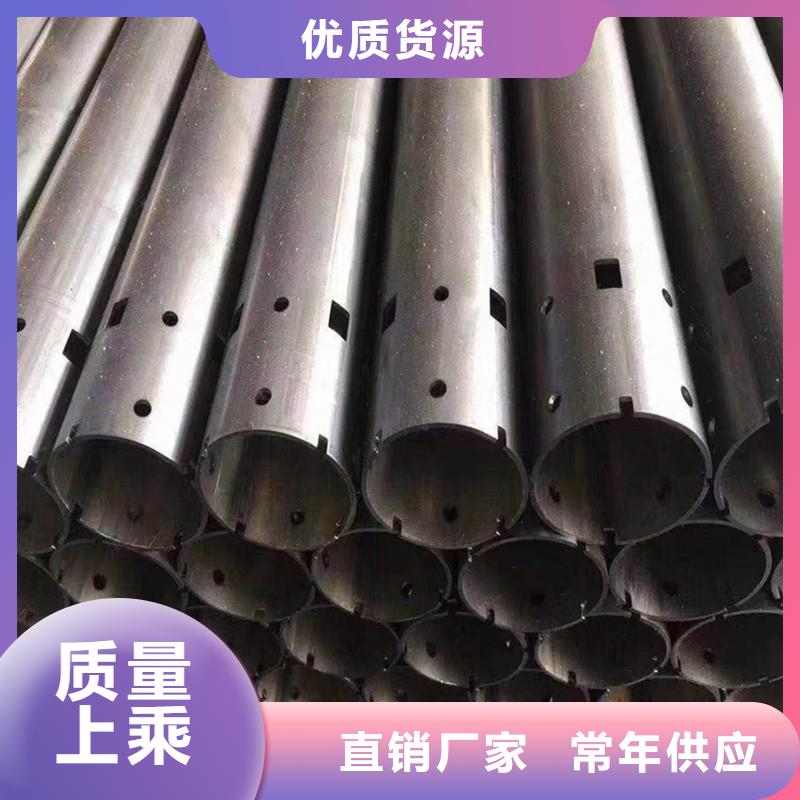
| 范圍 | 201不銹鋼方管開孔公司生產基地位于【聊城】,供應范圍覆蓋廣西省 桂林市、南寧市、柳州市、梧州市、北海市、欽州市、貴港市、玉林市、百色市、賀州市、河池市、來賓市、崇左市、防城港市 欽南區、欽北區、靈山縣、浦北縣等區域。 |


聯合的形式,有三種基本情況,即兩個不同的賤金屬的聯合,聯合相同的賤金屬,但不同的填充金屬(如聯合與奧氏體中碳調質鋼焊接的焊 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打接材料),
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
和復合金屬板的聯合。激光切管不同材料的焊接是將兩種不同的金屬焊接在一起,產生與母材具有不同性能和組織的過渡層。由于不同金屬在元素性能、物理性能和化學性能上存在顯著差異,不同金屬的焊接在焊接機理和操作工藝上要比相同材料復雜得多。
異種材料焊接存在的主要問題如下
1. 不同材料之間的熔點差異越大,越難焊接。
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
這是因為當低熔點的材料達到熔化狀態時,高熔點的材料仍處于固態。此時,熔化的材料容易滲透到過熱區晶界,造成低熔點材料的損失,合金元素的燃燒或蒸發,使焊接接頭難以焊接。例如,在焊接鐵和鉛時(熔點差別很大),兩種材料在固態時既不能相互溶解,在液態時也不能相互溶解。液態金屬呈層狀分布,冷卻后分別結晶。



鴻山金屬制造(欽州市分公司)多年經營 景觀護欄等產品。暢銷消費者市場,在消費者當中享有較高的地位, 景觀護欄產品品種齊全、價格合理。重信用、守合同、保證 景觀護欄產品質量,以多品種經營特色和薄利多銷的原則,贏得了廣大客戶的信任。歡迎各界朋友蒞臨參觀、指導和業務洽談。 承諾:同等質量比價格、同等價格比服務。


線膨脹系數越大,熱膨脹速率越大
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
, 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打冷卻時收縮越大,熔池結晶時會產生較大的焊接應力。這種焊接應力不易,導致焊接變形較大。由于焊縫兩側材料的受力狀態不同,很容易在焊縫和熱影響區產生裂紋,甚至導致焊縫金屬和母材剝落。
3.不同材料的導熱系數和比熱容差越大,焊接難度越大。材料的導熱系數和比熱容會使焊縫金屬的結晶條件惡化,激光切管晶粒嚴重變粗,影響難熔金屬的潤濕性。因此,焊接時應選用強熱源,熱源的位置應向導熱性好的母材一側傾斜。
4. 不同材料之間的電磁性能差異越大,焊接就越困難
1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
。因為材料的電磁差越大,焊接電弧越不穩定,焊縫越差。
5. 不同材料之間形成的金屬間化合物越多,焊接就越困難。由于金屬間化合物的脆性,很容易在焊縫中產生裂紋甚至斷裂。
6. 在異種材料焊接過程中,由于焊接區金相組織的變化或新形成的組織,導致焊接接頭性能惡化,給焊接帶來很大的困難。



1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
,根據超耐熱不銹鋼管熔化切割的特點,我們可以選擇不同的電火花線切割方法,角脈沖切削控制和角落治療功能,以減少濺芯片的出現,很大地提高穩定性的銳角切割、聚焦透鏡的減少污染,提高了聚焦透鏡的生產質量和使用壽命。在切割尖角時,通過使用不同的激光功率、脈沖頻率和脈沖占空比,可以保證尖角切割輪廓的質量,提高切割效率。一般來說,鈑金加工是對厚度小于6mm的鈑金進行剪切、沖孔、切割、復合、折疊、焊接、鉚接、拼接、成型等綜合冷加工工藝。其中,焊接是一個非常重要的環節。金屬焊接在鈑金加工中存在一些焊接前、焊接中以及焊接標準中需要注意的問題1、相貫線切割機的發展。從幾種通用數控切割機應用情況來看,火焰相貫線切割機功能及性能已比較完善,其材料切割的局限性(只能切割碳鋼管),切割速度慢,生產效率低,其適用范圍逐漸在縮小,市場不可能有大的增加。
等離子相貫線切割機具有切割范圍廣(可切割所有金屬材料),切割速度快,工作效率高等特點,未來的發展方向在于等離子電源技術的提高、數控系統與等離子切割配合問題,如電源功率的可切割更厚的板材;精細等離子技術的完善和提高可提高切割的速度、切面質量和切割精度;數控系統的完善和提高以適應等離子切割,可有效提高工作效率和切割質量。
2、專用相貫線切割機的發展。相貫線切割機適用于各種管材上切割圓柱正交、斜交、偏心交等相慣線孔、方孔、橢圓孔,并能在管子端部切割與之相交的相慣線。這種類型的設備廣泛應用于金屬結構件生產,電力設備、鍋爐業、石油、化工等工業部門
。 激光打孔是通過高功率密度、短時間停留(低于激光切割)的脈沖熱源進行打孔的激光加工技術。孔徑的形成可以通過單脈沖或多脈沖實現。 在打孔過程中,首先使用打名片")